1.本发明涉及一种香味吸取器用烟杆,更详细而言涉及一种直接加热型或间接加热型香味吸取器用烟杆。
背景技术:
2.作为以往的燃烧型吸烟器具的替代,开发出了直接加热型香味吸取器和间接加热型香味吸取器。专利文献1公开了一种加热式吸烟器具,具备进行了缩褶和皱缩的烟草材料片。
3.现有技术文献
4.专利文献
5.专利文献1:(日本)特许第6017546号
技术实现要素:
6.发明所要解决的技术问题
7.直接加热型香味吸取器的香味源与以往的燃烧型香烟相比在更低温下被加热,而间接加热型香味吸取器的香味源不被直接加热。因此,与以往的燃烧型香烟相比,直接加热型香味吸取器和间接加热型香味吸取器的香味成分的挥发特性不高。鉴于以上情况,本发明的目的在于提供一种香味成分的挥发效率高的香味吸取器用烟杆。
8.用于解决技术问题的技术方案
9.发明人等进行了锐意研究,结果发现将多个烟杆段以各烟杆段的通道为不连续的方式接合的烟杆能够解决上述技术问题。即上述技术问题通过以下的本发明所解决。
10.(方案1)
11.一种香味吸取器用烟杆,具备多个相接合的杆状烟杆段,其特征在于,
12.所述烟杆段具备筒状容纳体和香味源,所述香味源包含在该筒状容纳体内填充的烟草,并且以在长度方向上形成用于使香味成分流通的通道的方式填充,
13.在接合部,各烟杆段的所述通道不连续地接合。
14.(方案2)
15.根据方案1所述的烟杆,所述烟杆用于直接加热型或间接加热型香味吸取器。
16.(方案3)
17.根据方案2至4中任一项所述的烟杆,所述香味源包含进行了表面加工的香味产生片。
18.(方案4)
19.根据方案2或3所述的烟杆,所述筒状容纳体的侧面由从纸、树脂、金属以及它们的组合组成的组中选择的材料构成。
20.(方案5)
21.根据方案2至4中任一项所述的烟杆,所述筒状容纳体的侧面具有多层构造。
22.(方案6)
23.根据方案2至5中任一项所述的烟杆,所述筒状容纳体的侧面的透气度不足1coresta单位。
24.(方案7)
25.根据方案2至6中任一项所述的烟杆,所述香味源包含多个短条状的香味产生片,该片的长度方向与所述筒状容纳体的长度方向大致平行。
26.(方案8)
27.根据方案2至7中任一项所述的烟杆,所述香味源含有产生气溶胶的气溶胶源。
28.(方案9)
29.一种制造方法,制造方案1至8中任一项所述的烟杆,具备:
30.准备前体的工序,所述前体具备筒状容纳体和香味源,所述香味源包含在该筒状容纳体内填充的烟草,并且以在长度方向上形成用于使香味成分流通的通道的方式填充;
31.将该前体在与长度方向垂直的方向切断,从而制备两个以上的所述烟杆段的工序;
32.以长度方向轴为中心,使一个以上的所述烟杆段在周向上旋转的工序。
33.(方案10)
34.一种直接加热型或间接加热型香味吸取器,具备方案1至8中任一项所述的烟杆。
35.(方案11)
36.根据方案10所述的香味吸取器,在所述烟杆的上游侧进一步具备产生气溶胶的气溶胶源。
37.(方案12)
38.一种超声波振动型香味吸取器,具备方案1所述的烟杆。
39.发明的效果
40.通过本发明能够提供一种香味成分的挥发效率高的香味吸取器用烟杆。
附图说明
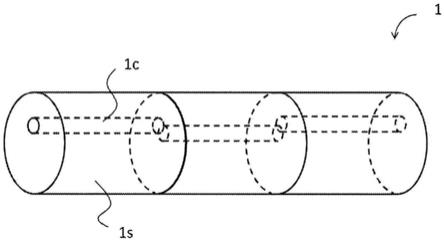
41.图1是烟杆的示意图。
42.图2是烟杆段的一个实施方式的剖视图。
43.图3是烟杆段的另一实施方式的示意图和剖视图。
44.图4是直接加热型香味吸取器的概念图。
45.图5是间接加热型香味吸取器的概念图。
46.图6是间接加热型香味吸取系统的一个实施方式的概念图。
47.图7是烟弹的一个实施方式的剖视图。
48.图8是表示烟杆的制造方法的概念图。
49.图9是烟杆段数与香味成分的挥发特性的相关图。
具体实施方式
50.以下对本发明详细地进行说明。在本发明中“x~y”的范围包含其端点值x和y。
51.1.烟杆
52.烟杆是产生香味的柱状部件。以烟杆的抽吸口端一侧为“下游”,其相反一侧为“上游”。图1表示的是烟杆的简要构成。图1是烟杆的立体图。在图中,附图标记1为烟杆,附图标记1s为构成烟杆1的烟杆段,附图标记1c为用于使香味成分在长度方向上流通的通道。如图所示,通道1c在各烟杆段1s的接合面不连续地接合。不连续地接合是指以不是通道的全部而是一部分重叠的方式接合。为了便于理解,图中表示的是各个烟杆段1s中的一条通道1c,但也可以存在多条通道1c。在存在多条通道1c的情况下,在烟杆1的长度方向上形成有一个以上的不连续地接合的通道1即可。并且,在长度方向上设置的通道上存在一个以上的不连续的接合部位即可。例如当存在三个杆状烟杆段的情况下,第一个和第二个烟杆段的接合部或者第二个和第三个烟杆段的接合部中的任一个存在不连续的接合部位即可。在本发明中,通过设置这样的通道,能够使气溶胶在烟杆1内停留的时间变长,从而能够提高香味成分的挥发效率。作为用于对香味成分的挥发特性进行比较的物质的例子,能够举出的是尼古丁。
53.烟杆1的截面形状不受限定,能够设为圆、椭圆、多边形、圆角多边形。烟杆1的截面形状的大小不受限定,但其最大长度(以下也称为“宽度”)优选为1mm以上、更优选的是3mm以上。其上限优选为9mm以下、更优选的是7mm以下。烟杆1的长度优选为40mm以下、更优选的是25mm以下。其下限优选为1mm以上、更优选的是5mm以上。烟杆段1s的长度能够根据烟杆1的长度和烟杆段的数量适当地进行调整。
54.(1)香味源
55.烟杆段1s具备包含烟草的香味源10。包含烟草的香味源(以下简称为“香味源”)10在烟杆段1s的长度方向上形成供气溶胶流动的通道。因此,包含烟草的香味源10优选为香味产生片。作为香味产生片,可以举出使片基材承载能够产生香味的成分而成的片或者由产生香味的材料构成的片。作为能够产生香味的成分,例如可以举出烟草原料所包含的香烟味成分或薄荷醇等香料成分等。作为片基材,例如可以举出压缩烟草颗粒或者烟草粉末等烟草材料等,但优选为烟草材料。即在香味产生片中,片基材或者能够产生香味的成分的任一个含有来源于烟草的材料即可,在一个实施方式中优选为在烟草材料的片基材上根据需要而承载能够产生香味的成分的烟草片。
56.1)通道
57.香味源10在后述筒状容纳体12内以在长度方向上形成通道空隙的方式被填充。图2表示的是作为香味源10将香味产生片10s折叠并且向筒状容纳体12内填充的烟杆段1s的剖视图。图2的(1)表示的是对未实施表面加工的香味产生片10s进行填充的实施方式,图2的(2)表示的是对进行了打卷等表面加工的香味产生片10s进行填充的实施方式。填充的香味产生片的数量不受限定,可以是1~3片,但从易制造性的角度出发优选为1片。
58.对香味源10的填充量适当地进行调整,在一个实施方式中相对于筒状容纳体12的体积,优选为40~90体积%。作为更优选的下限值,例如可以为50体积%以上、55体积%以上、或者60体积%以上,作为更优选的上限值,例如可以为60体积%以下、65体积%以下、70体积%以下、80体积%以下、或者90体积%以下。在存在多条通道1c的情况下,各通道的截面积可以大致相同,也可以存在一条以上的与其他通道相比截面积大的通道。而在后者的实施方式的情况下,优选较大截面积的通道以不连续的方式接合。
59.在使用香味产生片10s作为香味源10的情况下,优选对该片的至少一侧的面进行
表面加工。表面加工是指在香味产生片10s的正面或者反面形成多个凹凸的加工。作为表面加工没有特别的限制,能够进行皱缩加工、压花加工、沈花加工、半切等。皱缩加工是在片上设置褶皱的加工。例如,通过使香味产生片10s穿过在表面具有多个凸部的一对辊之间,能够在香味产生片10s的正面和反面这两个面设置与片输送方向正交地延伸的褶皱,从而进行皱缩加工。这样设置的凸部与片输送方向正交地延伸。在辊上设置的凸部的顶点之间的间距优选为0.5~2.0mm。并且顶点角度优选为30~70
°
。压花加工和沈花加工是将凸状的加工工具向片按压从而在片的单面或者双面形成凹部的加工,半切加工是在片的单面或者双面设置切口的加工,该切口的深度为不使片被切断程度,优选为片厚度一半以下的深度。
60.并且,作为香味源10,可以使用多个短条状的香味产生片。短条状片是片的主面上的短边方向的长度比筒状容纳体12的截面尺寸小的片。图3的(1)表示的是该实施方式的简要结构。在该图中,附图标记10r是短条状香味产生片。以短条状香味产生片10r以其长度方向与筒状容纳体12的长度方向大致平行的方式被填充。该实施方式中的烟杆段1s的剖视图如图3的(2)所示。可以对短条状香味产生片10r进行所述表面加工。
61.作为烟杆的制造方法,已知(日本)特开昭62-272962号公报公开的制造方法,本发明的烟杆段1s也能够通过该公报所记载的方法制造。但在本发明中,作为片状材料优选使用重组烟草片替代再生烟草材料,作为重组烟草片,优选使用抄造片、浆片、铸片。并且,对于从筒管拉出的片状材料的带,在通过剪裁装置之前,可以进行在之前的段落中所描述的表面加工。
62.2)香味产生片10s的制备
63.香味产生片10s能够通过公知方法制备。例如,能够通过抄造、打浆、辊轧等公知方法制备香味产生片10s。具体而言,在抄造的情况下,能够通过包含以下工序的方法制造。1)将干燥烟叶原料粗碎,通过水进行提取并将水提取物与残渣分离。2)将水提取物进行减压干燥并浓缩。3)向残渣中加入浆液,通过精炼使其纤维化后进行抄纸。4)向抄纸后的纸片添加水提取物的浓缩液并干燥从而形成烟草片。
64.3)香味产生片10s的尺寸等
65.香味产生片10s的形状不受限定,但片主面的形状优选为四边形。厚度不受限定,但考虑到高效率的热交换和香味产生烟杆段的强度等,优选为200~600μm。香味产生片10s的一边a的长度优选为与筒状容纳体12的长度方向的长度相同。香味产生片10s的另一边b的长度能够适当地进行调整,在一个实施方式中是a的长度的1~10倍。
66.4)短条状香味产生片10r的制备
67.短条状香味产生片10r能够通过对香味产生片10s进行剪裁而制备。短条状香味产生片10r的长度方向上的长度a优选为与筒状容纳体12的长度方向长度相同。短条状香味产生片10r的宽度方向长度b能够适当地进行调整,在一个实施方式中为0.4~3.0mm左右、优选为0.6~2.0mm、更优选的是0.8~1.5mm。
68.5)气溶胶源
69.香味源10还可以包含气溶胶源。作为气溶胶源,可以举出甘油、丙二醇、1,3-丁二醇等多元醇等。气溶胶源的添加量优选为相对于香味源10的干燥重量为5~50重量%、更优选的是10~30重量%。香味源10所包含的气溶胶源也称为“内部气溶胶源”。包含内部气溶胶源的烟杆1适用于直接加热型香味吸取器。如后所述,优选间接加热型香味吸取器用的香
味源10不包含内部气溶胶源。
70.(2)筒状容纳体
71.筒状容纳体12由公知的材料构成。例如筒状容纳体12的侧面由从纸、树脂、金属以及它们的组合组成的组中选择的材料构成。在用于间接加热型香味吸取器的情况下,从可操作性的角度出发筒状容纳体12优选由树脂构成。作为树脂的例子,可以举出聚丙烯、聚对苯二甲酸乙二醇酯、聚乙烯、abs、聚乳酸树脂等。侧面部的厚度不受限定,但优选为0.4~1.0mm左右、更优选的是0.6~0.8mm左右、进一步优选为0.7mm左右。
72.2】在用于间接加热型香味吸取器的情况下,筒状容纳体12的侧面优选为由聚乙烯膜、聚乙烯醇、聚乳酸等树脂膜与纸的层叠体;涂覆有海藻酸、卡拉胶、羧甲基纤维素、黄原胶、瓜尔豆胶、果胶、甘露糖、葡萄糖醛酸、刺槐豆胶、结冷胶、淀粉、氧化淀粉、加工淀粉、透明质酸、硫酸软骨素等多糖
·
粘多糖的溶液而形成的薄层与纸的层叠体;铝箔等金属箔与纸的层叠体;或者厚纸等构成。层叠体的层数不受限定,但优选为纸层/树脂层(或者是金属箔层亦或多糖
·
粘多糖层)/纸层的三层构造。因为该层叠体的纸层露出,因而卷绕安装时能够使用乙酸乙烯酯胶或热熔胶充分粘合。此时,能够达到充分的剥离强度(22.4g~28.0g),能够减轻卷绕后的粘合脱落。作为纸的例子,可以举出日本制纸papylia株式会社制三层复合纸#85/s52(厚度220μm、克重85/52gsm、刚度145cm3/100)。树脂层的厚度优选为12~70μm,更优选的是17~20μm。
73.作为厚纸,是透气度不足50 coresta单位(
コレスタ
単位)的厚纸、优选为透气度不足15 coresta单位的厚纸、更优选的是不足1 coresta单位的厚纸。优选厚度为100~150μm、克重为80~150gsm左右。作为厚纸,可以举出以牛皮纸浆为87.5重量%、无机填充物为5重量%、淀粉为0.5重量%、水分为7重量%左右构成的厚纸。这样的厚纸能够通过例如julius glatz gmbh获得。
74.从良好地提高香味成分的挥发特性的角度出发,筒状容纳体12的侧面的透气度优选为不足1 coresta单位,更优选的是0 coresta单位。coresta单位是指在100mmh2o的条件下,每cm2内的1分钟的空气通过流量(cm3)。能够使用美国filtrona公司制造的透气度计ppm100进行测定。
75.筒状容纳体12的一端或者两端可以敞开,也可以在确保透气性的状态下闭合。在端部闭合的情况下,优选该端部由前述材料构成。筒状容纳体12的尺寸为了能够实现烟杆1的所述尺寸而能够适当地进行调整。筒状容纳体12可以在多个烟杆段1s连续。
76.2.直接加热型或间接加热型香味吸取器
77.(1)直接加热型香味吸取器
78.直接加热型香味吸取器是通过对香味源10进行加热,产生香味的物品。图4表示的是直接加热型香味吸取器的一个实施方式。在该图中,附图标记100是直接加热型香味吸取器、附图标记1是烟杆、附图标记2是烟嘴、附图标记20是冷却部、附图标记22是过滤嘴、附图标记3是烟纸。
79.烟嘴的尺寸不受限定,但优选为与烟杆1具有相同的宽度,长度优选为26~50mm。过滤嘴22优选为由醋酸纤维素过滤嘴等在该领域中一般使用的材料构成。过滤嘴22的长度优选为烟嘴全长的12~60%。冷却部20具有对气溶胶进行冷却的功能。冷却部20可以是空腔,也可以具有聚乳酸膜等冷却构件。冷却部20还能够设有通气部。冷却部件20的长度优选
为烟嘴2全长的8~77%。
80.作为烟纸3,能够使用前述的聚乙烯膜等树脂膜与纸的层叠体、使多糖
·
粘多糖的溶液干燥而成的薄膜与纸的层叠体、铝箔等金属箔与纸的层叠体、或者厚纸等。即如图4的(1)所示,能够延长筒状容纳体12的长度从而兼作烟纸3。另外,作为其他实施方式,如图4的(2)所示,也能够在筒状容纳体12的外侧设置烟纸3。在该实施方式中,筒状容纳体12优选由前述树脂或厚纸构成。
81.直接加热型香味吸取器通过公知的加热器加热。加热器优选能够将烟杆1电加热至200~400℃。一般的直接加热型香味吸取器有将加热器插入烟杆1内的内部加热型,和将加热器配置在烟杆1的外周的外部加热型。在本发明中,为了使设置加热器前后通道的构造不发生变化,优选为后者。直接加热型香味吸取器与加热器的组合也称为直接加热型香味吸取系统。
82.(2)间接加热型香味吸取器
83.间接加热型香味吸取器是不直接加热香味源,而使在其上游配置的气溶胶源产生气溶胶,并使该气溶胶承载来自香味源的香味成分从而产生香味的物品。图5表示的是间接加热型香味吸取器的一个实施方式。在该图中,附图标记200是间接加热型香味吸取器、附图标记1是烟杆、附图标记1s是烟杆段、附图标记3是烟纸、附图标记4是雾化部、附图标记5是外部气溶胶源、附图标记7是外框体。外部气溶胶源5配置在烟杆1的上游,并且通过雾化部4使气溶胶产生。雾化部4优选能够将外部气溶胶源5电加热至200~300℃左右。通过该加热产生气溶胶,并将该气溶胶导入至烟杆1内,使其处在30~40℃的环境下通过香味源,承载香味成分,供使用者抽吸。间接加热型香味吸取器与电源的组合也称为间接加热型香味吸取系统。公知的间接加热型香味吸取器和间接加热型香味吸取系统由例如国际公布2016/075749所公开。
84.图6表示的是间接加热型香味吸取系统的优选的实施方式。在该图中,附图标记210是间接加热型香味吸取系统、附图标记203是电源单元、附图标记201是烟弹。烟弹201相对于电源单元203可拆装。如图7所示,烟弹201具备外部气溶胶源5、雾化部4和流路6。烟弹201的抽吸口端部的空间容纳有烟杆1。烟弹201内的该空间容纳有烟杆1而构成间接加热型香味吸取器200。烟弹201还可以在抽吸口端具有过滤嘴。
85.外部气溶胶源5例如能够在纤维填充物等多孔材料上承载前述气溶胶源而构成。外部气溶胶源5的长度不受限定,但优选为10~25mm。电源单元203具备电池等电源,将气溶胶源雾化但不伴随燃烧。
86.作为间接加热型香味吸取器中的外框体7,可以举出树脂制的框体。在图6所示的方案中,烟弹201的侧壁相当于外框体7。
87.并且,本发明的烟杆能够用于间接加热型香味吸取器的一个应用例即超声波振动型香味吸取器。超声波振动型香味吸取器是一种在雾化部采用超声波振荡装置,向外部气溶胶源给予振动从而使气溶胶产生的形式的香味吸取器。
88.3.烟杆的制造方法
89.本发明的烟杆1优选经过以下工序制造。
90.工序1:准备前体,该前体具备筒状容纳体和香味源,该香味源包含在该筒状容纳体内填充的烟草,并且以在长度方向上形成用于使香味成分流通的通道的方式填充。
91.工序2:将该前体在与长度方向垂直的方向上切断,制备两个以上的所述烟杆段。
92.工序3:以长度方向轴为中心,在周向上使一个以上的所述烟杆段旋转。
93.本制造方法的概要如图8所示。在图8中,附图标记1’是前体、附图标记y是长度方向轴、附图标记z是切断部位。
94.(1)工序1
95.前体能够与烟杆段1s同样地制备。
96.(2)工序2
97.在本工序中,在与长度方向垂直的方向将前体1’切断。例如在图8的z的位置切断。
98.(3)工序3
99.在本工序中,以长度方向轴为中轴使一个以上的所述烟杆段在周向上旋转。长度方向轴是通过始端面和终端面的中央的轴。只要能够形成不连续地接合的通道,不限定旋转角度。例如在图8中,表示的是在周向使中央的烟杆段旋转30度左右的方案。
100.实施例
101.[实施例1]
[0102]
使用ph9.6的碱性水溶液对烟草抄造片(厚度200μm、克重71g/m2、尼古丁含量1.4重量%)进行处理。将该香味产生片剪裁成单边长度为21mm、重量为310mg的正方形形状。
[0103]
准备直径8mm、壁厚0.2mm、长度21mm的聚丙烯管作为筒状容纳体。在该管内,将所述经剪裁的香味产生片折叠并进行填充,从而制备前体。该前体的截面是图2的(1)这样的形状。接着将该前体在与长度方向垂直的方向上切断,将其三等分而得到三个烟杆段。进一步将中央的烟杆段以长度方向为中心轴在周向上旋转120度。之后将该三个烟杆段通过一张接装纸卷绕安装并接合,从而制备由三个烟杆段组成的烟杆。
[0104]
参考国际公布2016/075749的记载,准备图6所记载的间接加热型香味吸取系统。使烟弹201的长度与烟杆1的长度同为21mm。使用该系统进行20次机械吸烟。试样的制备遵照iso(the international organization for standardization)3402:1999(非专利文献)制订的烟草及烟草产品的调湿
·
调和法。机械吸烟法和产生的气溶胶的收集法遵照corresta recommended method no.81“routine analytical machine for e
‑
cigarette aerosol generation and collection-definitions and standard”。对收集了气溶胶的剑桥滤片进行回收,利用气相色谱分析对尼古丁量进行测定。剑桥滤片是直径约44mm、厚度1.5mm的平坦圆形的玻璃纤维滤片,作为能够捕捉粒子状物质的滤片,广为本领域技术人员所知并应用。剑桥滤片可以通过日本剑桥过滤器株式会社、borgwalt公司(目录编号8020 285 2)等获得。对作为所收集的气溶胶的粒子状物质(total particle matter、以下称为“tpm”)包含的香味成分的代表即尼古丁进行分析,求出tpm中的尼古丁量。尼古丁的定量通过本领域技术人员常用的方法进行。
[0105]
[实施例2]
[0106]
与实施例1同样地制备前体。接下来,对该前体五等分从而得到五个烟杆段。将第二个和第四个烟杆段以长度方向为中心轴在周向上旋转72度,从而制备由五个烟杆段组成的烟杆。对该烟杆进行与实施例1同样的评价。
[0107]
[实施例3]
[0108]
准备与在实施例1中所使用的烟草抄造片相同的烟草抄造片。接下来,利用皱缩辊
对该片进行表面加工。作为皱缩辊,使用山形辊(60
°
、1mm间距)。通过以这种方式制备香味产生片。将该香味产生片剪裁成单边的长度为21mm,重量为310mg的形状。使用该剪裁后的片制造与实施例2同样由五个烟杆段组成的烟杆并对其进行评价。
[0109]
[比较例1、2]
[0110]
除了不切断前体而就这样作为烟杆使用之外,与实施例1、3同样地分别制造由一个和五个烟杆段组成的烟杆并进行评价。这些结果如表1和图9所示。
[0111]
[表1]
[0112][0113]
如表1那样,关于由烟杆产生的气溶胶的粒子状物质含有的香味成分的比例,显示出实施例的烟杆具有与比较例相比高的值。本发明的烟杆具有优异的香味成分的挥发特性是显而易见的。
[0114]
附图标记说明
[0115]1ꢀꢀꢀ
烟杆;
[0116]
1s
ꢀꢀ
烟杆段;
[0117]
1c
ꢀꢀ
通道;
[0118]
10
ꢀꢀ
含有烟草的香味源;
[0119]
10s 香味产生片;
[0120]
10r 短条状香味产生片;
[0121]
12
ꢀꢀ
筒状容纳体;
[0122]
100 直接加热型香味吸取器;
[0123]2ꢀꢀꢀ
烟嘴;
[0124]
20
ꢀꢀ
冷却部;
[0125]
22
ꢀꢀ
过滤嘴;
[0126]3ꢀꢀꢀ
烟纸;
[0127]
200 间接加热型香味吸取器;
[0128]
210 间接加热型香味吸取系统;
[0129]
201 烟弹;
[0130]4ꢀꢀꢀ
雾化部;
[0131]5ꢀꢀꢀ
外部气溶胶源;
[0132]6ꢀꢀꢀ
流路;
[0133]7ꢀꢀꢀ
外框体;
[0134]
203 电源单元;
[0135]1’ꢀ
前体;
[0136]
y
ꢀꢀꢀ
长度方向轴;
[0137]
z
ꢀꢀꢀ
切断部位。