1.本实用新型属于机械零部件装配技术领域,特别涉及一种自动标记紧固套筒。
背景技术:
2.发动机装配或者其他零部件装配过程中,有些装配工序需要人工对每个紧固螺栓或者其他锁紧件进行二次紧固检修,以保证各个锁紧件可靠锁紧,在锁紧检修完成后,需要人为的用记号笔对紧固检修后的紧固件标记,以防止重复紧固检修并保证检修工作有序进行;现有的标记手段需要检修标记后人工手动标记,其标记过程繁琐,而且标记过程中的标记图案不规则,难以自动识别,容易导致误判;
3.因此,为解决以上问题,需要一种新型的自动标记紧固套筒,通过该套筒在紧固检修过程中自动实现标记,整个标记过程简单,提高了紧固检修的效率,减少人工劳动强度,并且利于使得标记图案统一、整齐化。
技术实现要素:
4.有鉴于此,本实用新型提供一种自动标记紧固套筒,通过该套筒在紧固检修过程中自动实现标记,整个标记过程简单,提高了紧固检修的效率,减少人工劳动强度,并且利于使得标记图案统一、整齐化。
5.本实用新型的自动标记紧固套筒,包括上端开口的紧固套筒以及安装于紧固套筒内的记号笔,所述记号笔的笔头位于紧固套筒的上端内部,以使得紧固套筒的上端作为紧固端紧固锁紧件时,记号笔笔头与锁紧件接触。
6.进一步,所述紧固套筒包括筒体以及两端开口的紧固头,所述紧固头下端与筒体上端可拆卸连接,所述记号笔的笔头位于紧固头内靠近上端的位置。
7.进一步,所述紧固头内腔呈上小下大的腔室,所述紧固头内腔上段的截面轮廓最小尺寸小于记号笔的笔身外径。
8.进一步,所述紧固头内腔上段截面呈正六边形,该截面的内接圆直径小于记号笔笔身的外径。
9.进一步,所述筒体的底部开设有截面呈多边形状的配合孔。
10.进一步,所述配合孔与筒体内腔之间通过挡板隔离。
11.进一步,所述标记笔与挡板之间设置有弹性件,所述弹性件具有使记号笔向上压于紧固头内壁的弹性力。
12.本实用新型的有益效果:
13.本实用新型的套筒在紧固检修过程中自动实现标记,整个标记过程简单,提高了紧固检修的效率,减少人工劳动强度,并且利于使得标记图案统一整齐化;紧固套筒为可拆卸连接的两半式结构,便于安装和更换记号笔。
附图说明
14.下面结合附图和实施例对本实用新型作进一步描述。
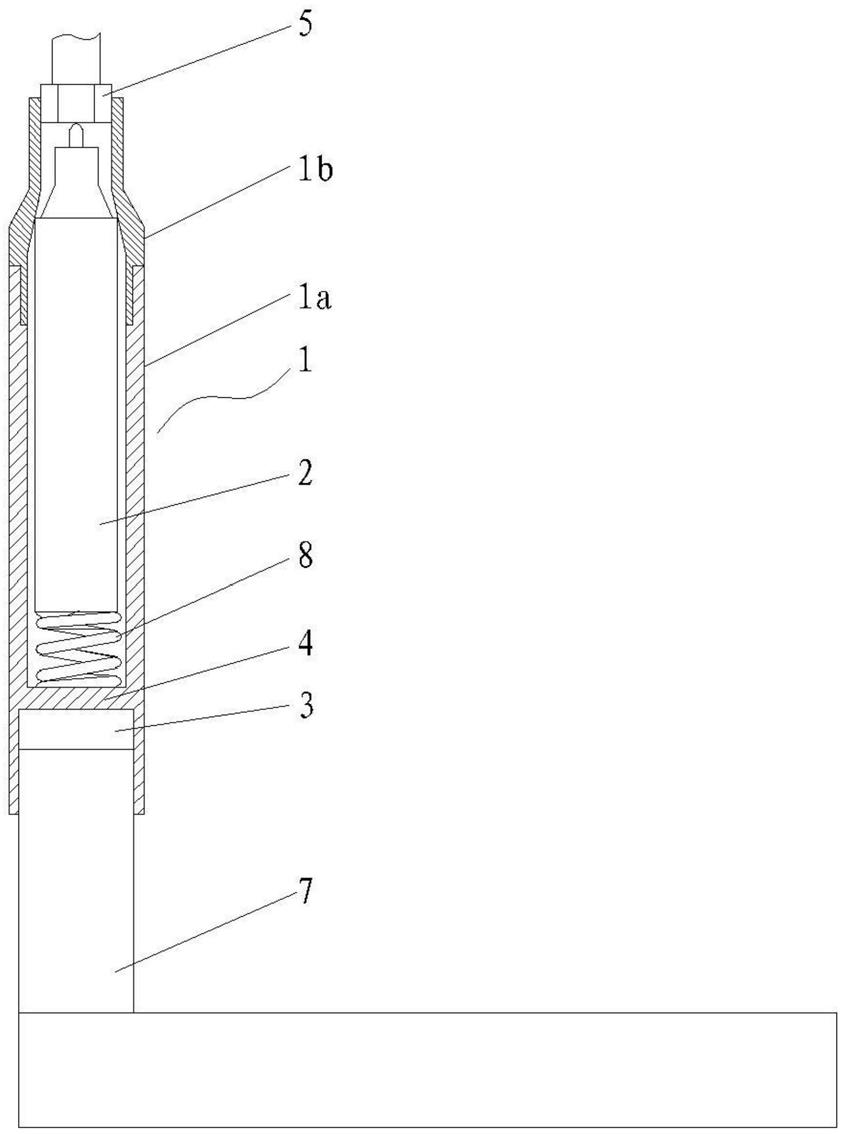
15.图1为本实用新型结构示意图;
16.图2为标记后结构示意图;
具体实施方式
17.如图所示:本实施例的自动标记紧固套筒,包括上端开口的紧固套筒1以及安装于紧固套筒内的记号笔2,所述记号笔的笔头位于紧固套筒的上端内部,以使得紧固套筒的上端作为紧固端紧固锁紧件时,记号笔笔头与锁紧件接触。记号笔可以为马克笔或者其他油性笔,可以在锁紧件上标以明显的记号的笔均在记号笔的范畴内,本实施例中采用马克笔,结合图1所示,紧固套筒的紧固端内腔截面为与紧固件的头部适配的多边形,一般为六边形,以六角头螺栓5为例进行说明,结合图1和图2所示,紧固套筒的紧固端套在六角头螺栓的头部位置进行紧固,同时记号笔的笔头抵在六角头螺栓的头部位置形成圆形记号6,通过该套筒在紧固检修过程中自动实现标记,整个标记过程简单,提高了紧固检修的效率,减少人工劳动强度,并且利于使得标记图案统一整齐化。
18.本实施例中,所述紧固套筒包括筒体1a以及两端开口的紧固头1b,所述记号笔的笔头位于紧固头内。结合图1所示,筒体与紧固头通过螺纹可拆卸连接,紧固头的上端即为紧固套筒的紧固端,通过可拆卸连接的方式便于打开紧固套筒,利于更换记号笔。
19.本实施例中,所述紧固头内腔呈上小下大的腔室,所述紧固头内腔上段的截面轮廓最小尺寸小于记号笔的笔身外径。面轮廓最小尺寸指的是在径向方向对应的最小尺寸,该尺寸小于记号笔的笔身外径时,记号笔被锁在紧固套筒内部,结合图1所示,紧固头内腔下段与内腔上段之间通过圆锥形内壁过渡连接,相应的紧固头的外圆也为上小下大的圆柱结构,紧固头的外圆上段与外圆下段通过圆锥外壁过渡连接;紧固头的腔室下段为圆柱腔,该腔室的内径大于记号笔的笔身外径,紧固头的腔室上段的截面为正六边形,正六边形的内接圆直径小于记号笔的笔身外径,通过上小下大的腔室,便于适配于记号笔的结构,同时将记号笔卡于紧固套筒内部,提高整个紧固套筒的结构紧凑性。
20.本实施例中,所述紧固头内腔上段截面呈正六边形,该截面的内接圆直径小于记号笔笔身的外径。六边形截面的紧固件为常用紧固件,紧固端内腔呈六边形截面,利于适配常用紧固件的紧固检修。
21.本实施例中,所述筒体1a的底部开设有截面呈多边形状的配合孔3。结合图1所示,该多边形的配合孔与紧固把手7配合使用,配合孔的形状适配于紧固把手端部的形状,本实施例中配合孔为方孔结构,当然也可以为其它多边形结构,具体不在赘述。
22.本实施例中,所述配合孔与筒体1a内腔之间通过挡板4隔离。结合图1所示,配合孔与筒体的内腔为非贯通状态,通过挡板的设置可使得该装配孔与记号笔隔离,利于记号笔的封装,同时也防止紧固把手与记号笔接触干涉。
23.本实施例中,所述标记笔与挡板之间设置有弹性件8,所述弹性件具有使记号笔向上压于紧固头内壁的弹性力。弹性件可以为螺旋弹簧、碟片弹簧或者其他已知的弹性结构,本实施例中弹性件采用圆柱螺旋弹簧,该弹簧处于压紧状态,故对记号笔具有向上的弹性力,使得记号笔的笔头能可靠的抵在锁紧件上。
24.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
技术特征:
1.一种自动标记紧固套筒,其特征在于:包括上端开口的紧固套筒以及安装于紧固套筒内的记号笔,所述记号笔的笔头位于紧固套筒的上端内部,以使得紧固套筒的上端作为紧固端紧固锁紧件时,记号笔笔头与锁紧件接触。2.根据权利要求1所述的自动标记紧固套筒,其特征在于:所述紧固套筒包括筒体以及两端开口的紧固头,所述紧固头下端与筒体上端可拆卸连接,所述记号笔的笔头位于紧固头内靠近上端的位置。3.根据权利要求2所述的自动标记紧固套筒,其特征在于:所述紧固头内腔呈上小下大的腔室,所述紧固头内腔上段的截面轮廓最小尺寸小于记号笔的笔身外径。4.根据权利要求3所述的自动标记紧固套筒,其特征在于:所述紧固头内腔上段截面呈正六边形,该截面的内接圆直径小于记号笔笔身的外径。5.根据权利要求3所述的自动标记紧固套筒,其特征在于:所述筒体的底部开设有截面呈多边形状的配合孔。6.根据权利要求5所述的自动标记紧固套筒,其特征在于:所述配合孔与筒体内腔之间通过挡板隔离。7.根据权利要求6所述的自动标记紧固套筒,其特征在于:所述标记笔与挡板之间设置有弹性件,所述弹性件具有使记号笔向上压于紧固头内壁的弹性力。
技术总结
本实用新型公开了一种自动标记紧固套筒,包括上端开口的紧固套筒以及安装于紧固套筒内的记号笔,所述记号笔的笔头位于紧固套筒的上端内部,以使得紧固套筒的上端作为紧固端紧固锁紧件时,记号笔笔头与锁紧件接触。本实用新型的套筒在紧固检修过程中自动实现标记,整个标记过程简单,提高了紧固检修的效率,减少人工劳动强度,并且利于使得标记图案统一整齐化;紧固套筒为可拆卸连接的两半式结构,便于安装和更换记号笔。安装和更换记号笔。安装和更换记号笔。
技术研发人员:刘静渝
受保护的技术使用者:本田动力(中国)有限公司
技术研发日:2021.07.08
技术公布日:2022/1/21