1.本技术涉及预制构件生产和运输技术领域,更具体而言,涉及一种翻转装置。
背景技术:
2.目前,在地铁车站预制构件的生产制作过程中,预制构件从模具中脱模后是倒置的,因此在转运至地铁站内装配时,需要先将其翻转180
°
,然后再转运至地铁站内进行装配。然而,现有的翻转装置易造成预制构件的损伤,事后需要在损伤处重新补上混凝土进行修复,另外,现有的翻转装置自动化程度低,精准度控制低。
技术实现要素:
3.本技术实施方式提供了一种翻转装置。
4.本技术实施方式的翻转装置用于对预制构件进行翻转,所述翻转装置包括:支撑板,所述支撑板上设有两个相对间隔设置的增高座;设置在所述增高座上的端部夹持翻转机构,每个所述增高座上均设有所述端部夹持翻转机构,两个所述端部夹持翻转机构分别用于承载和夹持所述预制构件的两端,所述端部夹持翻转机构用于驱动所述预制构件转动以对所述预制构件进行翻转;和中部夹持翻转机构,所述中部夹持翻转机构安装在所述支撑板上且位于两个所述端部夹持翻转机构之间,所述中部夹持翻转机构用于夹持所述预制构件的中部以在所述预制构件翻转的过程中对所述预制构件的中部进行支撑。
5.在本技术实施方式的翻转装置中,两个端部夹持翻转机构分别用于承载和夹持预制构件的两端,端部夹持翻转机构用于驱动预制构件转动以对预制构件进行翻转。中部夹持翻转机构则可用于夹持预制构件的中部以在预制构件翻转的过程中对预制构件的中部进行支撑。如此,预制构件脱模后可以直接利用龙门吊放置在翻转装置上,可通过端部夹持翻转机构和中部夹持翻转机构分别夹持预制构件的两端和中部,可通过端部夹持翻转机构和中部夹持翻转机构来对预制构件进行自动翻转,自动化程度高,精度控制好,通过两端和中部的夹持也可以有效的避免预制构件在翻转时受到损伤,并且,中部夹持翻转机构的设置可以在翻转过程中对预制构件的中部进行支撑,提高了预制构件在翻转过程中的稳定性。
6.在某些实施方式中,所述端部夹持翻转机构包括转盘和设置在所述转盘上的两组竖直边框和两组水平边框,两组所述竖直边框和两组所述水平边框共同构成矩形框以对所述预制构件的端部进行承载和夹持。
7.在某些实施方式中,所述竖直边框和所述水平边框通过插销与所述转盘可拆卸地连接。
8.在某些实施方式中,所述端部夹持翻转机构还包括端部驱动电机和转轴,所述端部驱动电机固定安装在所述增高座上,所述转轴可转动地安装所述增高座上且与所述转盘连接,所述端部驱动电机用于驱动所述转轴转动以带动所述转盘转动。
9.在某些实施方式中,所述端部夹持翻转机构还包括轴承座、从动齿轮和主动齿轮,所述轴承座设置在所述增高座上,所述转轴的一端设置在所述轴承座上,所述从动齿轮套设在所述转轴上,所述转轴远离所述轴承座的一端同心设置有所述转盘,所述主动齿轮与所述从动齿轮啮合,所述端部驱动电机与所述主动齿轮动力连接;其中,所述端部驱动电机用于驱动所述主动齿轮转动,所述主动齿轮能够带动所述从动齿轮转动,进而使得所述转轴带动所述转盘转动。
10.在某些实施方式中,所述中部夹持翻转机构包括滑动设置在所述支撑板上的两个支架,两个所述支架相对间隔设置,每个所述支架内侧设有半圆环形夹套,所述半圆环形夹套与所述支架转动连接,两个所述支架能够相互靠近以使两个所述半圆环形夹套合拢形成一个环形夹套;两个所述半圆环形夹套中的至少一个的内侧设有液压缸,所述液压缸的活塞端用于抵持所述预制构件的中部。
11.在某些实施方式中,每个所述支架上均形成有半圆环形滑槽,所述半圆环形夹套同心设在所述半圆环形滑槽内侧,所述半圆环形夹套上设有与所述半圆环形滑槽配合的滑块,在两个所述半圆环形夹套合拢形成一个所述环形夹套时,两组所述半圆环形滑槽合并形成一个环形滑槽;所述滑块能够在所述环形滑槽内滑动以使所述半圆环形夹套相对所述支架转动。
12.在某些实施方式中,所述中部夹持翻转机构还包括滑轨和两组滑座,所述滑轨设在所述支撑板上,所述滑座与所述滑轨滑动配合,所述支架固定安装在所述滑座上;每个所述半圆环形夹套的外侧面上同心设有半圆环形齿条,所述滑座上设置有减速电机,所述减速电机上连接驱动齿轮,所述驱动齿轮与所述半圆环形齿条啮合;其中,在两个所述半圆环形夹套合拢形成一个所述环形夹套时,两个所述半圆环形齿条合并形成为一个环形齿条,所述减速电机用于在所述端部夹持翻转机构驱动所述预制构件转动的同时驱动所述驱动齿轮转动以带动所述环形齿条转动,进而带动所述环形夹套转动。
13.在某些实施方式中,所述翻转装置还包括直线驱动机构,所述直线驱动机构包括设置在所述支撑板上直线驱动电机和双向丝杆,所述直线驱动电机连接所述双向丝杆,所述双向丝杆与所述滑轨平行设置,所述双向丝杆设有对称的两个螺纹段,对称的两个所述螺纹段上均设有分别与两组所述滑座连接的丝母;其中,所述直线驱动电机用于驱动所述双向丝杆转动从而通过所述丝母带动两组所述滑座相互靠近或者相互远离。
14.在某些实施方式中,所述液压缸的活塞端上设有弹性垫片,所述液压缸的活塞端通过所述弹性垫片抵持所述预制构件的中部。
15.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
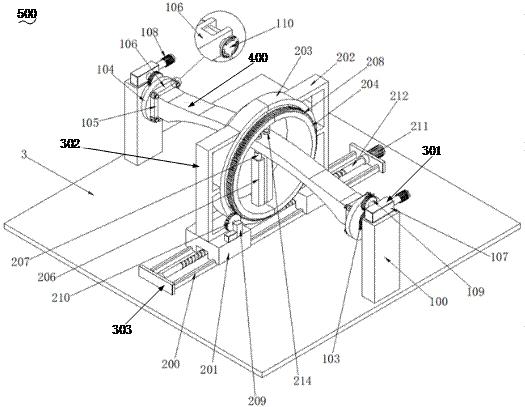
16.本技术的上述和/或附加的方面和优点从结合下面附图对实施方式的描述中将变得明显和容易理解,其中:图1是本技术实施方式的翻转装置的立体结构示意图;图2是本技术实施方式的翻转装置的平面结构示意图;图3是本技术实施方式的翻转装置的另一平面结构示意图;
图4是本技术实施方式的图3中a-a连线的剖面结构示意图。
17.主要元件符号说明:翻转装置500;支撑板3、增高座100、轴承座101、转轴102、从动齿轮103、转盘104、竖直边框105、水平边框106、齿轮减速箱107、端部驱动电机108、主动齿轮109、插销110、滑轨200、滑座201、支架202、半圆环形滑槽203、半圆环形夹套204、滑块205、支撑柱206、液压缸207、半圆环形齿条208、减速电机209、驱动齿轮210、直线驱动电机211、双向丝杆212、丝母213、弹性垫片214、端部夹持翻转机构301、中部夹持翻转机构302、直线驱动机构303、预制构件400。
具体实施方式
18.下面详细描述本技术的实施方式,所述实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本技术,而不能理解为对本技术的限制。
19.在本技术中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
20.下文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,下文中对特定例子的部件和设定进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设定之间的关系。此外,本技术提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
21.请参阅图1至图4,本技术实施方式翻转装置500用于对预制构件400进行翻转,翻转装置500包括支撑板3、端部夹持翻转机构301和中部夹持翻转机构302,支撑板3上设有两个相对间隔设置的增高座100。端部夹持翻转机构301设置在增高座100上,每个增高座100上均设有端部夹持翻转机构301,两个端部夹持翻转机构301分别用于承载和夹持预制构件400的两端,端部夹持翻转机构301用于驱动预制构件400转动以对预制构件400进行翻转。中部夹持翻转机构302安装在支撑板3上且位于两个端部夹持翻转机构301之间,中部夹持翻转机构302用于夹持预制构件400的中部以在预制构件400翻转的过程中对预制构件400的中部进行支撑。
22.在本技术实施方式的翻转装置500中,两个端部夹持翻转机构301分别用于承载和夹持预制构件400的两端,端部夹持翻转机构301用于驱动预制构件400转动以对预制构件400进行翻转。中部夹持翻转机构302则可用于夹持预制构件400的中部以在预制构件400翻转的过程中对预制构件400的中部进行支撑。如此,预制构件400脱模后可以直接利用龙门吊放置在翻转装置500上,可通过端部夹持翻转机构301和中部夹持翻转机构302分别夹持预制构件400的两端和中部,可通过端部夹持翻转机构301和中部夹持翻转机构302来对预
制构件400进行自动翻转,自动化程度高,精度控制好,通过两端和中部的夹持也可以有效的避免预制构件400在翻转时受到损伤,并且中部夹持翻转机构302的设置可以在翻转过程中对预制构件400的中部进行支撑,提高了预制构件400在翻转过程中的稳定性。
23.具体地,在地铁车站预制构件400的生产过程中,预制构件400从模具中脱模后是倒置的,需要对预制构件400进行翻转。然而,预制构件400体积和重量较大,在翻转过程中容易出现损伤,导致预制构件400的精度下降。因而,在本技术实施方式中,通过专门的翻转装置500可以将预制构件400实现翻转,避免预制构件400在翻转时受到损伤,自动化程度高,精度控制好,保证预制构件400的结构稳定。
24.进一步地,将支撑板3放置在地面上,翻转装置500的整体结构设置在支撑板3上,进而保证翻转装置500在转动预制构件400时,整个翻转装置500可以保持平衡,避免倾倒造成预制构件400损坏。端部夹持翻转机构301可以设置在增高座100上,当预制构件400被端部夹持翻转机构301夹持固定时,预制构件400可以悬空在支撑板3上方,这样,方便预制构件400的翻转过程,避免出现翻转过程中预制构件400接触支撑板3。在利用龙门吊放置在翻转装置500上时,两个端部夹持翻转机构301分别用于承载和夹持预制构件400的两端,中部夹持翻转机构302可以从预制构件400的中部位置夹持和支撑,使得预制构件400设置在翻转装置500上翻转的过程中,可以形成三个位置的支撑,保证预制构件400的稳定。
25.请参阅图1,在某些实施方式中,端部夹持翻转机构301包括转盘104和设置在转盘104上的两组竖直边框105和两组水平边框106,两组竖直边框105和两组水平边框106共同构成矩形框以对预制构件400的端部进行承载和夹持。
26.如此,竖直边框105和水平边框106可以抵持在预制构件400端部的侧面,从而可以从两端对预制构件400进行承载和夹持,保证预制构件400设置在翻转装置500上的稳定性。同时,可以转动转盘104进而对预制构件400进行翻转的操作。
27.进一步地,请参阅图1,在某些实施方式中,竖直边框105和水平边框106通过插销110与转盘104可拆卸地连接。
28.如此,可以通过将插销110取下以将位于顶部的一个边框取下,进而使得预制构件400可以通过龙门吊从翻转装置500的上方将预制构件400放置在端部夹持翻转机构301上,再通过插销110将边框安装回转盘104上,从而使得矩形框可以对预制构件400的端部进行承载和夹持。
29.可以理解的是,两组竖直边框105和两组水平边框106共同构成矩形框为一个封闭的空间,四个边框都可以作为承载支撑预制构件400的元件。在需要将预制构件400放置在矩形框中时,可以先行将顶边的水平边框106拆下下来,再通过龙门吊将预制构件400放置在矩形框中,此时,底边的水平边框106可以对预制构件400起到支撑作用。然后,通过插销110将顶边的水平边框106安装在转盘104上,使得两组竖直边框105和两组水平边框106可以将预制构件400封闭在矩形框中,矩形框的每个边框都可以在翻转过程中对预制构件400起到支撑作用。
30.另外,两个增高座100上的边框可以对预制构件400的两端进行承载和夹持,使得预制构件400可以稳定设置在翻转装置500上,并可以随着转盘104一起转动,进而实现翻转的动作。在预制构件400的端部被矩形框夹持后,转盘104带动预制构件400转动的过程中,矩形框的不同边可以对预制构件400的端部进行支撑,保证预制构件400翻转过程的稳定。
例如,转盘104带动预制构件400旋转45
°
时,矩形框的竖直边框105和水平边框106可以同时对预制构件400起到支撑作用;转盘104带动预制构件400旋转90
°
时,矩形框的竖直边框105可以独立对预制构件400起到支撑作用;转盘104带动预制构件400旋转180
°
时,矩形框的另一边的水平边框106可以独立对预制构件400起到支撑作用。在本技术实施方式中,两组竖直边框105和两组水平边框106都可以通过插销110与转盘104可拆卸地连接,也即是说,矩形框的任意一边框都可以从转盘104上拆下,使得预制构件400从拆下边框的一侧进入矩形框或从矩形框中取出。
31.请参阅图1和图2,在某些实施方式中,端部夹持翻转机构301还包括端部驱动电机108和转轴102,端部驱动电机108固定安装在增高座100上,转轴102可转动地安装增高座100上且与转盘104连接,端部驱动电机108用于驱动转轴102转动以带动转盘104转动。
32.如此,端部驱动电机108可以提供驱动力使得转轴102可以带动转盘104转动,转盘104上的两组竖直边框105和两组水平边框106共同构成矩形框可以从完全包围预制构件400的端部,进而使得转盘104可以带动预制构件400的转动。
33.可以理解的是,预制构件400的重量较大,端部夹持翻转机构301在驱动预制构件400转动的过程中,需要端部驱动电机108提供驱动力驱动转轴102相对增高座100转动,转轴102转动可以带动转盘104转动,进而使得预制构件400实现翻转的动作。需要说明的是,两个增高座100上分别设置有一个端部驱动电机108,两个端部驱动电机108同步驱动,以保证两个转轴102和转盘104可以同步转动,使得整个预制构件400可以同步转动,避免预制构件400两端转动速度不一导致预制构件400损坏。
34.请参阅图1至图3,在某些实施方式中,端部夹持翻转机构301还包括轴承座101、从动齿轮103和主动齿轮109,轴承座101设置在增高座100上,转轴102的一端设置在轴承座101上,从动齿轮103套设在转轴102上,转轴102远离轴承座101的一端同心设置有转盘104,主动齿轮109与从动齿轮103啮合,端部驱动电机108与主动齿轮109动力连接。其中,端部驱动电机108用于驱动主动齿轮109转动,主动齿轮109能够带动从动齿轮103转动,进而使得转轴102带动转盘104转动。
35.如此,转轴102可以穿设在轴承座101上,以使得转轴102可以相对增高座100转动顺畅。端部驱动电机108可以驱动主动齿轮109转动,主动齿轮109带动从动齿轮103旋转,而从动齿轮103可以带动转轴102转动,进而使得转盘104可以带动预制构件400实现转动的动作。
36.具体地,端部夹持翻转机构301还可以包括齿轮减速箱107,齿轮减速箱107可以同时连接端部驱动电机108和主动齿轮109,端部驱动电机108可以通过齿轮减速箱107驱动主动齿轮109,这样,齿轮减速箱107可以使得主动齿轮109以合适的转速转动。主动齿轮109可以带动从动齿轮103转动,从动齿轮103套设在转轴102上以带动转轴102转动,转轴102又可以通过转盘104带动预制构件400转动,进而使得预制构件400实现翻转动作。
37.请参阅图1和图2,在某些实施方式中,中部夹持翻转机构302包括滑动设置在支撑板3上的两个支架202,两个支架202相对间隔设置,每个支架202内侧设有半圆环形夹套204,半圆环形夹套204与支架202转动连接,两个支架202能够相互靠近以使两个半圆环形夹套204合拢形成一个环形夹套。两个半圆环形夹套204中的至少一个的内侧设有液压缸207,液压缸207的活塞端用于抵持预制构件400的中部。
38.如此,两个支架202分离以留出足够的空间,龙门吊可以将预制构件400从翻转装置500的顶部放置在翻转装置500的矩形框中,避免支架202对预制构件400的放置过程造成影响。两个支架202相互靠近以使两个半圆环形夹套204合拢形成一个环形夹套,进而使得液压缸207可以抵持预制构件400的中部,对预制构件400进行支撑和固定,同时环形夹套可以配合预制构件400的翻转动作。
39.进一步地,请参阅图3和图4,在某些实施方式中,液压缸207的活塞端上设有弹性垫片214,液压缸207的活塞端通过弹性垫片214抵持预制构件400的中部。
40.如此,液压缸207可以通过弹性垫片214与预制构件400固定抵持,保证预制构件400固定稳定的同时,避免液压缸207直接作用在预制构件400上对预制构件400造成损伤。
41.在本技术实施方式中,端部夹持翻转机构301可以从预制构件400的两端支撑预制构件400,中部夹持翻转机构302可以从预制构件400的中部支撑预制构件400,这样,可以保证预制构件400转动过程的稳定。具体地,中部夹持翻转机构302还可以包括支撑柱206,支撑柱206设置在半圆环形夹套204的内侧,液压缸207设置在支撑柱206上远离半圆环形夹套204的一端。支撑柱206可以将液压缸207伸向预制构件400,保证在液压缸207的活塞端的活动范围内可以将弹性垫片214抵持在预制构件400上,从而对预制构件400进行支撑和夹持。
42.另外,“两个半圆环形夹套204中的至少一个的内侧设有液压缸207”指的是,可以为其中一个半圆环形夹套204的内侧有两个相对设置的液压缸207,两个液压杆可以从预制构件400的两侧对预制构件400夹持,另一个半圆环形夹套204的内侧不设有液压缸207。还可以是两个半圆环形夹套204的内侧都设有两个相对设置的液压缸207,四个液压缸207可以对预制构件400的中部进行支撑和夹持,保证预制构件400翻转的稳定。需要说明的是,支撑柱206与液压缸207对应设置,保持数量一致。
43.请参阅图1和图3,在某些实施方式中,每个支架202上均形成有半圆环形滑槽203,半圆环形夹套204同心设在半圆环形滑槽203内侧,半圆环形夹套204上设有与半圆环形滑槽203配合的滑块205,在两个半圆环形夹套204合拢形成一个环形夹套时,两组半圆环形滑槽203合并形成一个环形滑槽。滑块205能够在环形滑槽内滑动以使半圆环形夹套204相对支架202转动。
44.如此,半圆环形夹套204可以通过滑块205在半圆环形滑槽203中滑动,当两个支架202相互靠近合拢时,两组半圆环形滑槽203可以合并形成一个环形滑槽,两个半圆环形夹套204可以合拢形成一个环形夹套,这样,环形夹套可以通过滑块205在环形滑槽中转动,进而与预制构件400一起实现转动的动作。
45.可以理解的是,在两个半圆环形夹套204合拢形成一个环形夹套时,两组半圆环形滑槽203也可以合并形成一个环形滑槽,此时,环形夹套与环形滑槽同心设置,环形夹套可以通过滑块205相对环形滑槽转动,进而可以带动预制构件400相对支架202转动,实现预制构件400的翻转动作。示例性地,支架202可以为e型框架,支架202内侧形成有半圆环形滑槽203,e型框架可以使得结构更加稳定。滑块205可以为t型滑块205,t型滑块205连接半圆环形夹套204并可以带动半圆环形夹套204在半圆环形滑槽203中滑动。
46.请参阅图1至图4,在某些实施方式中,中部夹持翻转机构302还包括滑轨200和两组滑座201,滑轨200设在支撑板3上,滑座201与滑轨200滑动配合,支架202固定安装在滑座201上。每个半圆环形夹套204的外侧面上同心设有半圆环形齿条208,滑座201上设置有减
速电机209,减速电机209上连接驱动齿轮210,驱动齿轮210与半圆环形齿条208啮合。其中,在两个半圆环形夹套204合拢形成一个环形夹套时,两个半圆环形齿条208合并形成为一个环形齿条,减速电机209用于在端部夹持翻转机构301驱动预制构件400转动的同时驱动驱动齿轮210转动以带动环形齿条转动,进而带动环形夹套转动。
47.如此,滑座201可以带动支架202在滑轨200上滑动,进而实现支架202的合拢和分离的动作。减速电机209可以提供驱动力以驱动环形齿条转动,进而可以使得中部夹持翻转机构302从预制构件400的中部夹持并带动整个预制构件400转动。中部夹持翻转机构302可以与端部夹持翻转机构301同步动作,同时驱动预制构件400翻转。
48.具体地,两组滑座201可以带动两个支架202沿着滑轨200移动,在两个滑座201带动支架202远离时,两个支架202分离以留出足够的空间,龙门吊可以将预制构件400从翻转装置500的顶部放置在翻转装置500上,避免支架202对预制构件400的放置过程造成影响。在两个滑座201带动支架202靠近使得两个支架202合拢时,两个半圆环形夹套204可以合拢形成一个环形夹套,两组半圆环形滑槽203可以合并形成一个环形滑槽,两个半圆环形齿条208也可以合并形成为一个环形齿条。环形齿条可以带动环形夹套通过滑块205沿着环形滑槽转动,实现预制构件400的翻转动作。
49.进一步地,两个滑座201上分别设置有一个减速电机209和一个驱动齿轮210,两个减速电机209可以同步驱动驱动齿轮210转动,两个驱动齿轮210可以以相同的转速驱动环形齿条转动,进而使得环形夹套可以相对支架202转动,实现预制构件400的翻转动作。需要说明的是,两个减速电机209与两个端部驱动电机108同步驱动,保证预制构件400的中部和端部可以以相同的转速翻转,避免不同部位转速不同造成预制构件400的损坏。
50.请参阅图1至图4,在某些实施方式中,翻转装置500还包括直线驱动机构303,直线驱动机构303包括设置在支撑板3上直线驱动电机211和双向丝杆212,直线驱动电机211连接双向丝杆212,双向丝杆212与滑轨200平行设置,双向丝杆212设有对称的两个螺纹段,对称的两个螺纹段上均设有分别与两组滑座201连接的丝母213。其中,直线驱动电机211用于驱动双向丝杆212转动从而通过丝母213带动两组滑座201相互靠近或者相互远离。
51.如此,直线驱动电机211可以提供驱动力使得双向丝杆212转动,进而使得丝母213带动两组滑座201沿着滑轨200方向移动,实现两组支架202的合拢和分离动作。
52.综上所述,本技术实施方式的翻转装置500可以用于预制构件400的旋转,预制构件400为地铁车站的底板构件时,预制构件400脱模后可以通过龙门吊吊起。此时,直线驱动电机211驱动双向丝杆212转动,以使得丝母213可以带动滑座201沿着滑轨200相互远离,进而使得两个支架202处于分离状态。这样,翻转装置500上方留有足够的空间使得龙门吊可以将预制构件400放置在翻转装置500上。在将预制构件400放置在预制构件400的过程中,可以先将处于上方的水平边框106拆卸下来,使得预制构件400的两个端部可以放置在两个竖直边框105之间,并被处于下方的水平边框106支撑,然后将处于上方的水平边框106通过插销110与转盘104安装在一起,以形成矩形框封闭预制构件400的端部。然后,直线驱动电机211驱动双向丝杆212旋转,以使得两个丝母213可以带动两组滑座201相互靠近,进而使得两个支架202合拢。此时,两个半圆环形夹套204可以合拢形成一个环形夹套,两组半圆环形滑槽203可以合并形成一个环形滑槽,两个半圆环形齿条208也可以合并形成为一个环形齿条。然后液压缸207可以伸长以使得活塞端通过弹性垫片214与预制构件400的中部固定
抵持,进而使得预制构件400有三个部位被夹持固定。然后,端部驱动电机108和减速电机209同步转动,保证预制构件400可以以一定的转速翻转180
°
。在这个过程中,端部驱动电机108可以通过主动齿轮109和从动齿轮103驱动转轴102转动,转轴102可以带动转盘104转动以驱动预制构件400的端部翻转;同时,减速电机209可以通过驱动齿轮210驱动环形齿条转动,环形齿条带动环形夹套相对于环形滑槽转动,进而驱动预制构件400的中部翻转。这样,预制构件400各个部位保持相同的转速实现180
°
的翻转动作,两个半圆环形夹套204交换位置,矩形框和液压缸207在旋转过程中对预制构件400起到夹持和支撑的作用。在翻转完成后,液压缸207解除对预制构件400的抵持,并通过直线驱动电机211驱动双向丝杆212转动,以使得丝母213可以带动滑座201和支架202沿着滑轨200相互远离,同时可以将处于上方的水平边框106从转盘104上拆卸下来。这样,可以通过龙门吊将预制构件400吊起并转移至转运的车辆上,使得翻转装置500可以承载下一个预制构件400,进而实现多个预制构件400的翻转动作。
53.在本技术的实施方式的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本技术的实施方式的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
54.在本说明书的描述中,参考术语“一个实施方式”、“一些实施方式”、“示意性实施方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合所述实施方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施方式或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施方式或示例中以合适的方式结合。
55.尽管上面已经示出和描述了本技术的实施方式,可以理解的是,上述实施方式是示例性的,不能理解为对本技术的限制,本领域的普通技术人员在本技术的范围内可以对上述实施方式进行变化、修改、替换和变型。