1.本发明属于回转舱体类零件加工技术领域,涉及一种回转舱体类零件自定心系列化快速组装夹具。
背景技术:
2.回转舱体类零件是航天领域的重要零件类型,涉及的零件数量多、零件母线形状、尺寸变化大,由于零件在车削工序时不可避免存在加工变形和精度误差,导致端口出现椭圆变形和尺寸偏差,进入数控中心进行精加工型面其他特征之前必须先将零件的回转中心调整到与机床回转中心重合。传统的方法是先进行预安装,再通过旋转工作台打表测跳动,判断偏心方向,进行人工锤击微调,直至回转中心基本一致。这种方法不仅耗时长,严重浪费机床成本和人力成本,不利于实现自动化上下料,而且定心精度依赖于工人技术水平,装夹精度和加工质量不稳定。因此,急需开发一种快速、低成本、高精度的自定心系列化夹具。
3.市面上的自动定心夹具通常是采用同步齿轮齿条、蜗轮、反向螺纹等方式实现卡爪的同步运动,机构复杂,夹具造价高,工装准备周期长,而且夹具的行程和适用范围很窄。
技术实现要素:
4.(一)发明目的
5.本发明的目的是:提供一种回转舱体类零件自定心系列化快速组装夹具,用于实现多尺寸、多母线形状回转舱体类零件的快速自动定心找正,解决单台数控加工中心或生产线加工回转舱体零件时的快速装夹找正问题,并解决传统的自定心夹具成本高、柔性差的问题。
6.(二)技术方案
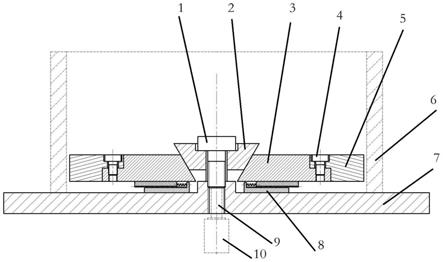
7.为了解决上述技术问题,本发明提供一种一种回转舱体类零件自定心系列化快速组装夹具,其特征在于,包括:夹具底座7、中心锥2、滑杆3、快换软爪5、可复位滑台8和升降机构,中心锥2为圆锥状结构,其外周沿径向均匀间隔布置若干个滑杆3,滑杆3与中心锥2接触的内端面为锥面,滑杆3外端安装可拆卸的快换软爪5,若干个快换软爪5的外周布置待定心工件6;滑杆3底部通过可复位滑台8安装在夹具底座7上,升降机构连接中心锥2,由升降机构控制中心锥2下移时,推动滑杆3同步向外运动,带动快换软爪5向外顶紧工件6的内壁,实现工件6回转中心与机床一致;升降机构控制中心锥2上移时,推动滑杆3在可复位滑台8作用下复位。
8.其中,所述中心锥2的上底面半径大于下底面的半径。
9.其中,所述升降机构包括中心压钉1和动力源,中心压钉1连接中心锥2,动力源驱动中心压钉1升降。
10.其中,所述中心锥2中心开安装孔,中心压钉1安装在安装孔中,中心压钉1的头部嵌入中心锥2上部的凹槽中,中心压钉1的杆部穿过中心锥2的安装孔,杆部中心开螺纹孔,动力源与杆部螺纹孔连接。
11.其中,所述动力源为电机10,电机10的输出轴9与杆部螺纹孔螺纹连接。
12.其中,所述动力源为手动操作杆,手动操作杆一端为螺纹端,与杆部螺纹孔螺纹连接,通过操作手动操作杆,带动中心压钉1升降。
13.其中,所述可复位滑台8采用直线滚柱滑台或滚珠滑台,实现推动滑杆3相对夹具底座7能够顺滑滚动,且能够在弹簧作用下自动复位。
14.其中,所述可复位滑台8包括上下滑块两部分,上下滑块利用复位弹簧连接,以拉紧滑块随时与中心锥2贴紧。
15.其中,所述推动滑杆3通过螺钉4与快换软爪5连接,推动滑杆3与快换软爪5之间设有定位台阶,保证快换软爪5重复拆装的定位精度。
16.其中,所述快换软爪5设置3-6个,快换软爪5使用前进行在机加工修形,快换软爪5外端点所构成的圆与机床回转中心一致。
17.(三)有益效果
18.上述技术方案所提供的回转舱体类零件自定心系列化快速组装夹具,具有以下有益效果:
19.(1)大大节省了回转舱体类零件装夹找正的准备时间,有利于实现生产线的自动上下料。
20.(2)通过使用该可替换软爪的组装夹具,不同尺寸、不同形状的回转舱体类零件可以实现工装统一,大大节省了系列化工装开发费用;
21.(3)该组装夹具结构简单,由标准滑台和若干滑杆、软爪构成,相比于传统的多爪自定心机构制造成本大大降低,可以实现工装的快速组装和开发准备。
22.(4)该组装夹具的定性行程小,因此同步运动精度高,通过软爪的在机修形,进一步提高了定心精度,具有高精度、低成本、快速开发的优点。
附图说明
23.图1为本实施例夹具主视图剖面图。
24.图2为本实施例夹具俯视图。
25.图3为本实施例夹具工作流程图。
26.图中,1-中心压钉,2-中心锥,3-滑杆,4-螺钉,5-快换软爪,6-工件,7-夹具底座,8-可复位滑台,9-输出轴,10-电机。
具体实施方式
27.为使本发明的目的、内容和优点更加清楚,下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。
28.本实施例提供一种回转舱体类零件自定心系列化快速组装夹具,基于可复位滑台构成同步卡爪机构,同时配备有系列化快换软爪,可以在线修整以适应回转舱体类零件的各种形状和尺寸。
29.如图1和图2所示,本实施例组装夹具包括:夹具底座7、中心锥2、滑杆3、快换软爪5、可复位滑台8和升降机构,中心锥2为圆锥状结构,其外周沿径向均匀间隔布置若干个滑杆3,滑杆3与中心锥2接触的内端面为锥面,滑杆3外端安装可拆卸的快换软爪5,若干个快
换软爪5的外周布置待定心工件6;滑杆3底部通过可复位滑台8安装在夹具底座7上,升降机构连接中心锥2,由升降机构控制中心锥2下移时,推动滑杆3同步向外运动,带动快换软爪5向外顶紧工件6的内壁,实现工件6回转中心与机床一致;升降机构控制中心锥2上移时,推动滑杆3在可复位滑台8作用下复位。
30.其中,中心锥2的上底面半径大于下底面的半径。
31.升降机构包括中心压钉1和动力源,中心压钉1连接中心锥2,动力源驱动中心压钉1升降。
32.中心锥2中心开安装孔,中心压钉1安装在安装孔中,中心压钉1的头部嵌入中心锥2上部的凹槽中,中心压钉1的杆部穿过中心锥2的安装孔,杆部中心开螺纹孔,动力源与杆部螺纹孔连接。
33.动力源为电机10,电机10的输出轴9与杆部螺纹孔螺纹连接。
34.动力源为手动操作杆,手动操作杆一端为螺纹端,与杆部螺纹孔螺纹连接,通过操作手动操作杆,带动中心压钉1升降。
35.可复位滑台8采用直线滚柱滑台或滚珠滑台,实现推动滑杆3相对夹具底座7能够顺滑滚动,且能够在弹簧作用下自动复位。
36.推动滑杆3通过螺钉4与快换软爪5连接,推动滑杆3与快换软爪5之间设计有定位台阶,以此保证其重复拆装的定位精度。快换软爪5可以根据零件尺寸设置3-6个一组,一组快换软爪5对应于一种工件,快换软爪5使用前先进行在机加工修形,保证其一组的外端点所构成的圆与机床回转中心一致。
37.如图2所示,一组推动滑杆3呈中心对称布置,通过可复位滑台8与夹具底座7连接(见图1),可复位滑台8分为上下滑块两部分,上下滑块利用复位弹簧连接,以拉紧滑块随时与中心锥2贴紧。
38.本实施例回转舱体类零件自定心系列化快速组装夹具的实施过程如图3所示:
39.第一步:组装夹具快速准备。根据零件安装平面的直径和母线形状,对快换软爪进行快速制备,操作方法是在数控机床上进行快换软爪修形,保证机床台面、工装、快换软爪端面所在的圆心重合。
40.第二步:将舱体零件放置在夹具底座7的台面上,回转中心大致接近,然后通过人力或电机驱动快换软爪同步向外顶紧工件内壁,此时零件回转中心与机床一致。
41.第三步:利用压紧工装将零件位置锁紧,至此,完成了回转舱体零件的自动定心快速装夹。
42.第四步:零件回转角度零件找正。零件回转角度的零点可以选取型面上的某一具体特征为参考,通过机床在机测量系统进行设定。
43.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。