1.本实用新型涉及香烟制造技术领域,尤其涉及卷烟设备。
背景技术:
2.为避免硼酸对人身造成伤害,卷烟设备使用的硼酸胶水将被停止使用,更换为绿色环保的无硼酸胶水。由于无硼酸胶水较之硼酸胶水固化时间的延长,造成水松纸在被涂胶后容易在卷烟设备的相关部件上产生大量的胶垢,如不及时清理会对烟支质量造成极大影响。其中,水松纸的切纸轮挂胶问题是由于切纸轮经过一段时间的运行,水松纸与切纸轮长时间摩擦,切纸轮表面出现了与水松纸宽度(例如为60mm)相等的磨损。因为切纸轮宽度(例如为92mm)大于水松纸的宽度,原切纸轮的刮刀宽度(例如为106mm)大于切纸轮宽度,切纸轮与水松纸接触的60mm发生磨损之后,其余部位没有磨损。这样磨损的切纸轮与刮刀之间出现了间隙,造成切纸轮上的胶水清理效果不好,形成胶垢。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种卷烟设备,可以对切纸轮上的胶水进行有效清理,避免形成胶垢。
4.根据本实用新型实施例的卷烟设备,包括机座以及在所述机座上依次设置的上胶辊、切纸轮和搓板鼓,还包括:
5.刮刀,对应所述切纸轮设置,且所述刮刀包括主刀段;
6.所述切纸轮包括适于接触水松纸的工作区域,所述主刀段的宽度和所述工作区域的宽度相等,且所述主刀段与所述工作区域弹性接触。
7.根据本实用新型实施例的卷烟设备,所述刮刀还包括位于所述主刀段两侧的辅助刀段,所述切纸轮还包括位于所述工作区域两侧的边缘区域,所述辅助刀段和所述边缘区域对应,且所述主刀段相对所述辅助刀段凸出。一般情况下,主刀段可以对切纸轮的工作区域进行刮胶。而在经过较长时间之后,如果在切纸轮的边缘区域也产生了挂胶区域,则此时辅助刀段可以对边缘区域进行清洁刮胶。
8.根据本实用新型的一个实施例,所述刮刀还包括位于所述主刀段两侧的辅助刀段,所述切纸轮还包括位于所述工作区域两侧的边缘区域,所述辅助刀段和所述边缘区域对应,且所述主刀段相对所述辅助刀段凸出。
9.根据本实用新型的一个实施例,所述主刀段和所述辅助刀段均包括倾斜刀面,且所述倾斜刀面朝向所述切纸轮设置。
10.根据本实用新型的一个实施例,所述刮刀和所述机座通过扭簧连接,所述扭簧包括第一扭簧臂和第二扭簧臂,所述第一扭簧臂与所述刮刀抵接,所述第二扭簧臂与所述机座固定。
11.根据本实用新型的一个实施例,所述刮刀还包括连接所述主刀段的连接部,所述连接部设置有铰接孔,所述刮刀通过所述铰接孔铰接于所述机座,且所述第一扭簧臂和所
述连接部固定。
12.根据本实用新型的一个实施例,所述上胶辊包括大胶辊,所述大胶辊的涂胶区域深度为0.020mm-0.025mm。
13.根据本实用新型的一个实施例,所述卷烟设备还包括:
14.清洁刷,对应所述搓板鼓的外表面设置。
15.根据本实用新型的一个实施例,所述清洁刷和所述搓板鼓的外表面之间具有间隙。
16.根据本实用新型的一个实施例,所述间隙为0.05mm-0.1mm。
17.根据本实用新型的一个实施例,所述清洁刷包括:
18.固定块,固定至所述卷烟设备的针辊挡板;
19.安装件,用于可拆卸的安装铜丝刷;
20.调节板,一端连接所述固定块,另一端连接所述安装件。
21.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
22.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
23.图1是本实用新型实施例提供的卷烟设备的局部结构示意图;
24.图2是本实用新型实施例提供的卷烟设备的各部件之间的分布关系示意图;
25.图3是本实用新型实施例提供的刮刀的其中一个视角下的结构示意图;
26.图4是本实用新型实施例提供的刮刀的另外一个视角下的结构示意图;
27.图5是现有技术提供的刮刀的结构示意图;
28.图6是本实用新型实施例提供的大胶辊的其中一个视角下的结构示意图;
29.图7是本实用新型实施例提供的大胶辊的另外一个视角下的结构示意图;
30.图8是本实用新型实施例提供的固定块的其中一个视角下的结构示意图;
31.图9是本实用新型实施例提供的固定块的另外一个视角下的结构示意图;
32.图10是本实用新型实施例提供的固定块的其中一个视角下的结构示意图;
33.图11是本实用新型实施例提供的调节板的另外一个视角下的结构示意图;
34.图12是本实用新型实施例提供的调节板的又一个视角下的结构示意图;
35.图13是本实用新型实施例提供的安装件的其中一个视角下的结构示意图;
36.图14是本实用新型实施例提供的安装件的另外一个视角下的结构示意图;
37.附图标记:
38.1、切纸轮;
39.2、刮刀;201、主刀段;202、辅助刀段;203、连接部;204、铰接孔;205、倾斜刀面;
40.3、扭簧;
41.4、大胶辊;401、涂胶区域;
42.5、清洁刷;501、固定块;502、安装件;503、调节板;
43.6、搓板鼓。
具体实施方式
44.下面结合附图和实施例对本实用新型的实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
45.在本实用新型实施例的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型实施例的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
46.在本实用新型实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型实施例中的具体含义。
47.在本实用新型实施例中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
48.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型实施例的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
49.卷烟设备工作时,电机带动胶水泵运转,将乳胶从胶桶经胶管送到胶水缸中,当控胶辊与上胶辊对滚后,控胶辊凹槽内的乳胶就涂在水松纸的中心,与上胶辊的上胶对称中心一致。在上胶辊的上方装有抬纸棒,当检测到水松纸有接头或者卷烟设备停止工作时,抬纸棒将水松纸抬高,避免水松纸上胶。
50.上胶后的水松纸通过预加热器,预加热器的作用是给上胶后的水松纸加热,以提高乳胶的粘接性能。水松纸通过预加热器后进入切纸轮1(也即水松纸鼓),切纸轮1与水松纸切刀的作用是将水松纸连续地切割成一张张纸片,分开一段距离,将纸片一一对应地粘在靠拢轮的槽内“组烟”上。涂抹上无硼酸胶水的水松纸在水松纸切纸轮1上被切刀切断时,水松纸上的胶水自然被带到切纸轮1上和切刀上,如不及时清理,胶垢会越积越多,会影响
水松纸的传送质量和切割质量,造成水松飞纸、跑纸、双张等质量问题。根据生产品种不同,一般清理频次为间隔30分钟一次。靠拢轮的作用是将“组烟”的三段相互靠紧,并与卷烟设备中线对正,将切纸轮1上的纸片前端粘贴在“组烟”上。粘上水松纸的“组烟”继续传递到搓板鼓6及及搓板,搓板鼓6及搓板使水松纸纸片包裹“组烟”从而形成双倍长度的滤嘴香烟。
51.根据本实用新型的实施例,为了对切纸轮1上的胶水进行有效清理,避免形成胶垢,提出一种卷烟设备,包括机座以及在机座上依次设置的上胶辊、切纸轮1和搓板鼓6,还包括刮刀2。刮刀2对应切纸轮1设置,且刮刀2包括主刀段201;切纸轮1包括适于接触水松纸的工作区域,主刀段201的宽度和工作区域的宽度相等,且主刀段201与工作区域弹性接触。
52.根据本实用新型实施例的卷烟设备,由原刮刀2与切纸轮1全接触改为部分接触。例如,以水松纸宽度为60mm(毫米)的情形为例,此时切纸轮1的工作区域也为60mm,则刮刀2主刀段201的宽度也为60mm。由此,刮刀2主刀段201与切纸轮1易磨损的工作区域接触,切纸轮1的其他部位不与刮刀2接触,这样不管切纸轮1有多少磨损,刮刀2与切纸轮1也不会产生间隙,始终保证刮刀2的刮胶效果。此外,由于主刀段201和工作区域弹性接触,进而可以对刮刀2起到保护作用,更好的保证刮刀2的刮胶效果。
53.根据本实用新型的实施例,刮刀2还包括位于主刀段201两侧的辅助刀段202,切纸轮1还包括位于工作区域两侧的边缘区域,辅助刀段202和边缘区域对应,且主刀段201相对辅助刀段202凸出。一般情况下,主刀段201可以对切纸轮1的工作区域进行刮胶。而在经过较长时间之后,如果在切纸轮1的边缘区域也产生了挂胶区域,则此时辅助刀段202可以对边缘区域进行清洁刮胶。
54.根据本实用新型的实施例,主刀段201和辅助刀段202均包括倾斜刀面205,且倾斜刀面205朝向切纸轮1设置。该种情况下,可以保证刮刀2和切纸轮1表面之间有效的接触面积,进而保证刮胶效果。
55.根据本实用新型的实施例,刮刀2和机座通过扭簧3连接,扭簧3包括第一扭簧臂和第二扭簧臂,第一扭簧臂与刮刀2抵接,第二扭簧臂与机座固定。刮刀2通过扭簧3连接可以保证刮刀2和切纸轮1之间弹性接触以避免刮刀2崩断。
56.根据本实用新型的实施例,刮刀2还包括连接主刀段201的连接部203,连接部203设置有铰接孔204,刮刀2通过铰接孔204铰接于机座,且第一扭簧臂和连接部203固定。由于刮刀2铰接于基座,进而刮刀2可以相对基座摆动。在此基础上,第一扭簧臂可以对刮刀2的位置进行限定。
57.根据本实用新型的实施例,上胶辊包括大胶辊4,大胶辊4的涂胶区域401深度为0.020mm-0.025mm。请参见图6和图7,为减少水松纸激光孔涂胶后的渗胶量和各鼓轮挂胶量,将大胶辊4涂胶区域401的深度由原来的0.025mm-0.030mm改为0.020mm-0.025mm,使大胶辊4与小胶辊涂胶间隙变小,小胶辊的涂胶量变薄,相应的涂到水松纸上的胶量减少,这样可以有效降低激光孔渗胶和各鼓轮的挂胶量。
58.涂上胶水的水松纸“组烟”在滚卷成型过程中,胶水被赶出流到搓板鼓6和搓板上,越积越多形成胶柱,严重影响烟支的搓接质量和外观质量。为了产品质量,操作工就要频繁的停机保养设备,增加了操作工的劳动强度,极大的降低了设备有效作业率。有鉴于此,根据本实用新型实施例的卷烟设备还包括清洁刷5,清洁刷5对应搓板鼓6的外表面设置。
59.为了保证搓板鼓6表面上的耐磨涂层不受损坏,清洁刷5和搓板鼓6的外表面之间
具有间隙。例如,间隙为0.05mm-0.1mm。当然,间隙还可以选择其他合适的范围。
60.根据本实用新型的实施例,清洁刷5包括以下几种清洁方式:设备自身传动动力式、马达传动动力式和无动力式。其中,设备自身动力传动方式是通过卷烟设备的齿轮箱齿轮做动力带动清洁刷5与搓板鼓6反向转动达到清洁目的。优点是清洁效果好,缺点是齿轮传动需自己制作加工齿轮及齿轮轴,其加工精度要求极高,如加工精度达不到要求易造成齿轮配合不好,而打坏齿轮对设备造成损坏。马达传动动力式通过一个外用电机直接带动清洁刷5工作。优点是清洁效果好,缺点是搓板鼓6空间狭小,安装电机位置比较勉强。无动力式清洁刷5是不通过任何动力使清洁刷5在静止状态下达到清洁目的。优点是清洁效果好、安装简单,而且不影响操作工正常的设备维护。
61.根据本实用新型的实施例,清洁刷5采用无动力式,包括固定块501、安装件502和调节板503。其中,固定块501固定至卷烟设备的针辊挡板;安装件502用于可拆卸的安装铜丝刷;调节板503一端连接固定块501,另一端连接安装件502。安装件502形成有凹口,凹口设定为活口,当铜丝刷有磨损时可以很容易更换新铜丝刷。
62.下面结合卷烟设备的型号对本实用新型实施例的方案进行说明:
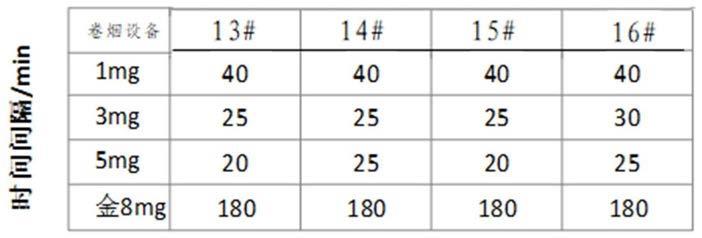
63.从生产品种上看:生产1mg(毫克)、3mg、5mg特别严重;生产红金8mg时最好。从机台上看:13#、14#、15#、16#特别严重,所以以这几台车为试验机台。分别统计一星期13#、14#、15#、16#卷烟机分别1mg、3mg、5mg、金8mg卷烟时max所需保养的时间间隔,统计数据分析如表1所示。
64.13-16号卷烟设备生产不同牌号烟支时max保养频次/min(改进前)
[0065][0066]
表1
[0067]
尤其采用采用预打孔的卷烟品种不同程度有挂胶现象,随打孔数量与孔径的增大挂胶越严重。无硼酸胶鼓轮挂胶问题已经严重影响了设备的生产效率,严重影响了产品质量物理指标的达标,严重影响了产品外观的搓接质量,极大的增加了残烟消耗和原材料消耗。解决鼓轮挂胶问题已到了亟待解决的问题。
[0068]
本实用新型实施例,通过改进刮刀2和设置搓板鼓6的清洁刷5等一系列措施,在卷包车间14号卷烟机安装试验,经过30天现场观察、检验。切纸轮1刮刀2经过改进后,保证了刮刀2与切纸轮1紧密接触,切纸轮1上的胶垢被及时清除,刮除胶垢效果极为明显。搓板鼓6安装清洁刷5后每旋转一周,都要经过清洁刷5清洁一次,超过高于0.05mm-0.1mm的胶垢和胶柱被有效清除,刮胶情况明显改善。现操作工因用无硼酸胶水产生的鼓轮挂胶停机保养次数,已由最严重的30分钟一次保养,减少到4小时一次保养。同时解决了因鼓轮挂胶问题造车的烟支质量缺陷,提高了产品质量,减少了浪费。
[0069]
进过改善后,分别统计一星期13#、14#、15#、16#卷烟机分别1mg、3mg、5mg、金8mg卷
烟时max所需保养的时间间隔,如表2所示。
[0070]
13-16号卷烟设备生产不同牌号烟支时max保养频次/min(改进后)
[0071][0072]
表2
[0073]
进过对比我们发现,这四台卷烟机改进后分别生产1mg、3mg、5mg、金8mg卷烟时,max切刀、各个鼓轮和搓板的挂胶情况都有很大的改善,所以正常生产时所需要停车保养的时间也提高了很多,基本达到了连续生产2小时保养一次的水平,达到了预期效果。
[0074]
综上,本实用新型实施例的卷烟设备,通过改进水松纸切纸轮1对应的刮刀2和设置搓板鼓6的清洁刷5等一系列措施,极大的减少了使用无硼酸胶水后对机台的影响,提高了机台的生产效率,减轻了操作工的工作强度,为最终卷烟设备全面使用无硼酸胶水打下了坚实的基础。同时也得到了乳胶生产厂家技术行业人员的认可,具有向卷烟行业推广的基础。
[0075]
以上实施方式仅用于说明本实用新型,而非对本实用新型的限制。尽管参照实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,对本实用新型的技术方案进行各种组合、修改或者等同替换,都不脱离本实用新型技术方案的精神和范围,均应涵盖在本实用新型的权利要求范围中。