1.本发明属于航空修理技术领域,涉及一种飞机空速管分解装置。
背景技术:
2.飞机大修时,空速管需要分解修理。一是检查空速管内部线路以及壳体上的静压孔、动压孔和漏水孔是否有堵塞,二是空速管前后壳体,以及固定螺钉表面需要重新镀层。空速管是一个较长的杆件,直径比较细,并且前端外壳表面非常光滑。空速管随飞机在不同环境下受空气温度、湿度以及压力的影响,装配部分产生锈蚀,分解难度增加。有鉴于此,本发明提供一种空速管分解装置,实现空速管分解工作,且性能稳定、使用可靠、拆装方便,使用过程中不会对空速管造成损伤。
技术实现要素:
3.为了解决上述问题,本发明提供了一种飞机空速管分解装置,采用锥形套和夹紧套分别夹紧空速管前后外壳,并且锥形套和夹紧套采用黄铜材料避免夹紧时空速管表面划伤,有效解决空速管分解时夹紧的问题。
4.本发明的技术方案为:
5.一种空速管分解装置,包括顶杆总成1、拉杆座、支杆座、支杆4、拉杆5、锥形套6、夹紧套9和夹紧螺母10。
6.所述顶杆总成1包括转杆和螺纹杆;其中,螺纹杆一端通过角接触球轴承13安装在支杆座a3中心处,另一端穿过拉杆座a2中心的螺纹孔后与转杆连接。
7.所述锥形套6上加工有对称的径向孔,并切割成上下两半。锥形套6安装在拉杆座b7中间的锥形孔中,拉杆座b7中间部位线切割成上下两部分,通过全螺纹六角螺栓11将两部分连接固定,通过十字槽沉头螺钉14将锥形套6与拉杆座b7连接。
8.所述夹紧套9的外形为锥形,中心加工有光孔,夹紧套9两端分别线切割有开口,受压时会收缩。夹紧套9安装在支杆座b8中心的锥形孔中,夹紧螺母10通过螺纹连接在支杆座b8锥形孔上、位于夹紧套9外侧。
9.两支杆4分别穿入拉杆座b7两端的支杆孔中,支杆4两端通过螺母分别安装支杆座a3和支杆座b8。两拉杆5分别穿入支杆座a3的拉杆孔中、位于两支杆4内侧,拉杆5两端通过螺母分别安装拉杆座a2和拉杆座b7。
10.进一步的,所述锥形套6和夹紧套9均采用黄铜材料。
11.进一步的,所述夹紧螺母10加工有螺纹和六方,螺纹端中间加工有锥形孔。
12.进一步的,支杆座a3中心处通过a型孔用挡圈12固定角接触球轴承13。
13.工作时拆卸两个全螺纹六角螺栓11和夹紧螺母10,安装空速管(空速管固定螺钉已经分解完毕),然后安装两个全螺纹六角螺栓11和夹紧螺母10,使用锥形套6和夹紧套9夹紧空速管。顺时针旋转顶杆总成1带动两个拉杆座向左移动,达到分解空速管的目的。
14.本发明的有益效果:本发明通过安装轴承,减小转动顶杆总成的摩擦力;锥形套和
夹紧套采用黄铜材料直接夹紧,避免划伤空速管的同时免去垫铜皮的麻烦。本发明实现了空速管分解工作,且性能稳定、使用可靠、拆装方便,使用过程中不会对空速管造成损伤。
附图说明
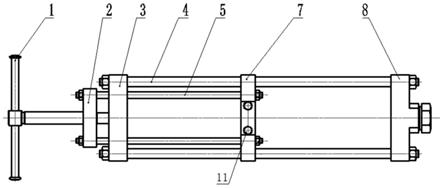
15.图1为空速管分解装置的主视图。
16.图2为空速管分解装置的俯视图。
17.图3为拉杆座a示意图,其中(a)为主视图,(b)为剖视图。
18.图4为支杆座a示意图,其中(a)为主视图,(b)为剖视图。
19.图5为拉杆座b示意图,其中(a)为主视图,(b)为俯视图。
20.图6为锥形套示意图。
21.图7为支杆座b示意图,其中(a)为主视图,(b)为剖视图。
22.图8为夹紧套示意图,其中(a)为主视图,(b)为侧视图,(c)为a-a向剖视图。
23.图中:1-顶杆总成;2-拉杆座a;3-支杆座a;4-支杆;5-拉杆;6-锥形套;7-拉杆座b;8-支杆座b;9-夹紧套;10-夹紧螺母;11-全螺纹六角螺栓;12-a型孔用挡圈;13-角接触球轴承;14-十字槽沉头螺钉。
具体实施方式
24.以下结合实施例和附图进一步解释本发明的具体实施方式,但不用于限定本发明。
25.一种空速管分解装置,包括顶杆总成1、拉杆座、支杆座、支杆4、拉杆5、锥形套6、夹紧套9和夹紧螺母10。
26.所述顶杆总成1包括转杆和螺纹杆;其中,螺纹杆一端通过角接触球轴承13安装在支杆座a3中心处,另一端穿过拉杆座a2中心的螺纹孔后与转杆连接。
27.所述锥形套6上加工有对称的径向孔,并切割成上下两半。锥形套6安装在拉杆座b7中间的锥形孔中,拉杆座b7中间部位线切割成上下两部分,上部分中间加工有螺纹孔、两侧加工有光孔,下部分中间和两侧对应的加工有螺纹孔,通过全螺纹六角螺栓11将拉杆座b7上下两部分连接固定,通过十字槽沉头螺钉14将锥形套6上的径向孔与拉杆座b7上下两部分中间的螺纹孔连接。
28.所述夹紧套9的外形为锥形,中心加工有光孔,夹紧套9两端分别线切割有开口,受压时会收缩。夹紧套9安装在支杆座b8中心的锥形孔中,夹紧螺母10通过螺纹连接在支杆座b8锥形孔上、位于夹紧套9外侧。
29.两支杆4分别穿入拉杆座b7两端的支杆孔中,支杆4两端通过螺母分别安装支杆座a3和支杆座b8。两拉杆5分别穿入支杆座a3的拉杆孔中、位于两支杆4内侧,拉杆5两端通过螺母分别安装拉杆座a2和拉杆座b7。
30.装配时,在拉杆座b7内安装锥形套6,并用螺钉固定。两个支杆4上穿入拉杆座b7中,然后在支杆4两端分别安装支杆座a3和支杆座b8并用螺母固定。两个拉杆5穿入支杆座a3中,拉杆5两端分别安装拉杆座a2和拉杆座b7并用螺母固定。在拉杆座a2上安装顶杆总成1;在支杆座b8内安装夹紧套9,然后安装夹紧螺母10,整个装置装配完成。旋转顶杆总成带动两个拉杆座向左移动,达到分解空速管的目的。
技术特征:
1.一种空速管分解装置,其特征在于,该装置包括顶杆总成(1)、拉杆座、支杆座、支杆(4)、拉杆(5)、锥形套(6)、夹紧套(9)和夹紧螺母(10);所述顶杆总成(1)包括转杆和螺纹杆;其中,螺纹杆一端通过角接触球轴承(13)安装在支杆座a(3)中心处,另一端穿过拉杆座a(2)中心的螺纹孔后与转杆连接;所述锥形套(6)上加工有对称的径向孔,并切割成上下两半;锥形套(6)安装在拉杆座b(7)中间的锥形孔中并通过螺钉连接固定;所述夹紧套(9)的外形为锥形,中心加工有光孔,夹紧套(9)两端分别线切割有开口,受压时收缩;夹紧套(9)安装在支杆座b(8)中心的锥形孔中,夹紧螺母(10)通过螺纹连接在支杆座b(8)锥形孔上、位于夹紧套(9)外侧;两支杆(4)分别穿入拉杆座b(7)两端的支杆孔中,支杆(4)两端分别安装支杆座a(3)和支杆座b(8);两拉杆(5)分别穿入支杆座a(3)的拉杆孔中、位于两支杆(4)内侧,拉杆(5)两端分别安装拉杆座a(2)和拉杆座b(7)。2.根据权利要求1所述的一种空速管分解装置,其特征在于,所述拉杆座b(7)中间部位线切割成上下两部分,通过全螺纹六角螺栓(11)将两部分连接固定。3.根据权利要求1或2所述的一种空速管分解装置,其特征在于,所述锥形套(6)和夹紧套(9)均采用黄铜材料。4.根据权利要求1或2所述的一种空速管分解装置,其特征在于,所述夹紧螺母(10)加工有螺纹和六方,螺纹端中间加工有锥形孔。5.根据权利要求3所述的一种空速管分解装置,其特征在于,所述夹紧螺母(10)加工有螺纹和六方,螺纹端中间加工有锥形孔。6.根据权利要求1、2或5所述的一种空速管分解装置,其特征在于,支杆座a(3)中心处通过a型孔用挡圈(12)固定角接触球轴承(13)。
技术总结
本发明公开了一种空速管分解装置,属于航空修理技术领域。该装置包括顶杆总成、拉杆座、支杆座、支杆、拉杆、锥形套、夹紧套和夹紧螺母。本发明采用锥形套和夹紧套分别夹紧空速管前后外壳,并且锥形套和夹紧套采用黄铜材料避免夹紧时空速管表面划伤,有效解决空速管分解时夹紧的问题;本发明实现了空速管分解工作,且性能稳定、使用可靠、拆装方便,使用过程中不会对空速管造成损伤。对空速管造成损伤。对空速管造成损伤。
技术研发人员:吕伯杰 唐培伟 邵竑泽 韩学剑 苗旭 佟逸辉
受保护的技术使用者:大连长丰实业总公司
技术研发日:2021.12.17
技术公布日:2022/2/15