1.本发明涉及一种用于贴标签机组的切割机构。此外,本发明涉及一种具有这种切割机构贴的标签机组。
背景技术:
2.特别是为了以所谓的卷筒进给标签给瓶子或类似容器贴标签公知了切割机构,所述卷筒进给标签分别通过从无端的标签材料中拉出和切下标签长度产生。所述切割机构例如基本上由具有在滚筒周面上的至少一个切割滚筒刀的切割滚筒和具有至少一个配合刀的刀轴构成。
3.在一个公知的实施方式中,切割滚筒和用于切割过程的刀轴围绕其彼此平行地布置的轴线同步回转地被驱动,确切地说,刀轴与切割滚筒相反方向地回转。
4.在切割过程期间,刀元件、即固定的以及旋转的刀元件的形成切割间隙的两个刃这样布置,以使得所述两个刃彼此直接对置地刚好还未接触,从而在理想情况中切割间隙的宽度实际是零。在任何情况下需要的是,切割间隙设计为确切地说在切割间隙的总长度上比幅状的标签材料的厚度小得多。
5.切割间隙的长度至少等于、然而优选地大于幅状的标签材料的宽度。在调节过程中或在切割过程中两个刀元件的刃的每次接触导致刀元件的增大的磨损或损坏。特别在非常薄的标签材料的情况中、例如在仅仅4/100mm或更小的材料厚度的情况中(例如该材料厚度此外也在薄膜标签的标签材料的情况中是通常的),对切割间隙的调节借助目前公知的技术是非常困难的并且耗时的,并且通常仅能通过高水平的专业人员来可靠地实施。
6.为了实现无瑕疵地切割并且在此特别是也防止刀相互损坏而公知的是,调节切割间隙、即在切割过程中相交的刀彼此所具有的间距。所述调节例如通过刀轴的旋转角度调节进行,也就是说通过如下方式进行,即在切割滚筒刀处于切割位置中时相应于所述切割滚筒-旋转位态的、刀轴的旋转位态这样被改变,以使得在没有损坏刀的危险的情况下实现期望的、尽可能窄的切割间隙。
7.旋转角度调节在此机械地例如通过驱动刀轴的传动装置进行,所述传动装置为此构造用于旋转角度调节并且为此具有相应的、为了旋转角度调节而能操纵的旋转角度调节组件。也公知了切割机构的另外的实施方式、例如具有固定的、即不回转的配合刀承载件、例如刀轴的切割机构,所述刀轴实施例如被控制的摆动的来回运动。
8.通过de 26 28 728a1提出至少部分地避免所述缺点的装置。所述出版物示出一种切割装置,其包括旋转的与固定的配合刀相互作用的翼刀用于实现在运动的材料幅面的边缘中、特别是在用于制造信封或坯料的纸幅面的边缘中形状切割,其中,分别相互作用的刀由如此不同的硬度的材料构成,以使得较软的刀在不损坏较硬的刀的情况下能够在较硬的刀上被切削加工,其中,相互作用的刀对的所述刀中的至少相应一个刀这样被支承,以使得在切割装置运行时能够根据其配合刀被调节。
9.此外由出版物de 10 2007 057 409a1公知了由铝构成的、固定的刀元件,其具有阳极氧化的表面。所述表面在此设置有硬质阳极层,所述硬质阳极层实现需要的表面硬度。然而特别是所述涂层仅仅几微米厚地构造,并且当基底材料由于磨蚀而被去除材料时,所述涂层在此被撕裂。由此所述刀元件仅仅能够被使用在固定的一侧上,因为标签材料在此不是持续地经过切削刃,而是仅仅在切割时间点与旋转的刀元件和待切割的标签接触。
10.虽然由此已经可以实现基本上改善使用寿命、即在两个调节过程之间的切割的数量,但是使用寿命的进一步提高期望显著的成本节省。
技术实现要素:
11.本发明的任务在于,提出一种用于贴标签机组的切割机构,所述切割机构在保持所述切割机构的有利的自动再磨锐情况下显著地提高所使用的刀的耐磨性和由此使用寿命并且从而又增加在两个调节过程之间的能实施的切割的数量。本发明的一个另外的任务在于,提出一种具有所述切割机构的贴标签机组。
12.该任务通过一种具有权利要求1的特征的切割机构以及一种具有权利要求24的特征的贴标签机组来解决。从属权利要求在此涉及本发明的特别优选的实施变体。
13.本发明的主要的方面在于一种用于贴标签机的贴标签机组的切割机构,其包括能围绕滚筒轴线回转地被驱动的切割滚筒,所述切割滚筒具有设置在滚筒圆周上的至少一个第一刀元件,所述第一刀元件具有至少一个第一刃,所述第一刃为了切割标签而与设置在切换和调节装置上的第二刀元件的至少一个第二刃在形成切割间隙的情况下相互作用。在此,第二刀元件至少在其第二刃的区域中具有第二硬度,所述第二硬度设计为大于至少在第一刀元件的第一刃的区域中的第一硬度。此外,第一刀元件的第一刃能够通过在具有第二较大的硬度的第二刀元件的第二刃处的材料去除而产生。本发明的特征特别是在于,第一刀元件至少在的区域中其第一刃由冷加工钢组的钢构成,并且第二刀元件至少在其第二刃的区域中由硬质合金构成。两个刀元件的相应的刃上的所述特定的材料对证明为有利的,因为由此固定的刀元件的材料虽然被去除材料然而另一方面经受住待切割的标签带的磨损特性。由此可以在保持切割机构的有利的自动再磨锐的情况下相对于现有技术显著地提高所使用的刀元件的耐磨性和由此使用寿命并且从而由此又增加在两个调节过程之间能实施的切割的数量。
14.根据一个有利的实施变体可以在此设置,第一刀元件由冷加工钢组的钢的实心材料构成、特别是制成,和/或第二刀元件由硬质合金的实心材料构成、特别是制成。
15.根据一个另外的有利的实施变体可以在此设置,第二刀元件至少在其第二刃的区域中由硬化的钢或工具钢或陶瓷制成。
16.根据一个另外的有利的实施变体可以在此设置,来自冷加工钢组的钢是非合金的或合金的冷加工钢。
17.根据一个另外的有利的实施变体可以在此设置,来自冷加工钢组的钢具有根据洛氏硬度55hrc至59hrc的第一硬度。
18.根据一个另外的有利的实施变体可以在此设置,来自冷加工钢组的钢设计为具有材料编号1.2550的冷加工钢、或具有材料编号1.2379的冷加工钢、或具有材料编号1.4034的冷加工钢。
19.根据一个另外的有利的实施变体可以在此设置,来自冷加工钢组的钢设计为具有c 0.5%、si 1%、mn 0.5%、cr 8%、mo 1.5%和v 0.5%的化学成分的冷加工钢vanadis 10或viking。
20.根据一个另外的有利的实施变体可以在此设置,第二刀元件至少在其第二刃的区域中由硬质合金制成,该硬质合金设计为金属基复合材料。
21.根据一个另外的有利的实施变体可以在此设置,第二刀元件由硬质合金制成,该硬质合金设计为碳化钨-钴-硬质合金级(wc-co)和/或用于钢加工的硬质合金级(wc-(ti,ta,nb)c-co)和/或金属陶瓷-硬质合金级。
22.根据一个另外的有利的实施变体可以在此设置,第二刀元件的硬质合金具有根据维氏硬度1150(hv30)的第二硬度和/或根据palmqvist15.5mn/mm的断裂韧性。
23.根据一个另外的有利的实施变体可以在此设置,设置一种用于贴标签机的贴标签机组的切割机构,其包括能围绕滚筒轴线回转地被驱动的切割滚筒,所述第一刀元件具有设置在滚筒圆周上的至少一个第一刀。在此,第一刀为了切割标签能够被引导经过设置在切换和调节装置上的配合刀。此外,配合刀能够通过构造在切换和调节装置上的第一关节区段在切割位置和等待位置之间这样受控地摆动,以使得配合刀在切割位置中与旋转的第一刀作用配合并且在等待位置中脱离作用配合。因此,通过构造在切换和调节装置上的第二关节区段能够与第一关节区段的被控制的摆动运动无关地调节在切割位置中在第一刀和配合刀之间形成的刀间隙。特别有利地,由此不仅可以使配合刀与第一刀脱离作用配合,而且可以调节刀间隙。通过为此在切换和调节装置上构造两个关节区域,能够彼此独立地调节所述两个功能。
24.根据一个有利的实施变体可以在此设置,切换和调节装置构造用于使第一关节区段在切割位置和等待位置之间这样受控地摆动,以使得在贴标签机组的瓶子流中的各个空隙处至少对于转子上空的、未被占据的容器处理位置不切割标签。
25.根据一个另外的有利的实施变体可以在此设置,切换和调节装置具有u形轮廓状的固体关节,第一关节区段和第二关节区段构造在所述固体关节上。
26.根据再一个另外的有利的实施变体可以在此设置,固体关节具有第一侧边区段、平行于第一边区段基本上定向的第二侧边区段以及将两个侧边区段在自由端部上连接的底边区段。
27.根据再一个另外的有利的实施变体可以在此设置,第一关节区段在固体关节上构造在第一侧边区段和底边区段之间的过渡区域中,并且第二关节区段构造在第二侧边区段和底边区段之间的过渡区域中,并且固体关节至少在其相应的关节区段中能弹性变形地构造。
28.根据再一个另外的有利的实施变体可以在此设置,固体关节一体地、特别是一件式地构造。
29.根据再一个另外的有利的实施变体可以在此设置,切换和调节装置通过固定在第一侧边区段上的保持装置而位置不动地固定在切割机构的壳体上。
30.根据再一个另外的有利的实施变体可以在此设置,切换和调节装置具有基本上l形延伸的切换杆元件,所述切换杆元件为了开始在切割位置和等待位置之间到配合刀上的摆动运动而以第一侧连接在底边区段上并且以第二侧直接地或间接地与切换装置这样相
互作用,以使得切换杆元件能够在开始进行调节运动时通过切换装置围绕第一关节区域受控地摆动。
31.根据再一个另外的有利的实施变体可以在此设置,切换杆元件在其第二侧的自由端部区段的区域中具有机械止挡,借助于所述机械止挡能够调节切换杆元件在等待位置和切割位置之间的偏转。
32.根据再一个另外的有利的实施变体可以在此设置,切换和调节装置在其固定关节的第二侧边区段具有刀保持装置,配合刀这样保持在所述刀保持装置上,以使得配合刀构造为在围绕第一关节区域受控地摆动运动时能够直接地与切换元件杆的偏转成比例地一起摆动。
33.根据再一个另外的有利的实施变体可以在此设置,设置在第二侧边区段上的刀保持装置相对于切换杆元件的相对定位能够锁定板位置不动地固定。
34.根据再一个另外的有利的实施变体可以在此设置,刀保持装置连同保持在其上的配合刀一起构造为能够为了借助于设置在刀保持装置上的调节装置调节刀间隙而围绕第二关节区段相对于切换杆元件摆动。
35.根据再一个另外的有利的实施变体可以在此设置,调节装置具有带有差速螺纹的丝杠,其中,丝杠沿着其杆设置至少一个第一螺纹区域和第二螺纹区域,这两个螺纹区域在彼此不同地设计的螺距下具有相同的螺纹方向,其中,丝杠的第一螺纹区域被接收在刀保持装置的配合螺纹中,并且第二螺纹区域被接收在切换杆元件的配合螺纹中。
36.表述“基本上”或“大约”在本发明的意义中是指与相应的准确值的+/-10%、优选地+/-5%的偏差和/或呈对于所述功能无关紧要的改变形式的偏差。
37.本发明的进一步方案、优点和应用可能性也由实施例的下述说明和附图得出。在此,所有描述的和/或绘图示出的特征与其在权利要求或者所述权利要求的回引关系中的组合无关地单独地或者以任意的组合原则上是本发明的主题。权利要求的内容也是说明书的组成部分。
38.虽然一些方面结合装置描述,可理解的是,所述方面也是相应的方法的描述,从而装置的组件或构件也可以理解为相应的方法步骤或方法步骤的特征。与此类似地,结合或作为方法步骤描述的方面也是相应装置的相应的组件或细节或特征的描述。一些或所有方法步骤可以通过硬件装置(或者通过使用硬件装置)例如微处理器、可编程的计算机或电子电路实施。在一些实施例中,最重要的方法步骤中的一些或多个方法步骤可以通过所述装置被实施。
附图说明
39.下面借助实施例的附图具体阐述本发明。附图中:
40.图1以示意图和以俯视图示出用于给容器贴标签的贴标签机的贴标签机组,
41.图2以示意性的俯视图示出根据本发明的切割机构的一个示例性的实施变体,
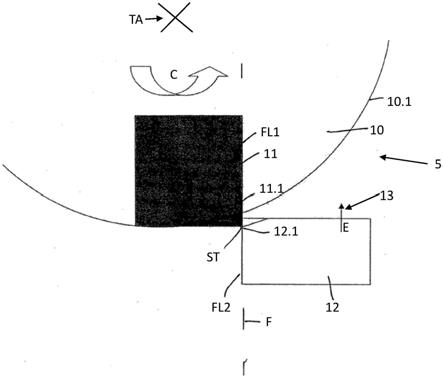
42.图3以放大图示出切割机构的在图2中以x标出的区域,
43.图4示出以图3示出的放大的区段的示意图,
44.图5以示意性的俯视图示出根据本发明的切割机构的一个示例性的实施变体,
45.图6以示意性的侧视图示出切割机构的切换和调节装置的一个示例性的实施变
体,
46.图7以示意性的俯视图示出根据图6的切换和调节装置,和
47.图8以示意性的立体图示出根据图6的切换和调节装置。
48.在附图中对于本发明的相同的或相同作用的元件使用相同的附图标记。此外,为了简明在单个附图仅仅示出用于描述相应附图所需的附图标记。本发明也在附图中仅仅示出为用于阐述工作方式的示意图。特别是附图中的视图仅仅用于阐述本发明的基本原理。出于简明的原因取消了示出装置的所有组成部分。
具体实施方式
49.在图1中是用于以所谓的卷筒进给标签3给瓶子或类似容器2贴标签的贴标签机的贴标签机组,所述卷筒进给标签从无端的、带状的标签材料3.1的储存卷筒4被拉出并且在贴标签机组1的切割机构5中以相应的、用于标签3所需的长度从标签材料3.1被切下。如此获得的标签3通过贴标签和转移滚筒6被转移到容器2上并且被施加到容器2上,所述容器在贴标签机的围绕竖直的机械轴线回转的转子7上运动经过贴标签机组1。转子7的旋转方向和转移滚筒6的旋转方向以箭头a或b给出。
50.标签材料3从储备卷筒4借助于输送辊8和9与转子7的旋转运动同步地被拉出并且被输送到切割机构5。切割机构5特别是包括切割滚筒10,所述切割滚筒在贴标签时围绕所述切割滚筒的竖直的滚筒轴线ta回转地被驱动,确切地说,与转移滚筒6反向地(箭头c)被驱动。所述切割滚筒10在此原则上在其结构和功能中对于本领域技术人员是公知的。因此取消具体的描述。在此仅仅示例性地参考在出版物de 20 2005 002 793u1中示出的和描述的切割滚筒。
51.在圆柱状的滚筒周缘、特别是滚筒周面10.1上,切割滚筒10在优选地对置的侧上分别具有第一刀元件11,所述第一刀元件分别以其第一刃11.1基本上平行于切割滚筒10的滚筒轴线ta定向并且与具有第二刃12.1的至少一个第二刀元件12在形成切割间隙st的情况下这样相互作用,从而在切割滚筒10回转时通过第一刀元件11的第一刃11.1与第二刀元件12的第二刃12.1相互作用而将构成标签3的长度从标签材料3.1切开并且然后暂时在切割滚筒10的周面10.1上例如通过真空保持地被转移到转移滚筒6上。
52.换句话说,切割机构5切割标签3,其方式是,切割滚筒10的旋转的和设置在滚筒圆周10.1上的第一刀元件11被引导经过设置在切换和调节装置13上且用作配合刀的第二刀元件12并且由此进行切割。
53.更具体地,在图4中示出的实施方式中第一刃11.1构造在沿着切割滚筒10的旋转方向c赶在前面的平坦的、第一刀元件11的第一侧面或所述第一刀元件11的远离超过滚筒周面10.1的部分区域的第一侧面11.2上,确切地说以下述方式实现,即第一刃11.1在回转地驱动切割滚筒10时在与竖直的滚筒轴线ta同心地围绕的圆柱状的轨道上运动。优选地,第一刃11.1此外也平行于滚筒轴线ta定向。
54.给第一旋转的刀元件11或者其第一刃11.1配置用作配合刀的、具有第二刃12.1的第二刀元件12。第二刀元件12不随着切割滚筒10回转地、即相对于切割滚筒10位置固定地设置在切割机构5上,确切地说,在切换和调节装置13上以下述方式进行,即第二刀元件12或者其第二刃12.1能够相对于回转的切割滚筒10径向地或大致径向地进给到切割滚筒上
(箭头e)。为了调节,第二刀元件12或者其第二刃12.2例如能够这样被调整,以使得当所述第一刃直接处于第二刃12.2处时,第二刀元件12或者其第二刃直接在装入到切割机构5中之后已经存在的刃至少大致平行于第一刃11.1定向。
55.在一个有利的实施变体中,第一刃和第二刃11.1,12.1在其沿着滚筒轴线ta相应的纵向延伸中彼此交叠地、即不平行地设置。特别是第一刃和第二刃11.1,12.1设置为在其相应的纵向延伸上彼此这样交叠0.2mm至0.7mm、优选地大约0.5mm,以使得能够产生这两个刃11.1,12.1之间的点状的接触。
56.在此,在第一刃11.1和第二刃12.1之间形成切割间隙st,确切地说,在每个切割过程中,即当在切割滚筒10回转中抗扭转地与所述切割滚筒一起旋转的第一刀元件11运动经过位置固定地设置的第二刀元件12时,则第一刃和第二刃11和12确切地说优选地在滚筒轴线ta的方向上延伸的切割间隙st的总长度上总会刚好接触、然而或者刚好还未接触。
57.切割间隙st的长度在此至少等于、然而优选地大于带状的或幅状的标签材料3.1的宽度。在此,带状的或幅状的标签材料3.1通过切割间隙st朝向转移滚筒6的方向运动并且例如至少在切割间隙st的区域中在平行于滚筒轴线ta的平面e中定向。
58.为了对切割间隙st调节和/或定向在此设置,第二刀元件12至少在其第二刃12.1的区域中具有第二硬度ht2,所述第二硬度设计为大于至少在第一刀元件11的第一刃11.1的区域中的第一硬度ht1。也就是说,固定的第二刀元件12至少在其第二刃12.1的区域中与旋转的第一刀元件11在其第一刃11.1的区域中相比更硬地构造。由此,第一刀元件11的第一刃11.1能够通过在具有较大的第二硬度ht2的第二刀元件12的第二刃12.1处的材料去除而产生。
59.根据本发明,第一刀元件11至少在其第一刃11.1的区域中由冷加工钢组的钢构成,并且第二刀元件12至少在其第二刃12.1的区域中由硬质合金构成。
60.为了通过材料去除实现需要的切割间隙st,第二刀元件12即至少在其构成第二刃12.1的刃区域以比第一硬度ht1大的第二硬度ht2制造,其方式是,所述第二刃由硬质合金、例如硬化的钢、工具钢、或陶瓷制成,而第一刀元件11由比第二刀元件12的刃区域软的材料、即来自冷加工钢组的钢制成。
61.有利地,第一刀元件11可以在此由冷加工钢组的钢的实心材料构成、特别是制成,和/或第二刀元件12由硬质合金的实心材料构成、特别是制成。
62.来自冷加工钢组的钢可以是非合金的或合金的冷加工钢。
63.来自冷加工钢组的钢有利地具有根据洛氏硬度55hrc至59hrc的第一硬度ht1。在申请人处费时费力的试验中证明,在大于59hrc的第一硬度ht1的情况中不再充分地去除材料以再磨锐所述刃。此外证明,在小于55hrc的第一硬度ht1的情况中,虽然可以好地再磨锐两个刀元件11,12,但是由于标签材料的磨蚀的表面而过度地增大磨损。
64.来自冷加工钢组的钢特别是设计为冷加工钢具有材料编号1.2550(也在标准名称60wcrv7下已知)、或冷加工钢具有材料编号1.2379(也在标准名称x 153crmov 12下已知)、冷加工钢具有材料编号1.4034(也在标准名称x46cr13下已知)构造。来自冷加工钢组的钢也可以设计为具有c0.5%、si 1%、mn 0.5%、cr 8%、mo 1.5%和v 0.5%的化学成分的冷加工钢vanadis 10或viking。
65.用于第二刀元件12的硬质合金在此理解为金属材料,所述金属材料设计为金属基
复合材料,在所述金属基复合材料中,作为小的颗粒存在的硬质材料通过由金属构成的基体被保持在一起。由此硬质合金具有大的韧性。
66.第二刀元件12的硬质合金可以设计为碳化钨-钴-硬质合金(wc-co)和/或硬质合金用于钢加工(wc-(ti,ta,nb)c-co)和/或金属陶瓷-硬质合金。
67.与传统的切割材料、例如高速切削钢相比,硬质合金具有低的断裂韧性和温度突变稳定性。然而与此相对地实现显著的优点、例如较高的硬度和耐温性。高的硬度首先导致高磨蚀的耐磨性。这单独地实现较高的切割速度。所述较高的切割速度也可以被实现,因为硬质合金具有最大1100℃的耐温性。
68.有利地,硬质合金在此具有根据维氏硬度1150(hv30)的第二硬度ht2和/或根据palmqvist 15.5mn/mm的断裂韧性。由此,硬质合金具有足够的韧性,由此在两个刀元件11,12彼此接触时的强烈的应力下没有材料从刃断裂。
69.在切割装置的第一运行中例如也在更换切割装置1的功能元件、例如刀元件11和12之一之后,首先以下述方式进行该刀元件的粗调节和在此特别是也第二刀元件12的粗调节,即第二刀元件12至少几乎平行于第一刀元件11或者其第一刃11.1定向。所述调节可以借助于切换和调节装置13进行。然后在切割滚筒10回转时进行第二刀元件12的进给,从而借助第二刃12.1通过在第一刀元件11上进行材料去除而构成第一刃11.1。当通过材料去除产生的第一刃11.1在切割间隙st的总长度上延伸,则第二刀元件12相对于回转的切割滚筒10的进给借助于切换和调节装置13被结束,并且切割间隙st在其总长度上这样实施,以使得第二刃12.1和通过材料去除构成的第一刃11.1在第一刀元件11每次运动经过刀元件12时在切割间隙st的总长度上刚好接触,或刚好不再接触。根据标签材料3.1的切割试样监测或确定刃11.1的按规定的构型,并且当通过由第二刃12产生的材料去除完成构成第一刃11.1时,或者当用于关于总标签宽度切开标签的切割过程无误地和均匀地进行时,则结束第二刀元件12的进给。
70.在切割装置运行期间借助于切换和调节装置13手动地微小地再调节或进给例如第二刀元件12,以便再磨锐第一刃11.1。
71.在此可以也设置,借助于切换和调节装置13时间控制地和/或根据实施的切割的数量、即分别根据切割过程的预给定的数量将第二刀元件12朝向第一刃11的方向自动地微小地再调整或进给,以便再磨锐其切削刃、即消除第二刃12的由磨损决定的用坏。
72.为了构成第一刃11.1,第二刀元件12具有在平面f中的平坦的第二面fl2,在第一刀元件11运动经过第二刀元件12时也在所述平面中布置第一刃11.1和/或第一刀元件11的第一刃的平坦的第一侧面fl1,并且所述平面在运动经过第二刀元件12时横向于第一刃11.1的运动方向延伸,也就是说,平面f大致相对于机械轴线fa径向地延伸。
73.此外存在下述可能性,第一刀元件和/或第二刀元件11,12至少在表面上的部分区域中被处理和/或涂覆,以便产生所述第一刀元件和第二刀元件的相应的第一和/或第二硬度ht1,ht2。
74.为了调节切割间隙st可以在此设置,第二刀元件12能够为此通过构造在切换和调节装置13上的第一关节区段ga1在切割位置sp和等待位置wp之间这样受控地摆动,所述第二刀元件在切割位置sp中与旋转的第一刀元件11作用配合、即切割标签3,而第二刀元件12在等待位置wp中与刀元件11脱离作用配合、即不切割标签3。
75.此外,通过构造在切换和调节装置13上的第二关节区段ga2能够与第一关节区段ga1的被控制的摆动运动无关地调节在切割位置sp中在第一刀元件11和第二刀元件12之间形成的切割间隙st。
76.切换和调节装置13在此可以构造用于使第一关节区段ga1在切割位置sp和等待位置wp之间这样受控地摆动,以使得在贴标签机组1的瓶子流中的各个空隙处至少对于转子7上空的、未被占据的容器处理位置不切割标签3,也就是说,第二刀元件12短暂地与设置在切割滚筒上的第一刀元件11脱离配合。
77.更具体地,切割机构5具有壳体21,所有的构件和组件被布置或接收在所述壳体上。特别是切换和调节装置13通过板状的保持装置15也布置在壳体21上,优选地与壳体21能松开地螺接。切换和调节装置13的所有下面还具体描述的构件和组件又保持在板状的保持装置15上。
78.在此在板状的保持装置15上设置切换装置19用于在第二刀元件12的切割位置sp和等待位置wp之间使第一关节区段ga1受控地能摆动地运动。切换装置19优选地构造为气动缸装置,所述气动缸装置可以产生以双箭头d示出的双侧的调节运动。
79.在与切换装置19对置的一侧在保持装置15上设置基本上u形轮廓状的固体关节14,第一关节区段和第二关节区段ga1,ga2构造在所述固体关节上。更具体地,u形轮廓状的固体关节14在此具有第一侧边区段14.1,固体关节14以所述第一侧边区段布置在保持装置15上,然而特别是固定地能松开地与所述保持装置连接、例如螺接。此外设置基本上平行于第一侧边区段14.1定向的第二侧边区段14.2,其中,两个侧边区段14.1,14.2通过优选地垂直于两个侧边区段14.1,14.2延伸的第三底边区段14.3彼此连接。
80.更具体地,第一关节区段ga1在此在固体关节14上构造在第一侧边区段14.1和底边区段14.3之间的过渡区域中,并且第二关节区段ga2构造在第二侧边区段14.2和底边区段14.3之间的过渡区域中。特别是固体关节14至少在其相应的关节区段ga1,ga2中能弹性变形地构造。
81.优选地,固体关节14以其第一侧边区段和第二侧边区段14.1,14.2以及将侧边区段14.1,14.2连接的底边区段14.3一件式地、特别是一体地构造并且由金属材料制成。
82.切换和调节装置13在底边区段14.3上为了开始在切割位置sp和等待位置wp之间到第二刀元件12上的摆动运动具有基本上在俯视图中l形延伸的切换杆元件16。切换杆元件16以其构造在较短的臂上的第一侧16.1固定地、然而能松开地布置在底边区段14.3上、特别是与该底边区段连接并且以其构造在较长的边上的第二侧16.2通过接收部23与切换装置19这样相互作用,以使得切换杆元件16能够在开始进行调节运动时通过切换装置19围绕第一关节区段ga1摆动。双侧的摆动运动以双箭头e示出。
83.此外,切换杆元件16在其第二侧16.2的自由端部区段的区域中具有机械止挡20,借助于所述机械止挡能够调节切换杆元件16在等待位置wp和切割位置sp之间的偏转、即摆动运动的行程。止挡20可以例如通过旋入保持装置15中的丝杠20.1构成,在所述丝杠上在切换杆元件16的对置的侧上分别设置例如呈螺母形式的止挡元件20.2,20.3。
84.在此,设置在丝杠20.1的背离保持装置15的一侧上的止挡元件20.2构成用于切换杆元件16的最大可能的偏转的机械末端止挡,在所述最大可能的偏转中第二刀元件12处于其切割位置sp中、即与第一刀元件11作用配合以切割标签3,而设置在丝杠20.1的朝向保持
装置15的一侧上的止挡元件20.3构成用于等待位置wp的机械末端止挡,在所述等待位置中第二刀元件12与第一刀元件11脱离作用配合。通过沿着丝杠20.1的纵向轴线转动相应的止挡元件20.2,20.3可以无级地调节相应的末端止挡。
85.此外,切换和调节装置13在其第二侧边区段14.2具有刀保持装置17,第二刀元件12能更换地保持在所述刀保持装置上,确切地说,优选地平行于滚筒轴线ta延伸。然而特别是刀保持装置17连同保持在其上的第二刀元件12在通过固体关节14在切割位置sp和等待位置wp之间围绕第一关节轴线ga1受控地摆动运动时直接与切换杆元件16的偏转成比例地一起摆动。
86.优选地,刀保持装置17能松开地、然而固定地布置在第二侧边区段14.2上、优选地与第二侧边区段14.2螺接,确切地说能松开地、然而固定地布置在第二侧边区段14.2的与切换杆元件16对置的外侧上。
87.为此,设置在第二侧边区段14.2上的刀保持装置17相对于切换杆元件16的相对定位能够通过锁定板22位置不动地固定。锁定板22例如可以为此借助于螺栓25不仅与切换杆元件16而且与刀保持装置17螺接。
88.此外,通过构造在切换和调节装置13上的第二关节区段ga2能够与第一关节区段ga1的被控制的摆动运动无关地调节在切割位置sp中在第一刀元件11和第二刀元件12之间形成的切割间隙st。
89.更具体地,刀保持装置17连同保持在其上的第二刀元件12一起为此可以构造为能够为了借助于设置在刀保持装置17上的调节装置18调节刀间隙而围绕第二关节区段ga2相对于切换杆元件16摆动。借助于调节装置18使刀保持装置17围绕构造在第二侧边区段14.2和底边区段14.3之间的第二关节区域ga2的摆动由此与第一关节区段ga1的被控制的摆动运动无关地进行。
90.调节装置18可以为此承受沿着围绕第二关节区段ga2形成的摆动运动的两个方向的力。更具体地,调节装置18可以因此具有带有差速螺纹的丝杠18.1。丝杠18.1在此沿着其杆具有两个螺纹区域、即第一螺纹区域w1和第二螺纹区域w2,所述两个螺纹区域包括相同的螺纹方向、然而具有彼此不同地设计的螺距。在此,丝杠18.1的第一螺纹区域w1被接收在刀保持装置17的配合螺纹17.1中,并且第二螺纹区域w2被接收在切换杆元件16的配合螺纹16.3中。
91.第一螺纹区域w1可以例如具有比丝杠18.1的第二螺纹区域w2大的螺距。在拧紧丝杠18.1时,丝杠18.1的具有较大的螺距的螺纹区域w1在刀保持装置17的配合螺纹17.1中被导出。然而具有较小的斜率的螺纹区域w2同时运动入切换杆元件16的配合螺纹16.3中。因为在丝杠18.1旋入具有较小的斜率w2的螺纹区域中时保留更短的路径,所以丝杠18.1的两个螺纹区域w1,w2相对彼此、即特别是朝向彼此预加载。
92.借助于调节装置18对刀间隙的调节例如在拧开锁定板22的情况下进行,所述锁定板在调节刀间隙之后又为了在刀保持装置17位置固定在切换杆元件16而被拧紧。
93.上面以实施例描述了本发明。可理解的是,在由此不脱离本发明所提出的发明构思的情况下能实现多个改变方案或变体。权利要求是本发明的组成部分。
94.附图标记列表
95.1 贴标签机组
96.2 容器
97.3 标签
98.3.1 标签材料
99.4 储备卷筒
100.5 切割机构
101.6 转移滚筒
102.7 转子
103.8 输送辊
104.9 输送辊
105.10 切割滚筒
106.10.1 滚筒周面
107.11 第一刀元件
108.11.1 第一刃
109.12 第二刀元件
110.12.1 第二刃
111.13 切换和调节装置
112.14 固体关节
113.14.1 第一侧边区段
114.14.2 第二侧边区段
115.14.3 底边区段
116.15 保持装置
117.16 切换杆元件
118.16.1 第一侧
119.16.2 第二侧
120.16.3 配合螺纹
121.17 刀保持装置
122.17.1 配合螺纹
123.18 调节装置
124.18.1 丝杠
125.19 切换装置
126.20 止挡
127.20.1 丝杠
128.20.2 止挡元件
129.20.3 止挡元件
130.21 壳体
131.22 锁定板
132.23 接收部
133.25 螺栓
134.a 旋转方向转子
135.b 旋转方向转移滚筒
136.c 旋转方向切割滚筒
137.d 调节运动切换装置
138.e 围绕第一关节区段的摆动运动
139.fl1 第一面
140.fl2 第二面
141.f 平面
142.ga1 第一关节区段
143.ga2 第二关节区段
144.sp 切割位置
145.st 切割间隙
146.wp 等待位置
147.w1 第一螺纹区域
148.w2 第二螺纹区域
149.ta 滚筒轴线。