1.本发明涉及卷烟领域,尤其涉及卷烟及其降温滤棒和降温滤棒的制备方法。
背景技术:
2.卷烟尤其是加热不燃烧卷烟作为新型烟草制品,通过加热元件对烟草物质进行加热。当加热时温度达到300℃左右,烟草物质经高温雾化成气溶胶(俗称“烟气”)。气溶胶经过滤嘴直接进入口腔。为了达到充足的气溶胶体验,要求滤材尽量减少对气溶胶的吸附,因此滤材长度受限。受滤材长度限制以及气流流速较快的影响,进入口腔中的气溶胶温度较高,消费者体验时容易烫嘴。
3.现有技术中加热不燃烧卷烟都采用了多段式的烟支设计对烟芯段产生的烟气进行处理,其中降温段一般由经压纹处理的聚乳酸膜聚拢而成,旨在降低烟气温度,但聚乳酸薄膜仍存在以下问题:1、聚乳酸属于热塑性材料,受热后会发生变形而封堵部分烟气通道,影响降温效果并降低烟雾量;2、受滤棒长度和聚乳酸材料的限制,烟气流速较快,降温幅度有限。过热烟气快速传导,使得消费者体验时感觉到烫嘴;3、经压纹后的聚乳酸薄膜聚拢后形成的孔洞呈随机排列状,压降波动幅度大,且孔洞容易发生塌陷和变形,对卷烟稳定性造成影响。
4.公布号cn109430937a的专利公开了“一种降温嘴棒、制备方法及加热不燃烧卷烟”。该降温嘴棒包括冷却段,冷却段为分布有结晶水合物的纸嘴棒,纸嘴棒通过折叠或卷制工艺进行成型处理制得。冷却段的降温原理是:结晶水合物通过相变失去结晶水,并吸收部分热量,使得烟气温度降低。又由于冷却段为纸质滤棒,硬挺度较低,因此在卷烟上应用时支撑不够容易变形。另外通过折叠或卷制工艺进行成型处理制得的滤棒截面孔洞呈不规则排列,容易发生塌陷和变形,影响卷烟稳定性。
5.公布号cn109998157a的专利公开了“一种用于加热不燃烧卷烟烟支的冷却元件及包含其的烟支”。该冷却元件为涂布有增香凝胶层的无纺布层与醋酸纤维丝束或聚乳酸膜随机无序聚拢并经成型纸包裹而成的滤棒段单元。选用无纺布层与聚乳酸膜随机无序聚拢制备冷却元件,聚乳酸受热后会发生形变从而封堵部分烟气通道,且孔洞容易发生塌陷和变形,影响卷烟抽吸的稳定性。而选用无纺布与醋酸纤维丝束进行组合制备冷却元件,醋酸纤维丝束本身不具备良好的降温性能,降温幅度有效。
6.采用传统的卷搓工艺能够制得滤棒,但是在卷搓之前,就需要对片状滤棒基材的背面涂胶,以在卷搓后,能够保持滤棒的形状。这样一来,在卷搓时,如果需要对滤棒的形状微调,由于胶的牵扯,会使滤棒变形,尤其是会使滤棒中的通孔部分被封堵。
7.此外,由于需要提前涂胶,且涂胶的面积大,因此后续用户抽吸时,由于滤棒的温度较高,胶受热会形成杂味,从而影响用户的口感。
技术实现要素:
8.本发明的一个优势在于提供降温滤棒的制备方法,其中所述制备方法可以有效的
改善所述降温滤棒内孔洞塌陷和变形的情况,提高所述降温滤棒的孔隙率,提高所述降温滤棒的降温效果。
9.本发明的一个优势在于提供降温滤棒的制备方法,其中所述支撑凸起对卷制形成的所述降温滤棒的轴向和径向均具有良好的支撑作用,卷制而成的所述降温滤棒具有较高的硬挺度,不容易变形,稳定性高。
10.为达到本发明以上至少一个优势,本发明的一个优势在于提供降温滤棒的制备方法,包括:提供一片状滤棒基材,所述片状滤棒基材内形成多个第一降温通道,所述第一降温通道贯穿所述片状滤棒基材的两端,所述第一降温通道沿纵向延伸,所述片状滤棒基材具有一凹凸支撑面和一平整面,所述凹凸支撑面形成多个向内凹陷且沿所述纵向延伸的降温槽,相邻所述降温槽间隔设置以形成支撑凸起;第一次卷制所述片状滤棒基材,以制得端面呈螺旋状的粗制滤棒,且沿所述粗制滤棒的径向,所述凹凸支撑面与所述平整面交错间隔排列;第二次卷制所述粗制滤棒,以减小相邻所述凹凸支撑面和所述平整面之间的径向间距,以使所述凹凸支撑面的支撑凸起抵接所述平整面,且所述降温槽的开口被所述平整面封闭形成第二降温通道,以制得精制滤棒;以及,将位于所述精制滤棒最外部的所述凹凸支撑面与位于其内侧的所述平整面粘合制得降温滤棒。
11.根据本发明一实施例,所述降温滤棒的孔隙率为60
‑
80%,具有所述降温滤棒的卷烟被抽吸后的最大塌陷值为0.2
‑
0.3mm。
12.根据本发明一实施例,所述片状滤棒基材具有一横向卷制起始端和一横向卷制终止端,所述第一次卷制是沿横向由所述横向卷制起始端搓卷至所述横向卷制终止端;所述第二次卷制是引导所述粗制滤棒内的所述横向卷制起始端由外向内收卷。
13.根据本发明一实施例,所述片状滤棒基材包括一降温层和一平整层,所述凹凸支撑面形成在所述降温层的上表面和下表面,所述平整面形成在所述平整层的上表面和下表面,所述平整层平铺在所述降温层的下方以使所述降温槽的开口被封闭以形成所述第一降温通道。
14.根据本发明一实施例,所述片状滤棒基材包括一降温层和一平整层,所述降温层和所述平整层的上表面均形成为所述凹凸支撑面,所述降温层和所述平整层的下表面均形成为所述平整面,所述平整层平铺在所述降温层的下方以使所述降温槽的开口被封闭以形成所述第一降温通道。
15.根据本发明一实施例,所述片状滤棒基材由所述降温纸和所述平整纸复合形成,所述降温纸形成所述降温层,所述平整纸形成所述平整层,所述降温纸内固化有固
‑
液相变的相变温度为35℃
‑
64℃的温敏相变材料。
16.根据本发明一实施例,所述降温纸是通过先将聚乙二醇涂覆液涂覆在纤维素纸表面随后冷却定型制得。
17.根据本发明一实施例,所述聚乙二醇涂覆液是通过将聚乙二醇混合料加热熔融制得,所述聚乙二醇混合料包括聚乙二醇和辅料,所述辅料包括雾化剂和增香助剂中的一种或多种。
18.为达到本发明上述至少一个优势,本发明还提供降温滤棒,所述降温滤棒是采用如上所述的制备方法制成,所述降温滤棒内形成多个所述第一降温通道和多个所述第二降温通道,多个所述第一降温通道和多个所述第二降温通道均呈螺旋状排列,所述第一降温
通道和所述第二降温通道均贯穿所述降温滤棒的轴向两端。
19.为达到本发明上述至少一个优势,本发明还提供卷烟,所述卷烟包括如上所述的降温滤棒。
附图说明
20.图1示出了本发明的片状滤棒基材的剖面图。
21.图2示出了本发明的片状滤棒基材的俯视图。
22.图3示出了本发明的片状滤棒基材第一次卷制形成的粗制滤棒的结构示意图。
23.图4示出了本发明的片状滤棒基材第二次卷制形成的精制滤棒的结构示意图。
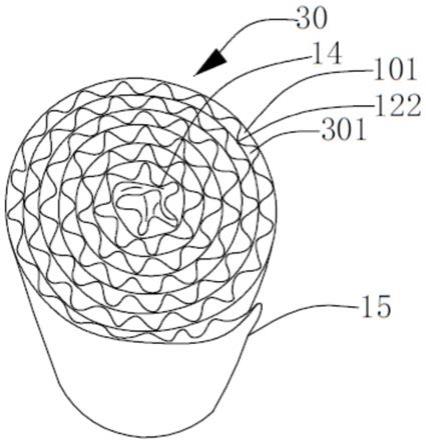
24.图5示出了本发明的降温滤棒的端面示意图。
25.10:片状滤棒基材,101:第一降温通道,12:凹凸支撑面,121:降温槽,122:支撑凸起,13:平整面,14:横向卷制起始端,15:横向卷制终止端,16:降温层,17:平整层;
26.20:粗制滤棒;
27.30:精制滤棒,301:第二降温通道;
28.40:降温滤棒。
具体实施方式
29.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本发明的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本发明的精神和范围的其他技术方案。
30.本领域技术人员应理解的是,在本发明的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本发明的限制。
31.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
32.参考图1至图5,详细描述本发明的所述降温滤棒的制备方法,包括以下步骤:
33.(1)参考图1和图2,提供一片状滤棒基材10。所述片状滤棒基材10内形成多个第一降温通道101,所述第一降温通道101贯穿所述片状滤棒基材10的两端,所述第一降温通道101沿纵向延伸,参考图2,所述纵向即如图2中的箭头所示的由上至下或由下至上的方向。所述片状滤棒基材10具有一凹凸支撑面12和一平整面13。所述凹凸支撑面12形成多个向内凹陷且沿所述纵向延伸的降温槽121。相邻所述降温槽121间隔设置以形成支撑凸起122。
34.(2)参考图1至图3,第一次卷制所述片状滤棒基材10制得端面呈螺旋状的粗制滤棒20,由此,形成的所述粗制滤棒20如图3所示,沿所述粗制滤棒20的径向,所述凹凸支撑面12与所述平整面13交错间隔排列。该步骤相当于先将所述片状滤棒基材10预制成立体呈圆柱状态、端面呈螺旋状的粗制滤棒20,也就是说,相当于先塑造形成所述降温滤棒的基本形
态,以方便后续加工。
35.(3)参考图3和图4,第二次卷制所述粗制滤棒20,以减小相邻所述凹凸支撑面12和所述平整面13之间的径向间距,以使所述凹凸支撑面12的支撑凸起122抵接所述平整面13,同时所述降温槽121的开口被所述平整面13封闭形成第二降温通道301,以制得精制滤棒30。
36.普通的滤棒卷制方式例如直接一次卷制即制得相同外径的滤棒的方式,会对形成的降温滤棒内的所述第一降温通道101形成较大的挤压力,使所述第一降温通道101发生变形和塌陷,形成的滤棒的稳定性低,影响滤棒的降温效果。本发明方法通过两次卷制制得所述降温滤棒,两次卷制过程中的卷制力对降温通道的影响程度小。具体地,在两次卷制过程中,第一次卷制形成大致呈圆柱状且端面呈螺旋状的所述粗制滤棒20,塑造形成所述降温滤棒的基本形态,由于第一次卷制的径向空间大,沿径向方向,相邻的所述凹凸支撑面12和所述平整面13可有一定间距,因此所述第一降温通道101受影响程度较小。在所述降温滤棒的基本形态已经稳定的基础上,第二次卷制所述粗制滤棒20,减小相邻的所述凹凸支撑面12和所述平整面13之间的径向间距,随着所述径向间距的不断减小,所述粗制滤棒20的外径也会不断减小,当相邻的所述凹凸支撑面12的支撑凸起122抵接所述平整面13时,卷制停止,由此形成外径合适的所述精制滤棒30。由此,可以看出,第二次卷制通过精确控制所述径向间距不断减小,使得所述第一降温通道101受影响程度较小,且形成所述第二降温通道301。
37.(4)将位于所述精制滤棒30最外部的所述凹凸支撑面12与位于其内侧的所述平整面13粘合制得降温滤棒。其他粘合方式,例如在卷制之前即在所述片状滤棒基材10的所述凹凸支撑面12涂覆粘结剂。在卷制过程中,由于粘结剂的牵扯,形成的滤棒会变形,所述降温通道也会发生变形和被封堵。因此,相比于其他粘合方式,本发明在第二次所述卷制后将位于所述精制滤棒30最外部的所述凹凸支撑面12与位于其内侧的所述平整面13粘合制得降温滤棒的方式,不会导致所述第一降温通道101和所述第二降温通道301发生变形和堵塞,形成的所述降温滤棒的稳定性会更好。
38.综上所述,本发明采用两次卷制配合最后粘合制备所述降温滤棒的方式,使得所述第一降温通道101和所述第二降温通道301不容易变形、坍塌和堵塞,所述降温滤棒的孔隙率高,稳定性高,压降稳定,高温气溶胶流经所述降温通道时也能够有更大的流通面积,降温效果也更好。
39.具体地,所述片状滤棒基材10具有一横向卷制起始端14和一横向卷制终止端15。所述第一次卷制是沿横向由所述横向卷制起始端14搓卷至所述横向卷制终止端15。参考图2,所述横向即如图2中的箭头所示的由前至后或由后至前的方向,由于所述横向与所述纵向垂直,且所述第一降温通道101和所述支撑凸起122均沿纵向延伸,所以沿横向卷制,相当于以所述第一降温通道101和所述支撑凸起122的延伸方向形成为卷制后的所述粗制滤棒20的轴向为目的进行搓卷,卷制过程中,所述第一降温通道101和所述支撑凸起122不会受影响而发生部分弯折等现象,不会使所述第一降温通道101以及后续形成的所述第二降温通道301不稳定。所述第二次卷制是引导所述粗制滤棒20内的所述横向卷制起始端14由外向内收卷。具体地,可以为在所述粗制滤棒内部牵引所述横向卷制起始端沿由外向内延伸的螺旋线移动。第二次卷制通过精确控制所述径向间距不断减小,制得外径合适的所述精
制滤棒,此外,由于所述凹凸支撑面12的支撑凸起122抵接所述平整面13,且所述片状滤棒基材10的纵向在卷制后形成为了所述精制滤棒30的轴向,也就是说,由于卷制后,所述支撑凸起122沿所述精制滤棒30的轴向延伸且沿径向向内突出。因此,所述支撑凸起122对卷制形成的所述精制滤棒30的轴向和径向均具有良好的支撑作用,卷制而成的所述精制滤棒30具有较高的硬挺度,不容易变形,保证了所述第一降温通道101和所述第二降温通道301的稳定性。
40.作为优选地,所述降温滤棒的孔隙率为60
‑
80%,具有所述降温滤棒的卷烟被抽吸后的最大塌陷值为0.2
‑
0.3mm。所述降温滤棒的孔隙率大,降温效果好。由所述降温滤棒制成的卷烟的最大塌陷值小,所述降温滤棒和由所述降温滤棒制成的卷烟的稳定好,不容易塌陷和变形。
41.作为优选地,如图4和图5所示,所述第一降温通道101和所述第二降温通道301的截面呈三角形。相比于其他形状,例如矩形或u形降温通道,三角形的降温通道更为稳定,更不容易发生坍塌和变形,保证降温效果。
42.作为优选地,所述第一降温通道101的形成方法可以为:所述片状滤棒基材10包括一降温层16和一平整层17,所述凹凸支撑面12形成在所述降温层16的上表面和下表面,所述平整面13形成在所述平整层17的上表面和下表面,所述平整层17平铺在所述降温层16的下方以使所述降温槽121的开口被封闭以形成所述第一降温通道101。
43.或者,所述第一降温通道101的形成方法也可以为:所述片状滤棒基材10包括一降温层16和一平整层17,所述降温层16和所述平整层17的上表面均形成为所述凹凸支撑面12,所述降温层16和所述平整层17的下表面均形成为所述平整面13,所述平整层17平铺在所述降温层16的下方以使所述降温槽121的开口被封闭以形成所述第一降温通道101。由此,所述第一降温通道101可以有多种成形方法,方便所述片状滤棒基材10的制备与提供。
44.具体地,所述片状滤棒基材10由所述降温纸和所述平整纸复合形成,所述降温纸形成所述降温层16,所述平整纸形成所述平整层17。所述降温纸内固化有固
‑
液相变的相变温度为35℃
‑
64℃的温敏相变材料。如此,在使用所述降温滤嘴内,高温气溶胶携带的热量会使所述温敏相变材料液化吸热,从而降低进入口腔的烟气的温度。此外,所述降温层16和所述平整层17也可以均由所述降温纸制成,例如上述所述降温层16和所述平整层17的上表面均形成为所述凹凸支撑面12,所述降温层16和所述平整层17的下表面均形成为所述平整面13,则可以通过在一张所述降温纸内直接成型所述第一降温通道101并在所述降温纸上表面通过压纹形成多个所述支撑凸起122即可,不需复合形成的所述第一降温通道101会更稳定,且由于所述第一降温通道101的侧壁均是由所述降温纸形成,形成的所述片状滤棒基材10卷制后的降温效果会更好。
45.进一步地,所述降温纸是通过先将聚乙二醇涂覆液涂覆在纤维素纸表面随后冷却定型制得。聚乙二醇结构中含有多个羟基基团,因此液态聚乙二醇涂覆在纤维素纸表面可快速在纤维素纸中扩散,并形成纤维素纸为骨架、聚乙二醇在其中进行填充的降温纸。
46.聚乙二醇(peg)属于温敏相变材料,聚乙二醇从固态向液态转变的相变温度在35℃
‑
64℃之间。由于加热时烟草物质经高温雾化形成的高温气溶胶的温度高于聚乙二醇的相变温度。因此高温气溶胶流经所述降温滤棒时,定型在所述降温纸内的聚乙二醇会由固相向液相转变,从而会吸热其周围的热量,尤其是流经的高温气溶胶携带的热量,从而达到
对所述高温气溶胶降温的目的。
47.所述聚乙二醇涂覆液是通过将聚乙二醇混合料加热熔融制得,所述聚乙二醇混合料包括聚乙二醇和辅料,所述辅料包括雾化剂和增香助剂中的一种或多种。
48.进一步地,混合时,按重量份数计,所述聚乙二醇、雾化剂和增香助剂的份数比例为60
‑
70:10
‑
20:5
‑
15。
49.所述聚乙二醇包括peg1000、peg1500、peg2000、peg4000、peg6000、peg10000和peg20000中的一种以上。两种及以上聚乙二醇一起使用可调节聚乙二醇的熔点、扩散速率、粘结性以及硬度等指标。
50.雾化剂包括甘油。甘油,外观呈澄明粘稠状液体,无色无臭味甜,沸点为290℃。
51.增香助剂的主要作用为增补烟香,并赋予卷烟独特的香气特征。所述增香助剂包括烟草类增香助剂、花香类增香助剂、果香类增香助剂、茶香类增香助剂、药草香类增香助剂、酒香类增香助剂、奶香类增香助剂以及薄荷类增香助剂中的一种或几种组合。
52.进一步地,所述平整层17由基材纸制成,所述基材纸的定量为40
‑
60g/m2,厚度为40
‑
60μm。所述基材纸为聚乳酸膜纸、铝箔纸、硅油纸、成型纸或纤维素纸中的任一种。
53.本发明还提供降温滤棒,所述降温滤棒是采用如上所述的制备方法制成,所述降温滤棒内形成多个所述第一降温通道101和多个所述第二降温通道301,多个所述第一降温通道101和多个所述第二降温通道301均呈螺旋状排列,所述第一降温通道101和多个所述第二降温通道301均贯穿所述降温滤棒的轴向两端。
54.本发明还提供卷烟,所述卷烟包括如上所述的降温滤棒。
55.实施例1
56.本实施例降温滤棒的制备方法,具体步骤如下:
57.(1)聚乙二醇涂覆液制备;
58.将聚乙二醇在60℃温度下加热融化,并按照60重量份聚乙二醇、10重量份甘油以及5重量份烟草类增香助剂的量进行添加,搅拌均匀即可制得聚乙二醇涂覆液;
59.(2)降温纸的制备;
60.将熔融状态的聚乙二醇涂覆液以50g/m2的量涂布于定量为100g/m2、厚度为120μm的纤维素纸上,待聚乙二醇涂覆液完全渗透于纸材中,冷却定型即可制得降温纸;
61.(3)片状滤棒基材10的制备;
62.(3.1)参考图1,将降温纸铺展开,使用压纹设备对降温纸压纹处理,压纹方向为降温纸的纵向,由此,在降温纸的上表面和下表面均形成多个沿纵向延伸的降温槽121,相邻降温槽121之间间隔设置形成支撑凸起122;
63.(3.2)参考图1,先提供一定量为40g/m2的、厚度为40μm的成型纸,成型纸的上表面和下表面均平整,然后压纹处理后的降温纸放置于成型纸上方与成型纸进行复合,降温纸下表面的降温槽121的开口被成型纸的上表面封闭形成第一降温通道101,最后收卷分切后制得具有平整层17即成型纸层和降温层16即降温纸层的片状滤棒基材10,片状滤棒基材10具有一横向卷制起始端14和一横向卷制终止端15;
64.(4)降温滤棒的制备;
65.(4.1)参考图1至图3,将片状滤棒基材10导入纸棒机后,从横向卷制起始端14开始,沿横向将片状滤棒基材10由横向卷制起始端14搓卷至横向卷制终止端15,制得端面呈
螺旋状的粗制滤棒20,沿粗制滤棒20的径向,降温层的上表面即图示的凹凸支撑面12与平整层17的下表面即图示的平整面13交错间隔排列;
66.(4.2)参考图3至图4,从横向卷制起始端14开始,引导横向卷制起始端14由外向内收卷,从而减小相邻的上述凹凸支撑面12和上述平整面13之间的径向间距,使得,凹凸支撑面12形成的支撑凸起122抵接平整面13,凹凸支撑面12的降温槽121的开口被平整面13封闭形成第二降温通道301,以制得精制滤棒30;
67.(4.3)参考4和图5,在横向卷制终止端15处,将位于精制滤棒30最外部的凹凸支撑面12与位于其内侧的平整面13粘合制得孔隙率为60%的降温滤棒,其中,降温滤棒内的多个第一降温通道101和多个第二降温通道301均呈螺旋状有序排列,且第一降温通道101和第二降温通道301均贯穿降温滤棒的轴向两端。
68.在同等条件下,将具有上述降温槽和支撑凸起的聚乳酸膜纸与成型纸复合后通过折叠制得的与实施例1外径相同的降温滤棒制得的烟支作为对照样1。
69.在同等条件下,将具有上述降温槽和支撑凸起的聚乳酸膜纸与成型纸复合后通过现有卷制工艺制得的降温滤棒制得的烟支作为对照样2。现有卷制工艺具体为:一次搓卷直接即制得与实施例1外径相同的降温滤棒。
70.按照卷烟感官评价方法评价方法组织相关评吸专家对香气、烟雾量、均匀性、舒适性(每项按10分计)进行评价,并测量不同卷烟抽吸完毕后滤棒中降温段的最大塌陷值。根据国家标准yc/t29
‑
1996规定的卷烟抽吸模型进行模拟吸烟,采用k型热电偶测试卷烟不同抽吸口数中唇端处的峰值温度,并选取出单口峰值温度中的最高温度和最低温度。结果见表1。
71.实施例2
72.本实施例降温滤棒的制备方法,具体步骤如下:
73.(1)聚乙二醇涂覆液制备;
74.将聚乙二醇在80℃温度下加热融化,并按照70重量份聚乙二醇、20重量份甘油以及15重量份果香类增香助剂的量进行添加,搅拌均匀即可制得聚乙二醇涂覆液;
75.(2)降温纸的制备;
76.将熔融状态的聚乙二醇涂覆液以20g/m2的量涂布于定量为40g/m2、厚度为50μm的纤维素纸上,待聚乙二醇涂覆液完全渗透于纤维素纸中,冷却定型即可制得降温纸;
77.(3)片状滤棒基材10的制备;
78.(3.1)参考图1,将降温纸铺展开,使用压纹设备对降温纸压纹处理,压纹方向为降温纸的纵向,由此,在降温纸的上表面和下表面均形成多个沿纵向延伸的降温槽121,相邻降温槽121之间间隔设置形成支撑凸起122;
79.(3.2)参考图1,先提供一定量为60g/m2的、厚度为60μm的聚乳酸膜纸,聚乳酸膜纸的上表面和下表面均平整,然后压纹处理后的降温纸放置于聚乳酸膜纸上方与聚乳酸膜纸进行复合,降温纸的下表面的降温槽121的开口被聚乳酸膜纸的上表面封闭形成第一降温通道101,最后收卷分切后制得具有平整层17即聚乳酸膜纸层和降温层16即降温纸层的片状滤棒基材10,片状滤棒基材10具有一横向卷制起始端14和一横向卷制终止端15;
80.(4)降温滤棒的制备;
81.(4.1)参考图1至图3,将片状滤棒基材10导入纸棒机后,从横向卷制起始端14开
始,沿横向将片状滤棒基材10由横向卷制起始端14搓卷至横向卷制终止端15,制得端面呈螺旋状的粗制滤棒20,沿粗制滤棒20的径向,降温层的上表面即图示的凹凸支撑面12与平整层17的下表面即图示的平整面13交错间隔排列;
82.(4.2)参考图3至图4,从横向卷制起始端14开始,引导横向卷制起始端14由外向内收卷,从而减小相邻的上述凹凸支撑面12和上述平整面13之间的径向间距,使得,凹凸支撑面12形成的支撑凸起122抵接平整面13,凹凸支撑面12的降温槽121的开口被平整面13封闭形成第二降温通道301,以制得精制滤棒30;
83.(4.3)参考4和图5,在横向卷制终止端15处,将位于精制滤棒30最外部的凹凸支撑面12与位于其内侧的平整面13粘合制得孔隙率为80%的降温滤棒,其中,降温滤棒内的多个第一降温通道101和多个第二降温通道301均呈螺旋状有序排列,且第一降温通道101和第二降温通道301均贯穿降温滤棒的轴向两端。
84.实施例3
85.本实施例降温滤棒的制备方法,具体步骤如下:
86.(1)聚乙二醇涂覆液制备;
87.将聚乙二醇在70℃温度下加热融化,并按照65重量份聚乙二醇、15重量份甘油以及10重量份薄荷类增香助剂的量进行添加,搅拌均匀即可制得聚乙二醇涂覆液;
88.(2)降温纸的制备;
89.将熔融状态的聚乙二醇涂覆液以30g/m2的量涂布于定量为70g/m2、厚度为90μm的第一纤维素纸上,待聚乙二醇涂覆液完全渗透于纤维素纸中,冷却定型即可制得降温纸;
90.(3)片状滤棒基材10的制备;
91.(3.1)参考图1,将降温纸铺展开,使用压纹设备对降温纸压纹处理,压纹方向为降温纸的纵向,由此,在降温纸的上表面和下表面均形成多个沿纵向延伸的降温槽121,相邻降温槽121之间间隔设置形成支撑凸起122;
92.(3.2)参考图1,先提供一定量为50g/m2的、厚度为50μm的第二纤维素纸,第二纤维素纸的上表面和下表面均平整,然后压纹处理后的降温纸放置于第二纤维素纸上方与第二纤维素纸进行复合,降温纸的下表面的降温槽121的开口被第二纤维素纸的上表面封闭形成第一降温通道101,最后收卷分切后制得具有平整层17即第二纤维素纸层和降温层16即降温纸层的片状滤棒基材10,片状滤棒基材10具有一横向卷制起始端14和一横向卷制终止端15;
93.(4)降温滤棒的制备;
94.(4.1)参考图1至图3,将片状滤棒基材10导入纸棒机后,从横向卷制起始端14开始,沿横向将片状滤棒基材10由横向卷制起始端14搓卷至横向卷制终止端15,制得端面呈螺旋状的粗制滤棒20,沿粗制滤棒20的径向,降温层的上表面即图示的凹凸支撑面12与平整层17的下表面即图示的平整面13交错间隔排列;
95.(4.2)参考图3至图4,从横向卷制起始端14开始,引导横向卷制起始端14由外向内收卷,从而减小相邻的上述凹凸支撑面12和上述平整面13之间的径向间距,使得,凹凸支撑面12形成的支撑凸起122抵接平整面13,凹凸支撑面12的降温槽121的开口被平整面13封闭形成第二降温通道301,以制得精制滤棒30;
96.(4.3)参考4和图5,在横向卷制终止端15处,将位于精制滤棒30最外部的凹凸支撑
面12与位于其内侧的平整面13粘合制得孔隙率为70%的降温滤棒,其中,降温滤棒内的多个第一降温通道101和多个第二降温通道301均呈螺旋状有序排列,且第一降温通道101和第二降温通道301均贯穿降温滤棒的轴向两端。
97.实施例4
98.本实施例降温滤棒的制备方法,具体步骤如下:
99.(1)聚乙二醇涂覆液制备;
100.将聚乙二醇在70℃温度下加热融化,并按照70重量份聚乙二醇、10重量份甘油以及10重量份薄荷类增香助剂的量进行添加,搅拌均匀即可制得聚乙二醇涂覆液;
101.(2)降温纸的制备;
102.将熔融状态的聚乙二醇涂覆液以40g/m2的量涂布于定量为80g/m2、厚度为100μm的纤维素纸上,待聚乙二醇涂覆液完全渗透于纤维素纸中,冷却定型即可制得降温纸;
103.(3)片状滤棒基材10的制备;
104.(3.1)参考图1,将降温纸铺展开,使用压纹设备对降温纸压纹处理,压纹方向为降温纸的纵向,由此,在降温纸的上表面和下表面均形成多个沿纵向延伸的降温槽121,相邻降温槽121之间间隔设置形成支撑凸起122;
105.(3.2)参考图1,先提供一定量为40g/m2的、厚度为40μm的硅油纸,硅油纸的上表面和下表面均平整,然后压纹处理后的降温纸放置于硅油纸上方与硅油纸进行复合,降温纸的下表面的降温槽121的开口被硅油纸的上表面封闭形成第一降温通道101,最后收卷分切后制得具有平整层17即硅油纸层和降温层16即降温纸层的片状滤棒基材10,片状滤棒基材10具有一横向卷制起始端14和一横向卷制终止端15;
106.(4)降温滤棒的制备;
107.(4.1)参考图1至图3,将片状滤棒基材10导入纸棒机后,从横向卷制起始端14开始,沿横向将片状滤棒基材10由横向卷制起始端14搓卷至横向卷制终止端15,制得端面呈螺旋状的粗制滤棒20,沿粗制滤棒20的径向,降温层的上表面即图示的凹凸支撑面12与平整层17的下表面即图示的平整面13交错间隔排列;
108.(4.2)参考图3至图4,从横向卷制起始端14开始,引导横向卷制起始端14由外向内收卷,从而减小相邻的上述凹凸支撑面12和上述平整面13之间的径向间距,使得,凹凸支撑面12形成的支撑凸起122抵接平整面13,凹凸支撑面12的降温槽121的开口被平整面13封闭形成第二降温通道301,以制得精制滤棒30;
109.(4.3)参考4和图5,在横向卷制终止端15处,将位于精制滤棒30最外部的凹凸支撑面12与位于其内侧的平整面13粘合制得孔隙率为70%的降温滤棒,其中,降温滤棒内的多个第一降温通道101和多个第二降温通道301均呈螺旋状有序排列,且第一降温通道101和第二降温通道301均贯穿降温滤棒的轴向两端。
110.实施例5
111.本实施例降温滤棒的制备方法,具体步骤如下:
112.(1)聚乙二醇涂覆液制备;
113.将聚乙二醇在65℃温度下加热融化,并按照65重量份聚乙二醇、10重量份甘油以及10重量份酒香类增香助剂的量进行添加,搅拌均匀即可制得聚乙二醇涂覆液;
114.(2)降温纸的制备;
115.将熔融状态的聚乙二醇涂覆液以35g/m2的量涂布于定量为70g/m2、厚度为85μm的纤维素纸上,待聚乙二醇涂覆液完全渗透于纤维素纸中,冷却定型即可制得降温纸;
116.(3)片状滤棒基材10的制备;
117.(3.1)参考图1,将降温纸铺展开,使用压纹设备对降温纸压纹处理,压纹方向为降温纸的纵向,由此,在降温纸的上表面和下表面均形成多个沿纵向延伸的降温槽121,相邻降温槽121之间间隔设置形成支撑凸起122;
118.(3.2)参考图1,先提供一定量为40g/m2的、厚度为40μm的铝箔纸,铝箔纸的上表面和下表面均平整,然后压纹处理后的降温纸放置于铝箔纸上方与铝箔纸进行复合,降温纸的下表面的降温槽121的开口被铝箔纸的上表面封闭形成第一降温通道101,最后收卷分切后制得具有平整层17即铝箔纸层和降温层16即降温纸层的片状滤棒基材10,片状滤棒基材10具有一横向卷制起始端14和一横向卷制终止端15;
119.(4)降温滤棒的制备;
120.(4.1)参考图1至图3,将片状滤棒基材10导入纸棒机后,从横向卷制起始端14开始,沿横向将片状滤棒基材10由横向卷制起始端14搓卷至横向卷制终止端15,制得端面呈螺旋状的粗制滤棒20,沿粗制滤棒20的径向,降温层的上表面即图示的凹凸支撑面12与平整层17的下表面即图示的平整面13交错间隔排列;
121.(4.2)参考图3至图4,从横向卷制起始端14开始,引导横向卷制起始端14由外向内收卷,从而减小相邻的上述凹凸支撑面12和上述平整面13之间的径向间距,使得,凹凸支撑面12形成的支撑凸起122抵接平整面13,凹凸支撑面12的降温槽121的开口被平整面13封闭形成第二降温通道301,以制得精制滤棒30;
122.(4.3)参考4和图5,在横向卷制终止端15处,将位于精制滤棒30最外部的凹凸支撑面12与位于其内侧的平整面13粘合制得孔隙率为75%的降温滤棒,其中,降温滤棒内的多个第一降温通道101和多个第二降温通道301均呈螺旋状有序排列,且第一降温通道101和第二降温通道301均贯穿降温滤棒的轴向两端。
123.表1温度测试及感官评价结果
[0124][0125]
根据表1温度测试数据以及感官评价结果表明:与现有技术相比,本发明的降温滤棒能有效降低烟气最高温度达20℃左右,并以舒适、可接受的温度进入口腔。通过本发明制
备的降温滤棒,在降温的同时,卷烟仍能保持较高的烟雾量。另外,与现有技术相比,本发明制备的降温滤棒最大塌陷值仅为0.2
‑
0.3mm,在抽吸过程中整支卷烟均匀性较好且香气有所提升,由此证明本发明的降温滤棒制成的卷烟的稳定性高,不容易发生塌陷和变形,可提升卷烟抽吸体验感。
[0126]
本领域的技术人员应理解,上述描述及附图中所示的本发明的实施例只作为举例而并不限制本发明。本发明的优势已经完整并有效地实现。本发明的功能及结构原理已在实施例中展示和说明,在没有背离原理下,本发明的实施方式可以有任何变形或修改。