1.本发明涉及含有烟草材料的烟草片。
背景技术:
2.已公开含有烟草材料的烟草纸(国际公开第96/32854号)。该烟草纸是用来在烟草填充材料的周围围绕成圆筒形。烟草纸含有至少两倍基纸的基本重量的烟草材料。烟草纸也称为烟草片。
技术实现要素:
3.发明所要解决的技术问题
4.这样的烟草纸由于片中含有烟草材料,所以拉伸强度比以往传统的卷烟的卷纸更小。因此,在将该烟草纸用于以往的烟草卷绕机的情况下,制造中烟草纸易于破损。
5.另外,烟草纸的由粘合剂产生的粘合性不足。因此,在利用该烟草纸卷绕的烟杆中,在制造中易于产生粘合不良,即烟杆破裂的胀破卷。在为了改善粘合性,增加粘合剂时,会产生粘合剂的溢出导致的外观不良。另外,为了改善粘合性,使香烟卷绕机中的加热器的温度上升时,烟草纸烧焦易于产生外观不良。而且,采取通过确保粘合剂的硬化时间足够长来改善粘合性的措施,但由此香烟卷绕机的旋转速度下降,从而制造效率低下。
6.本发明的目的在于,提供能够直接用于现行的香烟卷绕机,并且通过用于该香烟卷绕机能够高速制造吸烟物品的烟草片。
7.用于解决技术问题的手段
8.本发明的一个方式的烟草片含有15~60质量%的烟草材料,20~70质量%的纤维素类纤维,厚度为55~85μm,克重为25~42g/m2,拉伸强度为12n/15mm以上。
9.发明效果
10.根据本发明,能够提供能够直接用于现行的香烟卷绕机,并且通过用于该香烟卷绕机能够高速制造吸烟物品的烟草片。
附图说明
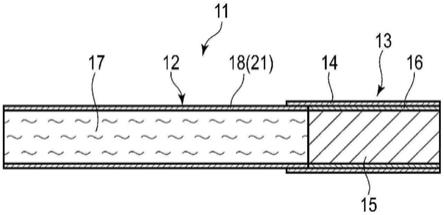
11.图1是示出实施方式的小雪茄的横截面示意图。
12.图2是展开示出图1中所示出的小雪茄的接装纸、过滤器部的卷绕纸、以及烟杆的卷纸的分解立体图。
13.图3是示出实施例1以及2、比较例1以及2、和参考例的卷纸的刚度和热效率的关系的图。
14.图4是示出实施例1以及2、比较例1以及2、和参考例的卷纸的贝克平滑度和热效率的关系的图。
具体实施方式
15.以下,参照图1至图4,对将烟草片作为卷纸的吸烟物品、即小雪茄的实施方式进行说明。以下的说明是以说明本发明为目的,并不在于限定本发明。另外,附图中示意性地示出发明的各个构成要素。因此,附图上的尺寸可能不一定与实际产品的尺寸一致。
16.小雪茄11是卷烟的一种,具有与通常的香烟大致相同的外观以及构造。小雪茄11只在使用烟草片代替用于卷绕烟草填充材料的卷纸这一点上与香烟不同。小雪茄11具备烟杆12、与烟杆12相邻而设的过滤器部13、连结烟杆12和过滤器部13的接装纸14。
17.过滤器部13具有圆柱形。过滤器部13具有过滤器主体15、覆盖过滤器主体15周围的卷绕纸16。卷绕纸16的端部之间重合的部分例如由醋酸乙烯树脂类乳液等构成的粘合剂粘合。
18.过滤器主体15能够由各种种类的填充材料形成。在本实施方式中,例如,过滤器主体15由醋酸盐等纤维素类半合成纤维的填充材料构成,但作为填充材料不限定于此。例如,填充材料能够使用棉、麻、马尼拉麻、棕榈、兰草等植物纤维,羊毛、羊绒等动物纤维,人造丝等纤维素类再生纤维,二乙酸酯、三乙酸酯等纤维素类半合成纤维,尼龙、聚酯、亚克力、聚乙烯、聚丙烯等合成纤维或者它们的组合物。过滤器部13的构成要素除了上述的醋酸盐过滤器,还可以是含有碳素粒子的碳素过滤器或含有碳素粒子以外的粒状物的过滤器。另外,过滤器部13可以由两个以上的段构成。
19.另外,过滤器主体15能够含有可塑剂。过滤器部13的过滤器主体15中所使用的可塑剂的种类不限定。例如,能够使用柠檬酸三乙酯、乙酰柠檬酸盐
·
三乙基、乙酰柠檬酸盐
·
三丁基、酒石酸二丁酯、乙基邻苯二甲酰
·
乙醇酸乙酯、邻苯二甲酸甲酯
·
乙醇酸乙酯、三醋精、磷酸三乙酯、磷酸三苯酯、三丙酸甘油酯或者它们的组合物。根据情况也可以不使用可塑剂。
20.另外,过滤器主体15也可以含有薄荷醇等香料。香料的加香方法未特别限定,例如可以使用将吸收香料的绳状物质配置于过滤器主体15内,或者使过滤器部13的充填物含有香料,或者将胶囊等香料固定化后的材料配置于过滤器部13的方法。
21.卷绕纸16的种类以及材质未限定。可以为一般的香烟制品所使用的具有通气性的卷绕纸16,也可以没有通气性。卷绕纸16的材质一般使用利用植物性的纤维制作的纸,也可以使用利用聚合物类材料(例如,聚丙烯、聚乙烯、尼龙等)的化学纤维制作的片或者将聚合物类材料的溶融物成型制作的片,也可以使用像铝箔一样的金属箔。
22.过滤器主体15可以使用如国际公开第2004/066761号的图15一样的未包裹的过滤器。未包裹的过滤器具有过滤器材、和将该过滤器材料成型为圆筒状的外皮层,该外皮层由过滤器材料的热成形而得。因此,在使用未包裹的过滤器的情况下不需要卷绕纸。
23.接装纸14的材质未限定。接装纸14一般使用由植物性的纤维制作的纸(纸浆),可以使用利用聚合物类材料(例如,聚丙烯、聚乙烯、尼龙等)的化学纤维而制作的片或者将聚合物类材料的溶融物成型而制作的片,也可以使用如铝箔一样的金属箔。
24.烟杆12具有烟草填充材料17、卷绕烟草填充材料17的周围的卷纸18。卷纸18具有使端部之间重合而形成的重合部。在重合部中,卷纸18的端部之间例如由利用醋酸乙烯酯树脂类乳液等构成的粘合剂粘合。
25.一般地,烟草填充材料17由将烟叶(即,香烟制品所使用的干燥烟叶)切成规定长
度以及宽度而成型的烟丝(即,短茄芯)而构成。烟草填充材料17还可以含有将烟叶粉碎物成型为片状,再将其切成细长形状,即片状成形物。片状成形物也可以由后述的烟草片21构成。该片状成形物中可以含有气溶胶生成基材或香料成分。对烟丝可以添加气溶胶生成基材或香料成分。气溶胶生成基材例如有甘油、丙二醇(pg)、柠檬酸三乙酯(tec)、三醋精、1,3-丁二醇等。可以使用它们的一种,也可以二种以上并用。
26.卷纸18由含有烟草材料的纸即烟草片21构成。烟草片21除了烟草材料还含有纤维素类纤维。烟草片21一般由通过一般的抄造工序而形成的抄造片而构成,也可以为通过其他的方法(例如,压延、浇注法等)而形成的片。
27.纤维素类纤维一般为纸浆,例如为木材纸浆、非木材纸浆、以及合成纤维纸浆中一种以上。纤维素类纤维优选为木材纸浆。值得注意的是,纤维素类纤维不含有来自烟叶的纤维。烟草片21可以含有20~70质量%的纤维素类纤维,优选为含有25~65质量%的纤维素类纤维,更优选为30~60质量%纤维素类纤维。
28.烟草片21还含有烟草材料。烟草材料一般是指在香烟制品中所使用的状态或者在其准备阶段实施干燥操作的烟叶以及其加工品。烟草材料优选为烟叶(即香烟制品中所使用的干燥烟叶)。烟草材料更优选为由将烟叶细微化或者小片化而形成的细微化原料或者小片化原料(即细微化或者小片化后的烟叶)而构成。烟草片21可以含有10~60质量%的烟草材料,优选为含有15~55质量%的烟草材料,更优选为20~50质量%的烟草材料。烟草材料的质量%增大时,拉伸强度以及贝克平滑度有下降倾向。
29.烟草片21还可以含有填充材料
·
助燃材料等其他添加剂。烟草片21优选为含有10~40质量%的其他添加剂,更优选为含有15~35质量%的其他添加剂,最优选为含有20~30质量%的其他添加剂。其他添加剂可以为碳酸钙、氢氧化铝、氧化铝、二氧化钛、高岭土、滑石、二氧化硅中任何一种,也可以为将它们中几种混合。
30.烟草片21的克重为25~42g/m2,优选为28~40g/m2,更优选为30~39g/m2,最优选为32~38g/m2。
31.烟草片21的厚度为55~85μm,优选为60~80μm,更优选为65~78μm,最优选为69~76μm。
32.烟草片21优选为实施轧光处理。所谓的轧光处理是指通过在平滑的辊间通过对象物(即烟草片),来实现对象物平滑化、付与光泽、对象物的压缩、对象物的厚度减小
·
平均化。此时,一方的辊为铁制的辊,另一方的辊是在铁制的辊的周围卷绕纸、棉、橡胶等弹性材料而形成的弹性辊。
33.烟草片21的拉伸强度可以为12n/15mm以上,优选为12~30n/15mm,更优选为13~20n/15mm,最优选为13~15n/15mm。拉伸强度的测定根据jisp8113:2006进行。实际的拉伸强度的测定使用株式会社东洋精机制作所制的“拉伸试验机(
ストログラフ
e-s)”。
34.烟草片21的刚度可以为15cm3/100以下,优选为10~15cm3/100,更优选为11~14cm3/100,最优选为12~13cm3/100。刚度的测定根据jisp8143:2009进行。实际的拉伸强度的测定使用株式会社东洋精机制作所制的“刚度试验机”。值得注意的是,如果可以减小刚度,则粘合时在剥离方向的作用力(排斥力)下降。结果能够使粘合剂的干燥时间缩短,从而提高烟杆12的卷绕速度。具体而言,不仅在圆周为23mm~27mm(所谓的通常大小)的烟杆的制造中,在圆周为16~23mm(所谓的细烟卷大小)的烟杆(即圆周为18~23mm(所谓的薄尺
寸)以及圆周为16~18mm(所谓的超薄)的烟杆)的制造中,也能够提高卷绕速度。
35.烟草片21的贝克平滑度可以为15sec以上,优选为15~30sec,更优选为17~27sec,最优选为19~24sec。贝克平滑度的测定根据jisp8119:1998进行。实际的贝克平滑度的测定使用东洋精机制作所制的“数字贝克式(
デジベック
)平滑度试验机”。值得注意的是,贝克平滑度意味着数字越大测定对象面越平滑。如果贝克平滑度变大,粘合剂的涂布状态以及粘合强度改善,结果,粘合剂的干燥时间缩短,烟杆12的卷绕速度提高。
36.接着,对本实施方式的卷纸18(烟草片21)的制造方法以及使用该卷纸18的吸烟物品的制造方法说明。
37.本实施方式的卷纸18(烟草片21)能够通过将一般众所周知的制纸工序的一部分稍加改变后的方法而制造。
38.用于制造本实施方式的卷纸18(烟草片21)的制纸过程与熟知的制纸过程一样,具有(1)纸浆化、(2)调整、(3)抄纸、(4)加工
·
收尾的四个工序。
39.(1)在纸浆化工序中,进行化学
·
机械处理。该工序中,从木材中提取纤维素类纤维,即纸浆。纸浆在除去混入的尘埃后脱水漂白。
40.(2)调整工序具有使用碎浆机离解和使用打浆机(精炼机)打浆的两个工序。离解后的纸浆与水均匀混合。对与水混合的纸浆,混入在其他工序中裁断成微小的小片的烟叶。打浆机将纸浆和烟叶小片进一步切断成短纤维的同时,使其起毛(原纤维化)从而纤维之间易于联合。
41.在本实施方式的卷纸18(烟草片21)中,通过提高在周知的制纸过程中进行的打浆的程度,能够使原纤维化程度更高,使纤维之间的联合更强。打浆的程度例如通过使打浆以比周知的制纸过程中进行的打浆条件更严格的条件进行(例如,提高原料浓度,或者减小原料的流量),从而能够提高打浆程度。原纤维化进行的程度更高,纤维之间的联合更强时,能够提高烟草片的强度的同时,减小克重。烟草片的克重的减小能够与厚度的减小以及刚度的减小相关联。
42.(3)在抄纸工序中,进行将从调整工序送来的材料抄造成实际的纸的工作。在网部,均一地铺开纸浆和烟叶和水的混合液。在按压部中,从混合液中被挤压出水分。在干燥部中,使除去水分的烟草片的原纸干燥。在轧光部,使烟草片原纸的表面平滑。在卷轴部,将制造的烟草片原纸卷成卷状。
43.(4)在加工
·
收尾工序中,通过轧光装置使烟草片原纸的表面平滑化。轧光装置具有铁制的第一辊、和与第一辊对置的具有弹性的第二辊。轧光装置通过在第一辊和第二辊之间夹持烟草片原纸并在其上加压,能够形成轧光处理过的平滑的烟草片。第二辊是通过在铁制的辊周围卷绕纸、绵、橡胶等弹性材料使其表面具有弹性而构成的辊。实施在轧光装置的轧光加工以及根据需要实施其他的涂层、切断、卷成卷状等加工
·
后处理后,完成烟草片21。
44.将该烟草片21搭载到现有的一般的香烟卷绕机来形成烟杆12。通过将烟杆12经由接装纸14与利用其他工序作成的过滤器部13连结,制成吸烟物品(即小雪茄11)。
45.烟草片21以及使用其制成的吸烟物品(即小雪茄11)并不限定于上述实施方式以及各变形例所记载的内容,在实施阶段在不脱离其主要内容的范围内能够将构成要素变形具体化。另外,也可以在实施方式中所示出的所有构成要素中删除几个构成要素。
46.实施例1以及2、比较例1以及2、和参考例的卷纸的各种参数如下表1~表3所示。
47.[表1]
[0048][0049]
[表2]
[0050][0051]
[表3]
[0052][0053]
[实施例1]
[0054]
在实施例1的小雪茄11中,由含有纤维素类纤维与烟草材料的烟草片21构成卷纸。该烟草片21含有50质量%的烟草材料的同时,含有30质量%的木材纸浆。该烟草片21含有20质量%的填充材料
·
助燃材料等其他添加剂。烟草片21的克重为38g/m2。烟草片21的厚度为76μm。实施例1的烟草片21实施了轧光处理。
[0055]
烟草片21的拉伸强度为15n/15mm。烟草片21的刚度为12cm3/100。烟草片21的贝克平滑度为19sec。
[0056]
使用这样构成的烟草片21,作成烟杆12以及小雪茄11。在卷绕烟杆12以及制造含有该烟杆12的小雪茄11中,使用一般的香烟的制作中所利用的香烟卷绕机。小雪茄11的制造速度为8000cpm。所谓的cpm是指每1分钟的小雪茄11的制造根数。烟草片21通过香烟卷绕机的加热器的速度为456m/min。
[0057]
作为粘合烟草片21的端部之间的粘合剂,使用由醋酸乙烯酯树脂类乳液构成的粘合剂。在参考例中使用的“一般的香烟用卷纸”的端部之间(重合部)的粘合所使用的质量为
100%时,粘合剂的量为125质量%。
[0058]
粘合剂的量在表3中是以下述公式算出的粘合剂的量比(%)。粘合剂的量比(%)={(在卷绕作为对象物的小雪茄时使用的粘合剂的质量)/(在卷绕参考例的香烟时使用的粘合剂的质量)}
×
100
[0059]
在香烟卷绕机中,用于干燥该粘合剂的加热器的温度为280℃。在本实施例中,没有卷绕适用性的问题,不会产生卷绕中由于烟杆12粘合不良而破裂,即胀破卷。另外,不会由于干燥粘合剂时的加热而产生的烟草片21的烧焦。
[0060]
关于实施例1的小雪茄11的口感,进行了由试验人员的感官评价。结果是,试验人员的评价为与作为市场商品的“golden bat”的小雪茄(日本烟草产业株式会社)相比,“有点带有纤维的感觉但是杂味减小。总体上有容易感觉到添加于烟草的香料的香味以及烟味的浓度增加、苦味减小的倾向。口感处于成立产品的范畴”。因此,实施例1的小雪茄11的口感大致良好。
[0061]
[实施例2]
[0062]
在实施例2的小雪茄11中,由含有纤维素类纤维和烟草材料的烟草片21构成卷纸。该烟草片21含有20质量%的烟草材料的同时,含有60质量%的木材纸浆。该烟草片21含有20质量%的填充材料
·
助燃材料等其他添加剂。烟草片21的克重为32g/m2。烟草片21的厚度为69μm。实施例2的烟草片21进行了轧光处理。
[0063]
烟草片21的拉伸强度为13n/15mm。烟草片21的刚度为13cm3/100。烟草片21的贝克平滑度为24sec。
[0064]
使用这样构成的烟草片21制作烟杆12以及小雪茄11。在卷绕烟杆12以及制造含有该烟杆12的小雪茄11时,使用一般的香烟卷绕机。制造速度为6000cpm。烟草片21通过香烟卷绕机的加热器的速度为342m/min。
[0065]
作为粘合烟草片21的端部之间的粘合剂,使用由醋酸乙烯酯树脂类乳液构成的粘合剂。在参考例中使用的“一般的香烟用卷纸”的端部之间(重合部)的粘合所使用的质量为100%时,粘合剂的量为125质量%。在香烟卷绕机中,用于使该粘合剂干燥的加热器的温度为280℃。在本实施例中,没有卷绕适用性的问题,不会在卷绕中由于烟杆12粘合不良而产生破裂,即所谓的胀破卷。另外,不会由于干燥粘合剂时的加热,在烟草片21上发生烧焦。
[0066]
对于实施例2的小雪茄11的口感,进行了由试验人员的感官评价。试验人员的评价为与作为市场商品的“golden bat”的小雪茄(日本烟草产业株式会社)相比,“有留在口里的甜味增加倾向。强度、吸吮反应、苦味进一步(即相比实施例1的小雪茄)减小,类似小雪茄的感觉减小;口感属于允许的范围”。因此,实施例2的小雪茄11的口感属于成立产品的允许范围。
[0067]
[比较例1]
[0068]
在比较例1的小雪茄11中,由含有纤维素类纤维和烟草材料的烟草片21构成卷纸。该烟草片21含有70质量%的烟草材料的同时,含有10质量%的木材纸浆。该烟草片21还含有20质量%的填充材料
·
助燃材料等其他添加剂。烟草片21的克重为46g/m2。烟草片21的厚度为106μm。比较例1的烟草片21未进行轧光处理。
[0069]
烟草片21的拉伸强度为10n/15mm。烟草片21的刚度为18cm3/100。烟草片21的贝克平滑度为7sec。
[0070]
使用这样构成的烟草片21制作烟杆12以及小雪茄11。在卷绕烟杆12以及制造含有该烟杆12的小雪茄11时,使用一般的香烟卷绕机。制造速度为2000cpm。烟草片21通过香烟卷绕机的加热器的速度为114m/min。
[0071]
作为粘合烟草片21的端部之间的粘合剂,使用由醋酸乙烯酯树脂类乳液构成的粘合剂。在参考例中使用的“一般的香烟用卷纸”的端部之间(重合部)的粘合所使用的质量为100%时,粘合剂的量为250质量%。在香烟卷绕机中,用于干燥该粘合剂的加热器的温度为280℃。在本比较例中,在卷绕中由于烟杆12粘合不良产生了破裂,即所谓的胀破卷。因此,比较例1的小雪茄11具有卷绕适用性的问题。另外,并没有由于干燥粘合剂时的加热,而产生烟草片21烧焦。
[0072]
[比较例2]
[0073]
在比较例2的小雪茄11中,由含有纤维素系纤维和烟草材料的烟草片21构成卷纸。该烟草片21含有50质量%的烟草材料的同时,含有30质量%的木材纸浆。该烟草片21还含有20质量%的填充材料
·
助燃材料等其他添加剂。烟草片21的克重为46g/m2。烟草片21的厚度为99μm。比较例2的烟草片21进行了轧光处理。
[0074]
烟草片21的拉伸强度为11n/15mm。烟草片21的刚度为18cm3/100。烟草片21的贝克平滑度为10sec。
[0075]
使用这样构成的烟草片21制作烟杆12以及小雪茄11。在卷绕烟杆12以及制造含有该烟杆12的小雪茄11时,使用一般的香烟卷绕机。制造速度为4000cpm。烟草片21通过香烟卷绕机的加热器的速度为228m/min。
[0076]
作为粘合烟草片21的端部之间的粘合剂,使用由醋酸乙烯酯树脂类乳液构成的粘合剂。在参考例中使用的“一般的香烟用卷纸”的端部之间(重合部)的粘合所使用的质量为100%时,粘合剂的量为125质量%。在香烟卷绕机中,用于干燥该粘合剂的加热器的温度为280℃。在本比较例中,在卷绕中由于烟杆12粘合不良产生了破裂,即所谓的胀破卷。因此,比较例2的小雪茄11具有卷绕适用性的问题。另外,并未由于干燥粘合剂时的加热,产生烟草片21烧焦。
[0077]
[参考例]
[0078]
在参考例的吸烟物品中,使用了不含有烟草材料,并以纤维素类纤维为主要成分的“一般的香烟用卷纸”。因此,参考例的吸烟物品不是小雪茄而是香烟。该香烟用卷纸含有70质量%的木材纸浆。该香烟用卷纸还含有30质量%的填充材料
·
助燃材料等其他添加剂。香烟用卷纸的克重为26g/m2。香烟用卷纸的厚度为45μm。参考例的香烟用卷纸未进行轧光处理。
[0079]“一般的香烟用卷纸”的拉伸强度为14n/15mm。香烟用卷纸的刚度为9cm3/100。香烟用卷纸的贝克平滑度为48sec。
[0080]
使用这样的“一般的香烟用卷纸”制作烟杆12以及香烟。在卷绕烟杆12以及制造含有该烟杆12的香烟时,使用一般的香烟卷绕机。制造速度为9000cpm。香烟用卷纸通过香烟卷绕机的加热器的速度为513m/min。
[0081]
作为粘合一般的香烟用卷纸的端部之间的粘合剂,使用由醋酸乙烯酯树脂类乳液构成的粘合剂。在一般的香烟中卷纸的端部之间(重合部)的粘合所使用的质量为100%,因此粘合剂的量为100质量%。在香烟卷绕机中,用于干燥该粘合剂的加热器的温度为200℃。
本参考例的各个条件为在一般的香烟卷绕在所使用的实际的条件,因此不会有卷绕适用性的问题。因此,不会在卷绕中由于烟杆粘合不良产生破裂,即胀破卷。另外,不会由于干燥粘合剂时的加热,产生烟草片21烧焦。
[0082]
[关于刚度和热效率的关系的评价]
[0083]
首先,“干燥热量”定义如下。
[0084]
干燥热量=加热器温度(℃)/卷纸通过加热器的速度(m/min)
[0085]
接着,“热效率(%)”定义如下。
[0086]
热效率(%)=[{(参考例的香烟的干燥热量)/(对象物的小雪茄的干燥热量)}/(粘合剂的量比)]
×
100
[0087]“粘合剂的量比”如上述定义。
[0088]
粘合剂的量比(%)={(对象的小雪茄的卷绕中使用的粘合剂的质量)/(参考例的香烟的卷绕中使用的粘合剂的质量)}
×
100
[0089]
在此,图3中示出实施例1以及2、比较例1以及2、和参考例的刚度和热效率的关系。其结果表明:刚度越低,热效率越高。这是因为卷纸的刚度下降,粘合时在剥离方向的作用力(排斥力)减小,导致缩短粘合剂的干燥时间从而提高烟杆的卷绕速度。
[0090]
根据该评价可以得到以下结论。即比较比较例1以及2,与实施例1以及2的烟草片一样,如果能减小刚度,就能提高小雪茄的制造效率。
[0091]
[关于贝克平滑度和热效率的关系的评价]
[0092]
图4中示出实施例1以及2、比较例1以及2、和参考例的贝克平滑度和热效率的关系。其结果表明:贝克平滑度越高,热效率越高。这是因为通过卷纸变得平滑粘合剂的涂布状态以及粘合强度改善,导致缩短粘合剂的干燥时间从而提高烟杆12的卷绕速度。
[0093]
根据该评价可以得到以下结论。即,比较比较例1以及2,与实施例1以及2的烟草片一样,只要能够提高贝克平滑度,就能提高小雪茄11的制造效率。
[0094]
根据上述实施方式以及各实施例、各比较例、参考例可以得到以下结论。
[0095]
根据一个实施方式,烟草片21含有10~60质量%的烟草材料,20~70质量%的纤维素类纤维,厚度为55~85μm,克重为25~42g/m2,拉伸强度为12n/15mm以上。根据该结构,即使在以相对纤维素类纤维使烟草材料含有规定量的方式构成烟草片21的情况下,也能够使拉伸强度维持地较高。由此,能够将该烟草片21用作用于烟草的支承构造的构造材料、例如卷绕于烟草填充材料17周围的卷纸18、覆盖过滤器主体15周围的卷绕纸16、连结烟杆12过滤器部13的接装纸14。或者,烟草片21还能够用作难以变形的烟草填充材料17。
[0096]
根据优选的实施方式,在上述实施方式中,烟草片21的刚度为15cm3/100以下。根据该结构,能够使烟草片21的刚度向接近一般的香烟用卷纸的刚度的方向减小。因此,在将烟草片21用于上述各种包装纸(即卷纸18、卷绕纸16、接装纸14)的情况下,能够使利用该包装纸卷绕的各种圆柱构造物(即烟杆12、过滤器部13、小雪茄11或者香烟)的形状稳定。因此,能够极大地防止各种圆柱构造物中的粘合不良以及其导致的破裂。
[0097]
根据优选的实施方式,在上述任一项的实施方式中,烟草片21的贝克平滑度为15sec以上。根据该结构,能够使烟草片21的贝克平滑度向接近一般的香烟用卷纸的贝克平滑度的方向减小。因此,在将烟草片21作为上述各种包装纸(即卷纸18、卷绕纸16、接装纸14)使用的情况下,通过烟草片21变得平滑,能够改善在端部之间的重合部的粘合剂的涂布
状态以及粘合强度。由此,能够使利用该包装纸卷绕的各种圆柱构造物(即烟杆12、过滤器部13、小雪茄11或者香烟)的形状稳定。因此,能够极大地防止各种圆柱构造物中的粘合不良以及其导致的破裂。
[0098]
根据优选的实施方式,在上述任一项的实施方式中,烟草片21都实施了轧光处理。根据该结构,通过轧光处理能够减小烟草片21的厚度的同时,能够减小烟草片21的刚度。进而通过轧光处理,能够减小贝克平滑度。由于这些因素,例如,在将烟草片21作为上述各种包装纸(即卷纸18、卷绕纸16、接装纸14)使用的情况下,能够改善在烟草片21的端部之间的重合部的粘合剂的涂布状态以及粘合强度。由此能够使形成的各种圆柱构造物(即烟杆12、过滤器部13、小雪茄11或者香烟)的形状稳定。
[0099]
根据优选的实施方式,在上述任一项的实施方式中,烟草片21为抄造片。根据该结构,能够通过一般的抄造工序形成烟草片21,因此能够将在现有的香烟的卷纸18的制造中所使用的已有的抄造装置直接用于烟草片21的制造中。因此,能够减少设置用于制造烟草片21的抄造装置所需要的费用,从而能够减少制造烟草片21所需要的成本。
[0100]
根据优选的实施方式,在上述任一项的实施方式中,烟草片21是卷绕于烟草填充材料17的周围的卷纸。根据该结构,能够使烟草片21的拉伸强度足够大,因此即使在将烟草片21作为卷纸18而使用的情况下,也能够防止烟草片21产生破损。
[0101]
如上所述,通过使用上述的烟草片制造圆柱构造物,能够在不产生胀破卷的情况下制造具有与通常的香烟相同的粗度(即大约25mm的圆周)的圆柱构造物,并且能够在不产生胀破卷的情况下制造比通常的香烟更细的圆柱构造物。特别地还能够制造具有被称为超薄尺寸的大约17mm的圆周的圆柱构造物。即在使用上述烟草片的情况下,能够在不产生胀破卷的情况制造具有16mm~27mm的圆周的吸烟物品。特别地,在上述烟草片的刚度为15cm3/100以下的情况下,卷绕时的烟草片的回弹难以产生,容易制造细的圆柱构造物。
[0102]
根据以上内容,能够将上述烟草片通过适用于现有的卷绕机高速制造吸烟物品。需要注意地是,所谓的高速制造例如为5000cpm以上。
[0103]
附上本发明其他的实施方式。
[0104]
[1]含有10~60质量%的烟草材料,20~70质量%的纤维素类纤维,厚度为55~85μm,克重为25~42g/m2,拉伸强度为12n/15mm以上的烟草片。
[0105]
[2]如[1]所述的烟草片,其中,所述拉伸强度为12~30n/15mm,优选为13~20n/15mm,更优选为13~15n/15mm。
[0106]
[3]如[1]或者[2]中所述的烟草片,其中,刚度为15cm3/100以下,优选为10~15cm3/100,更优选为11~14cm3/100,最优选为12~13cm3/100。
[0107]
[4]如[1]~[3]的任一项所述的烟草片,其中,贝克平滑度为15sec以下,优选为15~30sec,更优选为17~27sec,最优选为19~24sec。
[0108]
[5]如[1]~[4]的任一项所述的烟草片,其中,含有的所述纤维素类纤维为25~65质量%、优选为30~60质量%的量。
[0109]
[6]如[1]~[5]任一项所述的烟草片,其中,所述纤维素类纤维不含有来自烟叶的纤维。
[0110]
[7]如[1]~[6]的任一项所述的烟草片,其中,所述纤维素类纤维是纸浆,优选为从由木材纸浆、非木材纸浆、以及合成纤维纸浆组成的组中选出的一种以上。
[0111]
[8]如[1]~[7]的任一项所述的烟草片,其中,所述纤维素类纤维为木材纸浆。
[0112]
[9]如[1]~[8]的任一项所述的烟草片,其中,含有的所述烟草材料为15~55质量%、优选为20~50质量%的量。
[0113]
[10]如[1]~[9]的任一项所述的烟草片,其中,所述烟草材料为烟叶。
[0114]
[11]如[1]~[10]的任一项所述的烟草片,其中,含有的添加剂优选为10~40质量%,更优选为15~35质量%,最优选为20~30质量%的量。
[0115]
[12]如[1]~[11]的任一项所述的烟草片,其中,所述添加剂为从由碳酸钙、氢氧化铝、氧化铝、二氧化钛、高岭土、滑石和二氧化硅组成的组中选出的一种以上。
[0116]
[13]如[1]~[12]的任一项所述的烟草片,其中,所述克重为28~40g/m2,优选为30~39g/m2,更优选为32~38g/m2。
[0117]
[14]如[1]~[13]的任一项所述的烟草片,其中,所述厚度为60~80μm,优选为65~78μm,更优选为69~76μm。
[0118]
[15]如[1]~[14]的任一项所述的烟草片,其中,所述烟草片是实施了轧光处理的烟草片。
[0119]
[16]如[1]~[15]的任一项所述的烟草片,其中,所述烟草片是卷纸用的烟草片。
[0120]
[17]烟杆具有:烟草填充材料;
[0121]
作为卷绕于所述烟草填充材料的周围的卷纸的如[1]~[16]的任一项所述的烟草片。
[0122]
[18]吸烟物品具备:烟杆和与所述烟杆对置设置的过滤器部,
[0123]
所述烟杆具有:烟草填充材料、作为卷绕于所述烟草填充材料的周围的卷纸的如[1]~[16]的任一项所述的烟草片。
[0124]
[19]如[18]所述的吸烟物品,其中,所述吸烟物品具有16mm~27mm的圆周的。
[0125]
[20]如[18]所述的吸烟物品,其中,所述吸烟物品具有23mm~27mm的圆周。
[0126]
[21]如[18]所述的吸烟物品,其中,所述吸烟物品具有16mm~23mm的圆周。
[0127]
[22]如[18]所述的吸烟物品,其中,所述吸烟物品具有18mm~23mm的圆周。
[0128]
[23]如[18]所述的吸烟物品,其中,所述吸烟物品具有16mm~18mm的圆周。
[0129]
附图标记说明
[0130]
11:小雪茄;
[0131]
12:烟杆;
[0132]
13:过滤器部;
[0133]
14:接装纸;
[0134]
15:过滤器主体;
[0135]
16:卷绕纸;
[0136]
17:烟草填充材料;
[0137]
18:卷纸;
[0138]
21:烟草片。