1.本实用新型涉及一种复合型加热卷烟烟支,属于新型烟草制品技术领域。
背景技术:
2.加热卷烟是通过“加热不燃烧”的方式将烟草香味传递给消费者,这种“加热不燃烧”的方式,使烟草只在较低的温度下(一般低于500℃)被加热,避免了烟草高温燃烧导致的焦油和大量有害化合物生成,而且由于基本没有侧流烟气,不会产生二手烟气,不会对公共环境产生影响,因此越来越受到消费者的关注和青睐。
3.目前加热卷烟烟支种类按照释烟材料形态,可以分为有序薄片型加热卷烟烟支(菲莫公司的iqos配套烟弹)、无序薄片型加热卷烟烟支(英美烟草glo配套烟弹、韩国烟草lil配套烟弹、日烟国际烟弹等)、以及颗粒型加热卷烟烟支(中国烟草颗粒型烟弹dubliss)等。其中,薄片型烟弹可以采用传统卷烟生产平台,具有生产效率高的优点,但因薄片往往需添加外源性纤维(如木浆纤维等)来赋予薄片一定的力学强度,以满足生产加工,导致抽吸过程中,尤其是抽吸后期,烟气中出现较重烧纸气息,影响口感。颗粒型烟弹的颗粒状释烟材料制备过程中则不需要添加外源性纤维,感官质量优良,但颗粒灌装效率偏低,导致该烟支在规模化生产方面具有诸多技术挑战。因此,希望提供一种加热卷烟烟支,这种烟支既具备颗粒型加热卷烟优良的感官质量,又具备薄片型加热卷烟高效的工业化生产的优点。
技术实现要素:
4.为克服上述现有技术的不足,本实用新型提供了一种复合型加热卷烟烟支,旨在通过优化烟支结构设计,使加热卷烟的烟气感官质量优良,同时生产过程稳定高效。
5.本实用新型为实现目的,采用如下技术方案:
6.本实用新型公开了一种复合型加热卷烟烟支,其特点在于:所述复合型加热卷烟烟支包括复合释烟段和滤嘴段;所述复合释烟段包括烟丝段和颗粒段;所述烟支为烟丝&颗粒式烟支,或者颗粒&烟丝式烟支;所述烟丝&颗粒式烟支的复合释烟段为烟丝段位于烟支最前端,颗粒段位于烟丝段之后并临近滤嘴段;所述颗粒&烟丝式烟支的复合释烟段为颗粒段位于烟支最前端、烟丝段位于颗粒段之后并临近滤嘴段。
7.进一步地:所述颗粒段和烟丝段由第一复合滤棒成型纸包裹,在所述烟丝段填充有烟丝,在所述颗粒段填充有颗粒状释烟材料;在所述颗粒&烟丝式烟支的颗粒段中,所述颗粒状释烟材料封装在由高透气纸封口的第一纸管中;在所述烟丝&颗粒式烟支的颗粒段中,所述颗粒状释烟材料直接封装在由所述第一复合滤棒成型纸包裹而成的圆形空腔内。
8.进一步地:所述复合释烟段的圆周为17-25mm;所述颗粒&烟丝式烟支的颗粒段长度为7-15mm、烟丝段长度为5-10mm;所述烟丝&颗粒式烟支的烟丝段长度为7-15mm、颗粒段长度为5-10mm。
9.进一步地:所述第一复合滤棒成型纸定量为30-70g/m2、防油等级在6-8之间、不透明度大于75%、在280℃下受热5分钟色差变化低于50%;所述颗粒&烟丝式烟支的复合释烟
段中,所述第一纸管的壁厚为0.1-0.4mm。
10.进一步地:所述烟丝段的硬度大于80,其烟丝为无序排列状态。
11.进一步地:所述滤嘴段包括依次相连的第一滤嘴段、第二滤嘴段和第三滤嘴段;所述第一滤嘴段靠近所述复合释烟段、所述第三滤嘴段位于唇端;所述第一滤嘴段与所述复合释烟段共同包裹在所述第一复合滤棒成型纸中,构成第一复合滤棒;所述第二滤嘴段和所述第三滤嘴段共同包裹在第二复合滤棒成型纸中,构成第二复合滤棒;所述第一复合滤棒与所述第二复合滤棒通过商标纸连接成烟支;
12.对于所述烟丝&颗粒式烟支,第一滤嘴段为瑞士卷阻隔件,第二滤嘴段为实心纤维丝束滤棒,第三滤嘴段为异型醋纤嘴棒;对于所述颗粒&烟丝式烟支,第一滤嘴段为纸管或薄壁醋纤中空滤棒,第二滤嘴段为实心纤维丝束滤棒,第三滤嘴段为异型醋纤嘴棒。
13.进一步地:在所述烟丝&颗粒式烟支中,用作所述第一滤嘴段的瑞士卷阻隔件由第二纸管和置于所述第二纸管内部的瓦楞纸板卷组成,所述瓦楞纸板卷的纵向气流通道数量在10~50个/cm2、且纵向气流通道的横截面面积占瑞士卷阻隔件横截面面积的20%~80%。在所述颗粒&烟丝式烟支中,用作所述第一滤嘴段的纸管壁厚为0.2-0.4mm、薄壁醋纤中空滤棒的壁厚为0.5-1.5mm。
14.进一步地:所述实心纤维丝束滤棒为醋酸纤维、聚乳酸纤维、聚对苯二甲酸乙二醇酯纤维、聚对苯二甲酸丁二醇酯纤维和聚丁二酸丁二醇酯纤维中的一种。
15.进一步地:所述第一滤嘴段的长度为5-12mm;所述第二滤嘴段的长度为8-15mm;所述第三滤嘴段的长度为7-15mm。
16.本实用新型所述复合型加热卷烟烟支的制备方法为:
17.对于烟丝&颗粒式复合型加热卷烟烟支,其制备方法包括如下步骤:
18.1)利用滤棒复合设备,将烟丝段、颗粒状释烟材料和第一滤嘴段包裹在第一复合滤棒成型纸内,将第二滤嘴段和第三滤嘴段包裹在第二复合滤棒成型纸内,分别获得第一复合滤棒和第二复合滤棒;
19.2)利用卷烟搓接机,将所述第一复合滤棒与所述第二复合滤棒通过商标纸搓接,形成烟丝&颗粒式复合型加热卷烟烟支;
20.对于颗粒&烟丝式复合型加热卷烟烟支,其制备方法包括如下步骤:
21.1)利用滤棒复合设备,将第一纸管、烟丝段和第一滤嘴段包裹在第一复合滤棒成型纸内,将第二滤嘴段和第三滤嘴段包裹在第二复合滤棒成型纸内,分别获得第一复合滤棒和第二复合滤棒。
22.2)利用卷烟搓接机,将所述第一复合滤棒与所述第二复合滤棒通过商标纸搓接,形成空烟管;
23.3)利用颗粒灌封设备,将颗粒状释烟材料灌入空烟管的第一纸管内,并在管口涂胶,再经高透气纸与涂胶管口粘合,最后经干燥,即完成颗粒&烟丝式复合型加热卷烟烟支的制作。
24.本实用新型的有益效果体现在:
25.(1)本实用新型所提供的复合型加热卷烟具有颗粒型加热卷烟感官质量优良的优点,同时又最大程度降低了薄片型加热卷烟抽吸过程中外源性纤维带来的不良气息。
26.(2)本实用新型所提供的复合型加热卷烟在生产时可以借助传统卷烟生产装备平
台,生产效率高、产品质量稳定。
27.(3)本实用新型所提供的烟丝&颗粒式烟支采用瑞士卷阻隔件,有效防止了颗粒泄露至滤嘴一侧,且该阻隔材料具有受热不收缩的优点,克服了现有市售烟支采用醋纤受热收缩漏颗粒的缺陷,再者,该瑞士卷阻隔件通过孔隙的调整,可以为烟气流动提供充足的气流通道。
28.(4)本实用新型所提供的颗粒&烟丝式烟支,烟丝段本身具有颗粒阻隔功能,配合薄壁空腔滤棒,降低烟气截留,增加烟雾量。
附图说明
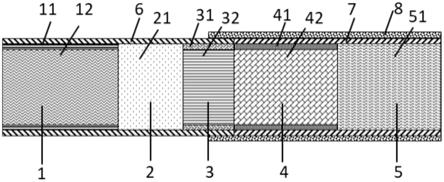
29.图1为本实用新型实施例1所示的烟丝&颗粒式复合型加热卷烟烟支的纵向剖面图;
30.图2为本实用新型实施例1中瑞士卷阻隔件的横截面结构示意图;
31.图3为本实用新型实施例2所示的颗粒&烟丝式复合型加热卷烟烟支的纵向剖面图。
32.图中标号:1为烟丝段,11烟丝段成型纸,12为烟丝;2为颗粒段,21为颗粒状释烟材料,22为第一纸管、23为封口纸;3为瑞士卷阻隔件,31为第二纸管,32为瓦楞纸板卷;4为第二滤嘴段,41为第二滤嘴段成型纸,42为实心滤棒;5为第三滤嘴段,51为醋纤丝束;6为第一复合滤棒成型纸;7为第二复合滤棒成型纸;8为商标纸;9为第一滤嘴段,91为滤棒壁,92为第一滤棒内部空腔。
具体实施方式
33.下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
34.本实用新型的复合型加热卷烟烟支包括复合释烟段和滤嘴段,复合释烟段由烟丝段和颗粒段组成。烟支为烟丝&颗粒式烟支,或者为颗粒&烟丝式烟支。如图1所示,烟丝&颗粒式烟支的复合释烟段为烟丝段位于烟支最前端,颗粒段位于烟丝段之后并临近滤嘴段;如图3所示,颗粒&烟丝式烟支的复合释烟段为颗粒段位于烟支最前端、烟丝段位于颗粒段之后并临近滤嘴段。
35.对于上述两种结构的烟支以不同的实施例具体介绍如下。
36.实施例1、烟丝&颗粒式复合型加热卷烟烟支
37.如图1所示,本实施例的烟丝&颗粒式烟支包括复合释烟段和滤嘴段。
38.复合释烟段由烟丝段1和颗粒段2组成,且烟丝段1位于烟支最前端,颗粒段2位于烟丝段之后并临近滤嘴段。烟丝段1包括烟丝段成型纸11和包裹在烟丝段成型纸11内的烟丝12。颗粒段2包括颗粒状释烟材料21。
39.滤嘴段包括依次相连的第一滤嘴段、第二滤嘴段4和第三滤嘴段5;第一滤嘴段靠近复合释烟段、第三滤嘴段位于唇端。对于本实施例的烟丝&颗粒式烟支,第一滤嘴段为瑞士卷阻隔件3,第二滤嘴段4为实心纤维丝束滤棒,第三滤嘴段5为异型醋纤嘴棒。
40.烟丝段1、颗粒段2和瑞士卷阻隔件3由第一复合滤棒成型纸6包裹成第一复合滤
棒;第二滤嘴段4的实心滤棒42由第二滤嘴段成型纸41包裹,第三滤嘴段5为无纸滤棒,第二滤嘴段4和第三嘴棒段5由第二复合滤棒成型纸7包裹成第二复合滤棒;第二复合滤棒和第一复合滤棒由商标纸8连接成复合型加热卷烟烟支。商标纸包裹第二复合滤棒的全部、包裹第一复合滤棒5-10cm长度。
41.具体实施时:烟丝段1长度为7-15mm、直径为17.0-25.0mm;颗粒段2长度为5-10mm、直径为17.0-24.0mm;瑞士卷阻隔件3长度为5-12mm、直径为17.0-25.0mm;第二滤嘴段4长度为8-15mm、直径为17.0-25.0mm;第三滤嘴段5长度为7-15mm、直径为17.0-25.0mm;烟丝段1、颗粒段2、瑞士卷阻隔件3、第二滤嘴段4以及第三滤嘴段5的直径相同。本实施例中,各段直径皆为22.5mm,烟丝段1、颗粒段2、瑞士卷阻隔件3、第二滤嘴段4以及第三滤嘴段5的长度分别为10mm、5mm、8mm、10mm、10mm。
42.具体实施时:烟丝12为无序烟丝或者有序排列烟丝,烟丝段成型纸11的防油等级在5-8之间(如可为5、6、7、8)、克重在35-70g/m2之间(如可为40g/m2、45g/m2、55g/m2等等),硬度大于80。本实施例中,烟丝12为无序排列烟丝,烟丝成型纸11的防油等级为6、克重为45g/m2,烟丝段的硬度为85。
43.具体实施时:颗粒状释烟材料21为规则或者不规则形状,粒径0.1mm-3.0mm之间,堆积密度为0.3-0.9g/cm3,流动性指数大于65。若颗粒粒径低于0.1mm,会造成吸阻过大,且存在颗粒泄露风险;若颗粒粒径大于3.0mm,会造成吸阻偏小,出现抽空感,且释烟不足。若堆积密度小于0.3g/cm3,颗粒堆积松散,虽然前期烟雾释放快速充足,但后期衰减明显;若堆积密度高于0.9g/cm3,颗粒堆积较为密实,会造成吸阻偏大,且前期烟雾释放不足。若流动指数低于65,会影响颗粒灌装工艺。本实施例中,颗粒状释烟材料21为不规则状,粒径0.5-1.0mm之间,堆积密度为0.65g/cm3,流动性指数为80。
44.具体实施时:如图2所示,瑞士卷阻隔件是由第二纸管31和第二纸管31内部的瓦楞纸板卷32组成。瓦楞纸板卷的纵向气流通道数量在10~50个/cm2、且纵向气流通道的横截面面积占瑞士卷阻隔件横截面面积的20%~80%。第二纸管31的壁厚为0.2-0.4mm;瓦楞纸板卷32由单面或三层瓦楞纸板卷制而成。若纵向气流通道数量低于10个/cm2,会造成吸阻偏大,若纵向气流通道数量高于50个/cm2,会因表面积过大而吸附烟气。若气流通道横截面积占比低于20%,会造成吸阻偏大,若气流通道横截面积占比高于80%,存在颗粒状释烟材料泄露至第二滤棒段一侧的风险。本实施例中,瑞士卷阻隔件3的纵向气流通道数量为20个/cm2,其横截面面积占比为30%,第二纸管31的壁厚为0.25mm,瓦楞纸板卷32由单面瓦楞纸板卷制而成。
45.具体实施时:第一复合滤棒成型纸6定量为30-70g/m2、防油等级在6-8之间、不透明度大于75%、在280℃下受热5分钟色差变化低于50%。若定量低于30g/m2,防油效果不好,且滤棒硬度偏低;若定量高于70g/m2,复合滤棒外观搭口明显,且复合效率偏低。若防油等级低于6,烟支表面出现渗油;若防油等级大于8,会造成复合成型时搭扣粘接不牢,滤棒暴口。若不透明度低于75%,遮盖力不佳,容易出现渗油问题。若在280℃下受热5分钟色差变化高于50%,会造成抽吸完毕,烟支外观碳化严重的缺陷。本实施例中,第一复合滤棒成型纸6的定量为45g/m2、防油等级为7、不透明度为80%、在280℃下受热5分钟色差变化低于40%。
46.具体实施时:第二滤嘴段4由实心滤棒42和包裹实心滤棒42的第二滤嘴段成型纸
41组成,其中实心滤棒42由醋酸纤维、聚乳酸纤维、聚对苯二甲酸乙二醇酯纤维、聚对苯二甲酸丁二醇酯纤维和聚丁二酸丁二醇酯纤维中的一种制成。滤棒吸阻20-50pa/10mm。本实施例中,实心滤棒42由醋纤丝束制成,滤棒吸阻为30pa/10cm,用作第二滤嘴段成型纸41的高透成型纸透气度为7000cu。
47.具体实施时:第三滤嘴段5为异型醋纤嘴棒,其异型结构位于嘴棒外围和/或嘴棒内部。位于嘴棒外围的异形结构是在嘴棒圆柱面沿周向均匀分布有5-9个齿轮状沟槽,沟槽体积占整个嘴棒体积的20-50%之间;位于嘴棒内部的异形结构是在嘴棒中轴设置有一个沿嘴棒轴向贯通的空腔,空腔截面呈圆形、多变形、星形、心形、叶形等,空腔体积占整个嘴棒体积的30-80%。本实施例中,第三滤嘴段5的异形结构是在滤棒内部轴线贯通一圆形空腔,空腔体积为整个滤棒体积的60%。
48.具体实施时:第二复合滤棒成型纸7的透气度大于6000cu,定量25-50g/m2。商标纸8定量大于35-55g/m2。若商标纸定量低于35g/m2,会造成搓接时滤嘴起皱;若商标纸定量高于55g/m2,搓接牢固性不好。本实施例中,商标纸8定量为40g/m2,第二复合滤棒成型纸7的透气度为8000cu、定量为40g/m2。
49.本实施例的烟丝&颗粒式复合型加热卷烟烟支的制作方法,包含以下步骤:
50.1)利用滤棒复合设备,将烟丝段、颗粒状释烟材料和第一滤嘴段包裹在第一复合滤棒成型纸内,将第二滤嘴段和第三滤嘴段包裹在第二复合滤棒成型纸内,分别获得第一复合滤棒和第二复合滤棒。
51.2)利用卷烟搓接机,将第一复合滤棒与第二复合滤棒通过商标纸搓接,形成烟丝&颗粒复合型加热卷烟烟支。
52.实施例2、颗粒&烟丝式复合型加热卷烟烟支
53.如图3所示,本实施例为颗粒&烟丝式复合型加热卷烟烟支,其与实施例1所示的烟丝&颗粒式复合型加热卷烟烟支类似,不同之处在于:
54.复合释烟段也是由烟丝段1和颗粒段2组成,但颗粒段2位于烟支最前端,烟丝段1位于烟丝段之后并临近滤嘴段。颗粒段2中的颗粒状释烟材料21封装在端口粘有封口纸23的第一纸管22内。第一滤嘴段9为纸管或薄壁空腔滤棒。第一复合滤棒成型纸6将颗粒段2、烟丝段1和第一滤嘴段9包裹成第一复合滤棒。
55.具体实施时:第一滤嘴段9为薄壁空腔滤棒,壁厚为0.2-1.5mm,占滤棒直径的20%以内,可为醋纤丝束中空滤棒或纸管。若第一滤嘴段9的壁厚低于0.2mm,硬度偏低,影响烟支成型;若第一滤嘴段9壁厚高于1.5mm,且占滤棒直径高于20%,会导致烟雾释放不足。本实施例中,第一滤嘴段9为薄壁醋纤中空滤棒,空腔内径占滤棒直径的15%。
56.具体实施时:颗粒段2的前端封口纸为高透成型纸,其透气度大于4000cu,定量20-45g/m2之间,颜色为咖啡色。若透气度低于4000cu,会造成吸阻偏大。若定量低于20g/m2,纸张强度偏低,容易破裂;若定量高于45g/m2,纸张偏硬,封口贴合度不好,导致封口强度不牢固,且不易刺破。本实施例中,封口纸透气度为8000cu,定量为30g/m2。
57.具体实施时:颗粒段2的第一纸管的壁厚为0.1-0.4mm。本实施例中,第一纸管22壁厚为0.3mm。
58.具体实施时:颗粒段长度为7-15mm,烟丝段长度为5-10mm。本实施例中,颗粒段长度为10mm,烟丝段长度为5mm。
59.本实施例的颗粒&烟丝式复合型加热卷烟烟支的制作方法,包含以下步骤:
60.1)利用滤棒复合设备,将第一纸管、烟丝段和第一滤嘴段包裹在第一复合滤棒成型纸内,将第二滤嘴段和第三滤嘴段包裹在第二复合滤棒成型纸内,分别获得第一复合滤棒和第二复合滤棒。
61.2)利用卷烟搓接机,将第一复合滤棒与第二复合滤棒通过商标纸搓接,形成空烟管。
62.3)利用颗粒灌封设备,将颗粒状释烟材料灌入空烟管的第一纸管内,并在管口涂胶,再经高透气纸与涂胶管口粘合,最后经干燥,即完成颗粒&烟丝复合型加热卷烟烟支的制作。
63.采用相同烟具抽吸,将实施例1和实施例2所提供的复合型加热卷烟产品与某市售薄片型烟支及某市售颗粒型烟支进行感官质量对比,结果如表1所示,可以看出:与某市售薄片型烟支相比,本实用新型所提供烟支雾化量、轻松感、口感等指标均较好,且刺激性较低。与某市售颗粒型烟支相比,雾化量和刺激性接近,但抽吸轻松感更好。因此,本实用新型所提供复合式加热卷烟具有更优良的感官质量。
64.表1
[0065][0066]
以上仅为本实用新型的示例性实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所做的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。