1.本实用新型涉及模具领域,尤其涉及一种割料头模具。
背景技术:
2.在杯的生产过程中需要对杯体进行切割以裁去多余的部分,而这些多余的废料会堆积在模具上,而由于废料在切割时的变形,取出多余废料时需要将内刀部分卸下,而内刀通常用螺丝固定在定位杆上,因此取出废料的过程耗时耗力。
技术实现要素:
3.本实用新型针对现有技术中存在的割料头模具清洁困难的问题,提供了新的一种割料头模具。
4.为了解决上述技术问题,本实用新型通过以下技术方案实现:
5.一种割料头模具,包括顶头、定位块、内刀、模杆、底座、外刀,所述外刀与所述内刀配合,所述顶头与所述定位块配合,所述模杆与所述底座连接,还包括定位杆,所述定位杆上设置有定位杆凸台,所述定位杆上端穿过所述内刀,所述定位杆凸台上表面与所述内刀下表面相抵,所述定位块与所述定位杆上端通过螺丝固定连接且所述定位块下表面压紧所述内刀上表面,所述模杆上端设置有圆柱形的安置空间,所述定位杆下端置于所述安置空间内,所述定位杆凸台下表面与所述模杆上表面相抵。
6.内刀通过定位块和定位杆凸台被固定在定位杆上,定位杆下端置于安置空间内并与模杆活动连接,当模杆周边的废料堆积到一定程度时,由于废料因为切割时导致的变形,需通过拧开螺丝将内刀从模杆上卸下才能将废料顺利取出,而由于本实用新型的内刀固定于定位杆上,而定位杆又与模杆活动连接,因此仅需抽出定位杆就可以将内刀一并抽出从而顺利取出废料。
7.作为优选,上述所述的一种割料头模具,所述定位杆为圆柱形,所述定位杆与所述模杆为间隙配合,所述安置空间的直径大于所述定位杆的直径且差值为0.1mm,间隙d1为0.05mm。
8.间隙d1设置为0.05mm,即可以保证定位杆的稳定性,使其在割料的过程中不会产生过分的偏移,又可以模具较为顺畅地从安置空间中取出定位杆。
9.作为优选,上述所述的一种割料头模具,所述定位杆凸台以下部分的长度h1为78mm,所述安置空间的深度h2为80mm。
10.定位杆凸台以下部分的长度h1小于安置空间的深度h2,定位杆的下表面不与模杆相抵触,可以在顶头将工件压在定位杆上时减少定位杆与模杆之间产生的相互作用力,使安置空间内的气压与外界气压保持一致,保证定位杆拆装的顺畅度。
11.作为优选,上述所述的一种割料头模具,还包括止转螺丝,所述模杆上部设置有限位通孔,所述定位杆在所述定位杆凸台以下的部分设置有定位杆滑槽,所述止转螺丝穿过所述限位通孔且一端位于所述定位杆滑槽内。
12.止转螺丝的设计可以有效保证定位杆在割料过程中的稳定性,定位杆滑槽的设计既可以有效配合止转螺丝达到止转的效果,也可以保证定位杆拆装时的便捷,无需拆卸止转螺丝就可以将定位杆抽出。
13.作为优选,上述所述的一种割料头模具,所述定位杆滑槽铣宽l1为10mm,深l2为4mm。
14.定位杆滑槽铣宽l1为10mm,深l2为4mm,既可以有效配合止转螺丝达到止转的效果,也可以保证定位杆拆装时的便捷与顺畅。
15.作为优选,上述所述的一种割料头模具,所述止转螺丝与所述定位杆滑槽的间隙d2为1mm。
16.止转螺丝与所述定位杆滑槽的间隙d2为1mm,可以保证定位杆拆装时的便捷与顺畅。
17.作为优选,上述所述的一种割料头模具,所述止转螺丝为无帽头螺丝。
18.止转螺丝为无帽头螺丝使得止转螺丝与定位杆之间的间隙调节更为便捷。
19.作为优选,上述所述的一种割料头模具,还包括卡簧,所述止转螺丝通过所述卡簧固定在所述模杆上。
20.止转螺丝通过卡簧固定在模杆上可以保证止转螺丝在模具上的稳定性,可以使止转螺丝更好地达到止转的效果。
21.作为优选,上述所述的一种割料头模具,所述限位通孔位于所述模杆上部。
22.所述限位通孔位于所述模杆上部靠近内刀的位置,可以更好的在割料的过程中对定位杆进行限位,减少定位杆在割料过程中转动的幅度。
23.作为优选,上述所述的一种割料头模具,所述定位块的材质为合金铜。
24.定位块的材质为合金铜可以避免工件内部碰伤。
附图说明
25.图1为本实用新型的结构示意图一;
26.图2为本实用新型的结构示意图二;
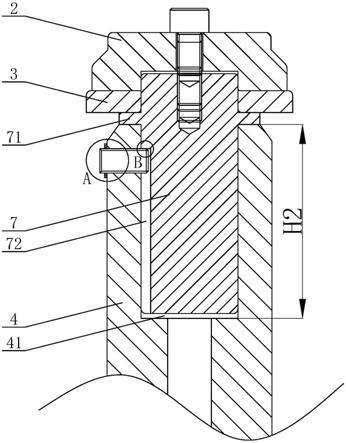
27.图3为本实用新型的局部结构示意图;
28.图4为图3中a处的局部放大图;
29.图5为图3中b处的局部放大图;
30.图6为本实用新型中定位杆的结构示意图一;
31.图7为本实用新型中定位杆的结构示意图二。
具体实施方式
32.下面结合附图1-7和具体实施方式对本实用新型作进一步详细描述,但它们不是对本实用新型的限制:
33.实施例1
34.一种割料头模具,包括顶头1、定位块2、内刀3、模杆4、底座5、外刀6,所述外刀6与所述内刀3配合,所述顶头1与所述定位块2配合,所述模杆4与所述底座5连接,还包括定位杆7,所述定位杆7上设置有定位杆凸台71,所述定位杆7上端穿过所述内刀3,所述定位杆凸
台71上表面与所述内刀3下表面相抵,所述定位块2与所述定位杆7上端通过螺丝固定连接且所述定位块2下表面压紧所述内刀3上表面,所述模杆4上端设置有圆柱形的安置空间41,所述定位杆7下端置于所述安置空间41内,所述定位杆凸台71下表面与所述模杆4上表面相抵。
35.本实用新型在使用时,先将工件置于定位块2上,控制顶头1下压将工件压紧于定位块2上,工件被压紧后控制外刀6配合内刀3进行旋转割料,多余的废料掉落并套在模杆4上,待外刀6退回后取走工件,并将定位块2与内刀3连同定位杆7一齐取出后将多余的废料取出。
36.作为优选,上述所述的一种割料头模具,所述定位杆7为圆柱形,所述定位杆7与所述模杆4为间隙配合,所述安置空间41的直径大于所述定位杆7的直径且差值为0.1mm,间隙d1为0.05mm。
37.作为优选,上述所述的一种割料头模具,所述定位杆凸台71以下部分的长度h1为78mm,所述安置空间41的深度h2为80mm。
38.作为优选,上述所述的一种割料头模具,还包括止转螺丝8,所述模杆4上部设置有限位通孔42,所述定位杆7在所述定位杆凸台71以下的部分设置有定位杆滑槽72,所述止转螺丝8穿过所述限位通孔42且一端位于所述定位杆滑槽72内。
39.作为优选,上述所述的一种割料头模具,所述定位杆滑槽72铣宽l1为10mm,深l2为4mm。
40.作为优选,上述所述的一种割料头模具,所述止转螺丝8与所述定位杆滑槽72的间隙d2为1mm。
41.作为优选,上述所述的一种割料头模具,所述止转螺丝8为无帽头螺丝。
42.作为优选,上述所述的一种割料头模具,还包括卡簧9,所述止转螺丝8通过所述卡簧9固定在所述模杆4上。
43.作为优选,上述所述的一种割料头模具,所述限位通孔42位于所述模杆4上部。
44.作为优选,上述所述的一种割料头模具,所述定位块2的材质为合金铜。
45.本实用新型在使用时,先将内刀3置于定位杆7上,将定位块2压在内刀上并用螺丝将定位块2、内刀3与定位杆7锁紧,将止转螺丝8放入限位通孔42内并使用卡簧9固定止转螺丝8,将定位杆7的定位杆滑槽72对准止转螺丝8并插入,然后将工件置于定位块2上,控制顶头1下压将工件压紧于定位块2上,工件被压紧后控制外刀6配合内刀3进行旋转割料,多余的废料掉落并套在模杆4上,待外刀6退回后取走工件,并将定位块2与内刀3连同定位杆7一齐取出后将多余的废料取出。
46.总之,以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利的范围所作的均等变化与修饰,皆应属本实用新型的涵盖范围。