1.本实用新型涉及一种高密封机车气缸加工设备领域,具体涉及一种高密封机车气缸缸盖装配设备。
背景技术:
2.机车气缸缸盖加工过程中需要对气门导管等部件进行装配,而气门导管和气门座需要压入气缸缸盖中对应的孔槽中,气门导管一般为粉末冶金材质,在装配时,采用手工的压入方式会极大影响装配加工的效率,而且人工成本高,不能满足批量生产的进度。
技术实现要素:
3.为解决上述问题,本实用新型的目的在于提供一种将气门导管部件自动压入缸盖上的高密封机车气缸缸盖装配设备,从而大大降低人工成本,而且使生产效率提高。
4.为实现上述目的,本实用新型提供了如下技术方案:一种高密封机车气缸缸盖装配设备,包括输送气缸缸盖的传送带,传送带的输出口位置连接一平台,平台的尾端设有定位挡板,该平台上设置有通槽,通槽的下方设置大气缸,通槽的上方设有小气缸,传送带将气缸缸盖输送至平台上,小气缸的活塞杆抵接在平台上的气缸缸盖上,大气缸的活塞杆穿过通槽并克服小气缸的压力驱动气缸缸盖上升至装配位置,该装配位置的一侧设置有抵接板,另一侧设有压入机构,该压入机构包括倾斜的导料槽,导料槽的端部设有弧形的定位板,对应该定位板设有架体,架体上设有导轨,导轨上设有滑座,滑座上设有抵接气缸,抵接气缸的活塞杆与定位板相对齐,在滑座的后方设置压入凸轮,该压入凸轮由电机驱动。
5.在所述滑座上设有与所述压入凸轮相对应的轴承,在所述滑座的尾端连接有回位弹簧。
6.在所述小气缸的活塞杆端部和所述大气缸的活塞杆端部分别连接有橡胶块。
7.本实用新型的这种结构,气缸缸盖通过传送带输送至平台,大气缸的活塞杆穿过通槽并克服小气缸的压力驱动气缸缸盖上升至装配位置,气缸缸盖端面抵接在抵接板上,气门导管在抵接板的对面侧通过压入机构压入气缸缸盖的对应孔槽中,从而完成气门导管自动压入缸盖上的装配加工工作,而且结构可靠稳定,大大降低人工成本,使生产效率提高。
8.下面结合附图和具体实施方式对本实用新型作进一步描述。
附图说明
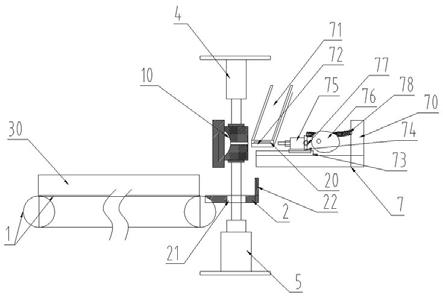
9.图1为本实用新型具体实施方式的立体图;
10.图2为本实用新型具体实施方式中导料槽和定位板的结构图。
具体实施方式
11.下面通过实施例对本实用新型进行具体的描述,只用于对本实用新型进行进一步
说明,不能理解为对本实用新型保护范围的限定。
12.如图1、图2所示,本实施例公开了一种高密封机车气缸缸盖10装配设备,包括输送气缸缸盖10的传送带1,传动带的两侧设置定位挡板30,传送带1的输出口位置连接一平台2,平台2端部设置有定位挡板22,该平台2上设置有通槽21,通槽21的下方设置大气缸3,通槽21的上方设有小气缸4,传送带1将气缸缸盖10输送至平台2上,小气缸4的活塞杆抵接在平台2上的气缸缸盖10上,大气缸3的活塞杆穿过通槽21并克服小气缸4的压力驱动气缸缸盖10上升至装配位置5,装配位置5就是大气缸的活塞杆完全输出后的位置,该装配位置5的一侧设置有抵接板6,另一侧设有压入机构7,该压入机构7包括倾斜的导料槽71,气门导管20翻转在导料槽71中,导料槽71的端部设有弧形的定位板72,气门导管20滚落在定位板72的弧形槽内并与气缸缸盖10上的对应孔槽对齐,对应该定位板72设有架体70,架体70上设有导轨73,导轨73上设有滑座74,滑座74上设有抵接气缸75,抵接气缸75的活塞杆与定位板72相对齐,抵接气缸75的活塞杆伸出后将气门导管20低压在气缸缸盖10的孔槽端口上,在滑座74的后方设置压入凸轮76,该压入凸轮76由电机驱动,压入凸轮76转动驱使滑座74向前推送滑座74快速前移,使得气门导管20压入气缸缸盖10的孔槽中,气门导管20压入完成后可通过机械手取走或者大气缸3和小气缸4回缩直接掉落在储料箱内。
13.在滑座74上设有与压入凸轮76相对应的轴承77,在滑座74的尾端连接有回位弹簧78。通过该结构使得压入凸轮76的转动可抵接在轴承77上,减少了摩擦力,并且通过回位弹簧78使得滑座74回位。
14.在小气缸4的活塞杆端部和大气缸3的活塞杆端部分别连接有橡胶块,两橡胶块上最好设置相对应的定位凹槽,通过橡胶块可避免对气缸缸盖10造成磨损,避免压痕的产生。
15.采用上技术方案,气缸缸盖10通过传送带1输送至平台2,大气缸3的活塞杆穿过通槽21并克服小气缸4的压力驱动气缸缸盖10上升至装配位置5,气缸缸盖10端面抵接在抵接板6上,气门导管20在抵接板6的对面侧通过压入机构7压入气缸缸盖10的对应孔槽中,从而完成气门导管20自动压入缸盖上的装配加工工作,而且结构可靠稳定,大大降低人工成本,使生产效率提高。
技术特征:
1.一种高密封机车气缸缸盖装配设备,其特征在于:包括输送气缸缸盖的传送带,传送带的输出口位置连接一平台,平台的尾端设有定位挡板,该平台上设置有通槽,通槽的下方设置大气缸,通槽的上方设有小气缸,传送带将气缸缸盖输送至平台上,小气缸的活塞杆抵接在平台上的气缸缸盖上,大气缸的活塞杆穿过通槽并克服小气缸的压力驱动气缸缸盖上升至装配位置,该装配位置的一侧设置有抵接板,另一侧设有压入机构。2.根据权利要求1所述的高密封机车气缸缸盖装配设备,其特征在于:该压入机构包括倾斜的导料槽,导料槽的端部设有弧形的定位板,对应该定位板设有架体,架体上设有导轨,导轨上设有滑座,滑座上设有抵接气缸,抵接气缸的活塞杆与定位板相对齐,在滑座的后方设置压入凸轮,该压入凸轮由电机驱动。3.根据权利要求2所述的高密封机车气缸缸盖装配设备,其特征在于:在所述滑座上设有与所述压入凸轮相对应的轴承,在所述滑座的尾端连接有回位弹簧。4.根据权利要求1所述的高密封机车气缸缸盖装配设备,其特征在于:在所述小气缸的活塞杆端部和所述大气缸的活塞杆端部分别连接有橡胶块。
技术总结
本实用新型公开了一种高密封机车气缸缸盖装配设备,包括输送气缸缸盖的传送带,传送带的输出口位置连接一平台,该平台上设置有通槽,通槽的下方设置大气缸,通槽的上方设有小气缸,传送带将气缸缸盖输送至平台上,小气缸的活塞杆抵接在平台上的气缸缸盖上,大气缸的活塞杆穿过通槽并克服小气缸的压力驱动气缸缸盖上升至装配位置,该装配位置的一侧设置有抵接板,另一侧设有压入机构。从而完成气门导管自动压入缸盖上的装配加工工作,而且结构可靠稳定,大大降低人工成本,使生产效率提高。使生产效率提高。使生产效率提高。
技术研发人员:郑光明 郑力豪
受保护的技术使用者:瑞安市三山机车部件有限公司
技术研发日:2021.09.09
技术公布日:2022/2/11