1.本公开涉及一种用于气溶胶生成制品中的气溶胶冷却元件,该气溶胶生成制品包括气溶胶生成基质并且适于在加热时产生可吸入气溶胶,以及一种包括此类气溶胶冷却元件的气溶胶生成制品。
背景技术:
2.气溶胶生成制品是本领域已知的,所述气溶胶生成制品中的气溶胶生成基质(诸如,含烟草的基质)被加热而不是被燃烧。通常,在此类加热式吸烟制品中,通过将热量从热源传递到物理分离的气溶胶生成基质或材料来生成气溶胶,所述气溶胶生成基质或材料可以定位成与热源接触,在热源的内部、周围或下游。在使用气溶胶生成制品期间,挥发性化合物通过来自热源的热传递而从气溶胶生成基质中释放,并夹带在抽吸通过气溶胶生成制品的空气中。随着所释放的化合物冷却,所述化合物凝结以形成气溶胶。
3.许多现有技术文献公开了用于消耗气溶胶生成制品的气溶胶生成装置。此类装置包括例如电加热气溶胶生成装置,其中通过将热量从气溶胶生成装置的一个或多个电加热器元件传递到加热式气溶胶生成制品的气溶胶生成基质来生成气溶胶。
4.过去,通常使用随机取向的烟草材料的碎片、细条或条状物来生产用于加热式气溶胶生成制品的基质。最近,公开了用于待加热而不是燃烧的气溶胶生成制品的替代基质,例如由烟草材料的聚集片材形成的条。举例来说,国际专利申请wo
‑
a
‑
2012/164009中公开的条具有纵向孔隙率,该纵向孔隙率允许空气被抽吸通过条。作为另一替代方案,国际专利申请wo
‑
a
‑
2011/101164公开了用于由均质化烟草材料的细条形成的加热式气溶胶生成制品的条,所述条可通过浇铸、滚制、压延或挤出包括颗粒烟草和至少一种气溶胶形成剂的混合物以形成均质化烟草材料的片材而形成。在另一实施方案中,wo
‑
a
‑
2011/101164的条可由均质化烟草材料的细条形成,该均质化烟草材料的细条通过挤出包括颗粒烟草和至少一种气溶胶形成剂的混合物以形成连续长度的均质化烟草材料而获得。
5.用于加热式气溶胶生成制品的基质通常还包括气溶胶形成剂,即在使用中促进形成气溶胶并且优选地在气溶胶生成制品的工作温度下基本抵抗热降解的化合物或化合物的混合物。合适的气溶胶形成剂的实例包括但不限于:多元醇,诸如丙二醇、三甘醇、1,3
‑
丁二醇、甘油;多元醇的酯,诸如甘油单乙酸酯、甘油二乙酸酯或甘油三乙酸酯;以及一元羧酸、二元羧酸或多元羧酸的脂肪酸酯,诸如十二烷二酸二甲酯和十四烷二酸二甲酯。
6.还常见的是,在用于在加热时产生可吸入气溶胶的气溶胶生成制品中包括一个或多个附加元件,所述一个或多个附加元件与基质组装在同一包装物中。此类附加元件的实例包括衔嘴过滤段、适于向气溶胶生成制品赋予结构强度的支撑元件。
7.还提出在气溶胶生成制品中包括冷却元件,用于在加热时产生可吸入气溶胶,该冷却元件适于在气溶胶到达衔嘴之前对其进行冷却。举例来说,wo 2013/120565公开了一种气溶胶生成制品,其包括气溶胶形基质和位于条内的气溶胶形成基质下游的气溶胶冷却元件。在实施方案中,气溶胶生成元件包括聚乳酸(pla)的卷曲片材,其被聚集以限定多个
纵向延伸的通道。当通过气溶胶冷却元件抽吸气溶胶流时,热量可从气溶胶传递到pla的片材。
8.当在特别炎热和潮湿的天气条件(诸如在以热带气候为特征的国家中经常遇到的天气条件)下使用上述类型的气溶胶生成制品时,制品的衔嘴达到的温度可能高达42摄氏度至45摄氏度。这些温度对一些消费者来说可能与不适或轻微疼痛的感觉相关,因为敏感组织诸如唇缘、嘴、舌和粘膜在使用期间通常可与衔嘴的表面直接接触。不希望受理论束缚,这应理解为这是因为对皮肤温度升高有反应的温热感受器在大约45摄氏度时反应最快。相比之下,当皮肤的温度在30摄氏度左右至36摄氏度左右时,温热感受器自发活跃,但一般没有温热的意识(中性热区)。另外,皮肤还含有称为热伤害感受器的热敏感受器,当皮肤温度升高到45摄氏度以上时,所述热敏感受器导致疼痛感。这是因为对温度有反应的伤害感受器旨在向中枢神经系统发出信号:组织损伤可能迫在眉睫,并且受影响的身体部位应立即从热源中抽出。
9.因此,期望提供一种用于气溶胶生成制品的新型和改进的气溶胶冷却元件,其适于优化对递送给消费者的气溶胶的冷却。还期望提供一种用于气溶胶生成制品的新型和改进的气溶胶冷却元件,其适于优化在使用期间可能与消费者的敏感组织接触的制品的嘴端的表面的冷却。同时,期望提供一种在不需要对现有设备和装置进行较大修改的情况下就可以高效和高速地制造的此类气溶胶生成制品。
技术实现要素:
10.本发明涉及一种被构造成用于气溶胶生成制品中的气溶胶冷却元件。气溶胶冷却元件可包括中空管状段,该中空管状段包括周边壁。中空管状段可沿着纵向轴线延伸,并且可具有流体连通的上游端和下游端。中空管状段可包括从周边壁延伸到中空管状段的内部中的至少一个细长突起。至少一个细长突起从周边壁上的上游位置纵向延伸到上游位置下游的周边壁上的下游位置。
11.根据本公开的第一方面,提供了一种被构造成用于气溶胶生成制品中的气溶胶生成元件。气溶胶冷却元件包括中空管状段,该中空管状段包括周边壁。中空管状段沿着纵向轴线延伸,并且具有流体连通的上游端和下游端。中空管状段包括从周边壁延伸到中空管状段的内部中的至少一个细长突起。至少一个细长突起可从周边壁上的上游位置纵向延伸到上游位置下游的周边壁上的下游位置。
12.术语“气溶胶生成制品”在本文中参考本发明使用以描述其中气溶胶生成基质被加热以产生气溶胶并向消费者递送气溶胶的制品。如所使用的基质能够在加热时释放挥发性化合物以生成气溶胶。
13.当吸烟者向香烟的一个端部施加火焰并且通过另一个端部抽吸空气时,常规香烟被点燃。由火焰和通过香烟抽吸的空气中的氧气提供的局部热使得香烟的端部被点燃,且所形成的燃烧产生可吸入烟气。相反,在加热式气溶胶生成制品中,通过加热例如烟草的香味生成基质来生成气溶胶。已知加热式气溶胶生成制品包含例如电加热式气溶胶生成制品,以及其中通过从可燃燃料元件或热源到物理上独立的气溶胶形成材料的热传递而生成气溶胶的气溶胶生成制品。例如,根据本发明的气溶胶生成制品在气溶胶生成系统中找到特定应用,这些气溶胶生成系统包括电加热式气溶胶生成装置,该电加热式气溶胶生成装
置具有内部加热器叶片,该内部加热器叶片适于插入到气溶胶生成基质的条中。在现有技术中(例如,在欧洲专利申请ep 0822670中)描述了这种类型的气溶胶生成制品。
14.如本文所用,术语“气溶胶生成装置”是指包括加热器元件的装置,该加热器元件与气溶胶生成制品的气溶胶生成基质相互作用以生成气溶胶。
15.在使用期间,挥发性化合物通过热传递而从气溶胶生成基质释放,并且夹带在抽吸通过气溶胶生成制品的空气中。当所释放化合物冷却时,所述化合物冷凝以形成由消费者吸入的气溶胶。
16.如本文所用,术语“管状元件”表示细长元件,该细长元件沿其纵向轴线限定管腔或气流通道。在本说明书的上下文中,术语“管状”旨在涵盖具有大致圆柱形横截面的任何管状元件,其限定至少一个气流导管,所述至少一个气流导管在管状元件的上游端与管状元件的下游端之间建立流体连通。如本文参考本发明所用,术语“中空”用于描述限定内部空白空间(诸如室或腔)的管状元件。
17.如本文所用,术语“纵向”是指对应于气溶胶生成制品的主纵向轴线的方向,该方向在气溶胶生成制品的上游端与下游端之间延伸。如本文所用,术语“上游”和“下游”描述气溶胶生成制品的元件或元件的部分相对于气溶胶在使用过程中输送通过气溶胶生成制品的方向的相对位置。在使用过程中,空气在纵向方向上被抽吸穿过气溶胶生成制品。术语“横向”是指垂直于纵向轴线的方向。除非另有说明,否则对气溶胶生成制品或气溶胶生成制品的部件的“横截面”的任何提及均指横向横截面。
18.术语“长度”表示气溶胶生成制品的部件在纵向方向上的最大尺寸。例如,它可以用来表示条或管状元件在纵向方向上的尺寸。特别地,在本发明的上下文中,术语“管状元件的长度”用于表示管状元件的上游端与下游端之间的最大距离。
19.术语“周边壁”是指限定中空管状段的周边的壁。术语“周边”是指位于此类周边处的元件或特征。
20.术语“细长突起”是指相对于其宽度和厚度长的突起或突出。例如,细长突起可包括平坦表面。细长突起的高度、周向和径向位置参考细长突起的基部而获取。细长突起在其基部处连接到中空管状段的周边壁的内表面。细长突起的基部是指细长突起的连接到中空管状段的周边壁的内表面的部分。细长突起的基部限定细长突起的纵向或轴向位置、周向位置和径向位置。例如,细长突起的上游位置的径向位置是指细长突起的基部的上游位置的径向位置。
21.术语“径向位置”是指从物体的中心沿半径的方向,在本公开中,该物体是中空管状元件、气溶胶冷却元件或气溶胶生成制品。换句话说,细长突起的特定径向位置或细长突起的一部分是指细长突起或其一部分相对于中空管状段的中心轴线的位置和距离。
22.术语“周向位置”是指沿着相对于物体的中心(或中心轴线)限定的圆周的方向,在本公开中,该物体是中空管状元件、气溶胶冷却元件或气溶胶生成制品。换句话说,细长突起的特定周向位置或细长突起的一部分是指细长突起或其一部分沿着相对于中空管状段的中心轴线限定的圆周的位置和距离。
23.术语“管状元件的周边壁的厚度”在本说明书中用于表示在管状元件的壁的外表面与内表面之间测得的最小距离。实际上,给定位置处的距离是沿着局部基本垂直于管状元件的壁的相对侧的方向测量的。对于基本圆柱形管状元件,即具有基本圆形横截面的管
状元件,周边壁的厚度被评估为沿着管状元件的基本上径向方向测得的周边壁的外表面与内表面之间的距离。
24.表述“不透气材料”贯穿本说明书用于意指不允许流体,尤其是空气和烟气穿过材料中的空隙或孔隙的材料。如果管状支撑元件由空气和气溶胶颗粒不可渗透的材料形成,则通过支撑元件抽吸的空气和气溶胶颗粒被迫流动通过气流导管,但不能流动通过支撑元件的壁。
25.相比之下,术语“多孔”在本文中用于指提供多个孔或开口的材料,该多个孔或开口允许空气通过该材料。
26.如本说明书中所用,术语“均质化烟草材料”涵盖由烟草材料颗粒的聚结形成的任何烟草材料。均质化烟草材料的片材或幅材通过使微粒烟草聚结而形成,该微粒烟草通过将烟草叶片和烟草叶梗中的一者或两者研磨或以其他方式粉末化而获得。另外,均质化烟草材料可包括少量的在烟草的处理、操作和运送期间形成的烟草尘、烟草细粒和其他微粒烟草副产品中的一种或多种。均质化烟草材料的片材可以通过浇铸、挤出、造纸工艺或本领域已知的其他任何合适的工艺来生产。
27.在根据本发明的气溶胶生成制品中,气溶胶冷却元件适于降低流过制品的气溶胶的温度,同时使气溶胶的流动均质化并且精细地控制气溶胶流如何递送到消费者的嘴中。
28.更详细地,已发现气溶胶冷却元件的结构和特征使得一致地将制品中的气体流的温度降低到阈值以下,该阈值可能与消费者的不适或疼痛感有关。不希望受理论束缚,应当理解,在根据本发明的气溶胶冷却元件和气溶胶生成制品中,随着气溶胶冷却元件的材料通过传导和对流加热,流经该制品的气溶胶的热容易消散。同时,延伸到气溶胶冷却元件的内部中的至少一个细长突起增加了气溶胶冷却元件的内表面积。增加气溶胶冷却元件的内表面积意指在气溶胶流与气溶胶冷却元件的材料之间有更多表面积以进行热传递。因此,降低了流动气溶胶的温度,并且有利地防止在使用期间可能与消费者的唇缘接触的制品的外表面过热,即使制品在特别炎热和潮湿的天气条件下使用。
29.除了增强气溶胶冷却元件与流动气溶胶的热传递之外,至少一个细长突起部分地阻挡和转移进入并流过气溶胶冷却元件的加热的气溶胶。至少一个细长突起在流动气溶胶中产生湍流,这促进气溶胶与已存在于气溶胶冷却元件中的较冷空气的混合。因此,这种效应进一步提高气溶胶冷却元件的冷却功能。
30.此外,根据本发明的气溶胶冷却元件和气溶胶生成制品可以以连续的工艺制成,并且其生产可方便地以高速实现并结合到用于制造加热的气溶胶生成制品的现有生产线中,而不需要对制造装备进行大量修改。
31.气溶胶冷却元件可由具有相对高热容量的材料制成,使得气溶胶冷却元件能够吸收由流动通过制品的气溶胶携带的热能量,而不会引起气溶胶冷却元件的温度的大幅增加。举例来说,气溶胶冷却元件可由基于纤维素的化合物制成,包括热塑性纸化合物。作为另一实例,气溶胶冷却元件可由聚乳酸(pla)或聚羟基链烷酸酯(pha)制成。
32.至少一个细长突起可由与气溶胶冷却元件的其余部分相同的材料制成。举例来说,至少一个细长突起可由基于纤维素的化合物制成,包括热塑性纸化合物。作为另一实例,至少一个细长突起可由聚乳酸(pla)或聚羟基链烷酸酯(pha)制成。至少一个细长突起可通过注塑成型或其他挤出技术制备。
33.气溶胶冷却元件的长度可以为约5毫米至约35毫米。在一些实施方案中,气溶胶冷却元件的长度为约5毫米至约25毫米、或约5毫米至约20毫米、或约5毫米至约19毫米。
34.优选地,气溶胶冷却元件的长度为至少约8毫米。更优选地,气溶胶冷却元件的长度为至少约9毫米。气溶胶冷却元件的长度优选地小于或等于约30毫米、或约8毫米至约25毫米、或约8毫米至约20毫米、或约8毫米至约19毫米。更优选地,气溶胶冷却元件的长度小于或等于约25毫米。甚至更优选地,气溶胶冷却元件的长度小于或等于约20毫米。在特定优选的实施方案中,气溶胶冷却元件的长度小于或等于19毫米。
35.在优选实施方案中,气溶胶冷却元件的长度为约8毫米至约30毫米、或约8毫米至约25毫米、或约8毫米至约20毫米、或约8毫米至约19毫米、更优选地约9毫米至约30毫米、或约9毫米至约25毫米、或约9毫米至约20毫米、或约9毫米至约19毫米。
36.优选地,中空管状段的周边壁的厚度为至少约0.2毫米。更优选地,中空管状段的周边壁的厚度为至少约0.5毫米。甚至更优选地,中空管状段的周边壁的厚度为至少约1毫米。中空管状段的周边壁的厚度优选地小于或等于3.5毫米。更优选地,中空管状段的周边壁的厚度小于或等于3毫米。甚至更优选地,中空管状段的周边壁的厚度小于或等于约2.5毫米。
37.在一些实施方案中,中空管状段的周边壁的厚度为约0.2毫米至约3.5毫米、或约0.2毫米至约3毫米、或约0.2毫米至约2.5毫米。在其他实施方案中,中空管状段的周边壁的厚度为约0.5毫米至约3.5毫米、或约0.5毫米至约3毫米、或约0.5毫米至约2.5毫米。在其他实施方案中,中空管状段的周边壁的厚度为约1毫米至约3.5毫米、或约1毫米至约3毫米、或约1毫米至约2.5毫米。
38.在一些优选的实施方案中,中空管状段的周边壁的厚度为约0.2毫米至约3.5毫米、更优选地约0.5毫米至约3毫米、甚至更优选地约1毫米至约2.5毫米。
39.优选地,中空管状段的外径为至少约3毫米。更优选地,中空管状段的外径为至少约4毫米。甚至更优选地,中空管状段的外径为至少约5毫米。中空管状段的外径优选地小于或等于约13毫米。更优选地,中空管状段的外径小于或等于约10毫米。甚至更优选地,中空管状段的外径小于或等于约8毫米。
40.在一些实施方案中,中空管状段的外径为约3毫米至约13毫米、或约3毫米至约10毫米、或约3毫米至约8毫米。在其他实施方案中,中空管状段的外径为约4毫米至约13毫米、或约4毫米至约10毫米、或约4毫米至约8毫米。在其他实施方案中,中空管状段的外径为约5毫米至约13毫米、或约5毫米至约10毫米、或约5毫米至约8毫米。
41.在优选的实施方案中,中空管状段的外径为约3毫米至约13毫米、更优选地约4毫米至约10毫米、甚至更优选地约5毫米至约8毫米。在一些实施方案中,中空管状段的外径为约4毫米至约8毫米。
42.优选地,中空管状段的内径为至少约2毫米。更优选地,中空管状段的内径为至少约3毫米。甚至更优选地,中空管状段的内径为至少约4毫米。中空管状段的内径优选地小于或等于约10毫米。更优选地,中空管状段的内径小于或等于约7.5毫米。甚至更优选地,中空管状段的内径小于或等于约6毫米。
43.在一些实施方案中,中空管状段的内径为约2毫米至约10毫米、或约2毫米至约7.5毫米、或约2毫米至约6毫米。在其他实施方案中,中空管状段的内径为约3毫米至约10毫米、
或约3毫米至约7.5毫米、或约3毫米至约6毫米。在其他实施方案中,中空管状段的内径为约4毫米至约10毫米、或约4毫米至约7.5毫米、或约4毫米至约6毫米。
44.在优选的实施方案中,中空管状段的内径为约2毫米至约10毫米、更优选地约3毫米至约7.5毫米、甚至更优选地约4毫米至约6毫米。在一些实施方案中,中空管状段的内径为约3毫米至约7.5毫米。
45.在一些优选的实施方案中,至少一个细长突起沿着径向方向从周边壁朝向中空管状段的中心轴线延伸。通过沿着气溶胶冷却元件的中空管状段的径向方向延伸,至少一个细长突起尽可能地扰乱和阻挡进入的流动气溶胶,以便促进流动气溶胶中的湍流。如上所述,湍流有助于由气溶胶冷却元件提供的冷却效果。
46.在一些优选的实施方案中,至少一个细长突起的高度在上游位置与下游位置之间变化。此类“至少一个细长突起的高度”是指距细长突起延伸穿过的中空管状段的周边壁的内部的垂直距离。在此类实施方案中,至少一个细长突起可具有任何轮廓,其中突起可在突起的某些部分处比突起的其他部分进一步延伸到中空管状段的内部中。
47.在一些优选的实施方案中,至少一个细长突起的高度在上游位置和下游位置中的一者与另一者之间减小。
48.在一些优选的实施方案中,至少一个细长突起的最大高度与气溶胶冷却元件的内径的比率为至少0.1。更优选地,至少一个细长突起的最大高度与气溶胶冷却元件的内径的比率为至少0.25。甚至更优选地,至少一个细长突起的最大高度与气溶胶冷却元件的内径的比率为至少0.33(三分之一)。术语“最大高度”是指至少一个细长突起的一部分的高度大于至少一个细长突起的任何其他部分的高度。
49.在一些优选的实施方案中,至少一个细长突起的最大高度与气溶胶冷却元件的内径的比率小于或等于0.75。更优选地,至少一个细长突起的最大高度与气溶胶冷却元件的内径的比率小于或等于0.6。甚至更优选地,至少一个细长突起的最大高度与气溶胶冷却元件的内径的比率小于或等于0.5。
50.在一些优选的实施方案中,至少一个细长突起的最大高度与气溶胶冷却元件的内径的比率在0.1与0.75之间。更优选地,至少一个细长突起的最大高度与气溶胶冷却元件的内径的比率在0.25与0.6之间。甚至更优选地,至少一个细长突起的最大高度与气溶胶冷却元件的内径的比率在0.33(三分之一)与0.5之间。
51.当从侧面观察时,至少一个细长突起可具有翅片状轮廓、锥形轮廓、弯曲轮廓或起伏轮廓。
52.在一些优选的实施方案中,至少一个细长突起包括(或为)偏转翅片,该偏转翅片被构造成改变从中空管状段的上游端流动到下游端的气溶胶的流动方向。“翅片”是指平坦的薄突出表面。
53.在优选的实施方案中,至少一个细长突起包括多个偏转翅片。在此类优选的实施方案中,多个偏转翅片包括至少两个偏转翅片。更优选地,多个偏转翅片包括至少四个偏转翅片。甚至更优选地,多个偏转翅片包括至少六个偏转翅片。
54.在一些优选的实施方案中,偏转翅片包括相对的第一表面和第二表面,其中在上游位置处的参考平面与偏转翅片的第一表面之间形成的角度不同于在下游位置处的参考平面与偏转翅片的第一表面之间形成的角度,参考平面平行于纵向轴线并将中空管状段的
内部体积分成两部分。
55.在一些优选的实施方案中,偏转翅片沿着中空管状段的长度扭曲。术语“扭曲”是指偏转翅片的轮廓沿着偏转翅片的长度围绕参考点或线弯曲或卷曲的事实。偏转翅片在沿着气溶胶冷却元件的长度延伸时可采取螺旋形或螺旋状的形式或形状。此类螺旋形或螺旋状的形状对于在流动气溶胶中施加湍流是最佳的,这继而增强由气溶胶冷却元件提供的冷却效果。术语“螺旋形”是指具有螺旋形或螺旋状的轮廓或形状的元件。
56.在一些优选的实施方案中,至少一个细长突起或其一部分的径向位置或周向位置在其上游位置与其下游位置之间变化。在此类实施方案中,当从上方或下方观察时,至少一个细长突起可不遵循直线。在此类实施方案中,至少一个细长突起的基部可沿着周边壁的内表面描画弯曲轮廓、起伏轮廓或转移与气溶胶冷却元件的中空管状段的纵向轴线平行的任何其他轮廓。
57.在一些优选的实施方案中,至少一个细长突起的高度小于中空管状段的半径。中空管状段的此类半径优选地是指中空管状段的内径,其为上文所述的中空管状段的内径的一半。
58.在一些优选的实施方案中,上游位置位于中空管状段的上游端与中空管状段的中点之间,并且其中下游位置位于中空管状段的中点与中空管状段的下游端之间。中空管状段的中点是指中空管状段的中间,在中空管状段的上游端与下游端之间的中间位置。
59.在一些优选的实施方案中,上游位置位于背离上游端的气溶胶冷却元件的长度的四分之一处。在一些其他优选的实施方案中,上游位置位于背离上游端的气溶胶冷却元件的长度的三分之一处。在一些其他优选的实施方案中,上游位置位于背离上游端的气溶胶冷却元件的长度的一半处。
60.在一些优选的实施方案中,下游位置位于背离下游端的气溶胶冷却元件的长度的四分之一处。在一些其他优选的实施方案中,下游位置位于背离下游端的气溶胶冷却元件的长度的三分之一处。在一些其他优选的实施方案中,下游位置位于背离下游端的气溶胶冷却元件的长度的一半处。
61.在一些优选的实施方案中,至少一个细长突起从中空管状段的上游端纵向延伸到中空管状段的下游端。
62.在一些优选的实施方案中,至少一个细长突起的长度在约8mm与约30mm之间。更优选地,至少一个细长突起的长度在约9mm与约19mm之间。甚至更优选地,至少一个细长突起在约10mm与约15mm之间。
63.在一些优选的实施方案中,至少一个细长突起的长度与气溶胶冷却元件的长度的比率为至少0.25。更优选地,至少一个细长突起的长度与气溶胶冷却元件的长度的比率为至少0.33(三分之一)。甚至更优选地,至少一个细长突起的长度与气溶胶冷却元件的长度的比率为至少0.5。
64.在一些优选的实施方案中,至少一个细长突起的长度与气溶胶冷却元件的长度的比率小于或等于1。更优选地,至少一个细长突起的长度与气溶胶冷却元件的长度的比率小于或等于0.75。甚至更优选地,至少一个细长突起的长度与气溶胶冷却元件的长度的比率小于或等于0.5。
65.在一些优选的实施方案中,至少一个细长突起的长度与气溶胶冷却元件的长度的
比率在0.25与1之间。更优选地,至少一个细长突起的长度与气溶胶冷却元件的长度的比率在0.25与0.75之间。
66.在一些优选的实施方案中,至少一个细长突起的厚度在约0.1mm与约1mm之间。更优选地,至少一个细长突起的厚度在约0.25mm与约0.75mm之间。甚至更优选地,至少一个细长突起的厚度在约0.4mm与约0.6mm之间。
67.在一些优选的实施方案中,至少一个细长突起的厚度为约0.1mm。更优选地,至少一个细长突起的厚度为约0.25mm。甚至更优选地,至少一个细长突起的厚度为约0.4mm。在一些优选的实施方案中,至少一个细长突起的厚度为约0.6mm。更优选地,至少一个细长突起的厚度为约0.75mm。甚至更优选地,至少一个细长突起的厚度为约1mm。
68.优选地,至少一个细长突起的厚度小于至少一个细长突起的长度的20%。更优选地,至少一个细长突起的厚度小于至少一个细长突起的长度的10%。甚至更优选地,至少一个细长突起的厚度小于至少一个细长突起的长度的5%。
69.在一些优选的实施方案中,至少一个细长突起包括径向地分布在周边壁上的多个细长突起。在此类优选的实施方案中,多个细长突起以细长突起彼此等距间隔的方式均匀地(或均一地)分布在周边壁上。
70.在一些优选的实施方案中,至少一个细长突起包括多个细长突起。优选地,多个细长突起包括至少两个细长突起。更优选地,多个细长突起包括至少四个细长突起。甚至更优选地,多个细长突起包括至少六个细长突起。
71.在一些优选的实施方案中,至少一个细长突起部包括轴向分布在周边壁上的相同径向位置或周向位置处的多个细长突起。
72.在一些优选的实施方案中,多个细长突起均匀地(或均一地)分布在周边壁上。这意味着多个细长突起在周边壁上均匀地(或均一地)间隔开。在其他实施方案中,多个细长突起彼此间隔开不同距离。
73.在一些优选的实施方案中,细长突起基本上具有彼此相同的形状。
74.本发明涉及一种用于在加热时产生气溶胶的气溶胶生成制品。气溶胶生成制品包括气溶胶生成基质的条。如上所述,气溶胶生成制品可包括根据本公开的第一方面的第一气溶胶冷却元件,该第一气溶胶冷却元件定位在气溶胶生成基质的条的下游。
75.根据本公开的第二方面,提供了一种用于在加热时产生气溶胶的气溶胶生成制品。气溶胶生成制品包括气溶胶生成基质的条。如上所述,气溶胶生成制品包括根据本公开的第一方面的第一气溶胶冷却元件,该第一气溶胶冷却元件定位在气溶胶生成基质的条的下游。
76.在一些实施方案中,气溶胶生成制品还可包括紧邻气溶胶生成基质的条的下游定位的中空管状支撑元件。
77.在一些实施方案中,气溶胶生成制品还可包括位于中空管状支撑元件下游的第二气溶胶冷却元件,其中第一气溶胶冷却元件定位在第二气溶胶冷却元件的下游,并且一直延伸到气溶胶生成制品的下游端。
78.在优选的实施方案中,由第一气溶胶冷却元件限定的腔限定在气溶胶生成制品的下游端处的嘴端腔。
79.如上简要所述,气溶胶生成制品可包括在中空管状支撑元件与气溶胶冷却元件之
间的附加部件,在一些实施方案中,附加部件可以是其他气溶胶冷却元件(在本文中也称为“次级”或“第二”气溶胶冷却元件),其适于起始对从气溶胶生成基质进入的气体流的冷却,以便促进从基质释放的化合物的冷凝,使得它们冷凝以形成气溶胶。在一些实施方案中,次级气溶胶冷却元件可呈聚合物材料,诸如聚乳酸(pla)的聚集、任选地卷曲片材的形式,其限定多个纵向延伸通道。实际上,pla的片材可以被“卷曲”以形成基本平行的脊或波纹。然后,卷曲的pla片材可聚集、卷积、褶皱或折叠,或以其他方式基本上横向于纵向轴线压缩或收缩,使得基本平行的脊或波纹在纵向方向上延伸。不希望受理论束缚,一个此类聚集的卷曲聚合物材料片材可基本上充当热交换器。
80.优选地,其他气溶胶冷却元件的长度为至少约4毫米。更优选地,其他气溶胶冷却元件的长度为至少约6毫米。甚至更优选地,其他气溶胶冷却元件的长度为至少约9毫米。其他气溶胶冷却元件的长度优选地小于或等于约25毫米。更优选地,其他气溶胶冷却元件的长度优选地小于或等于约20毫米。甚至更优选地,其他气溶胶冷却元件的长度优选地小于或等于约15毫米。
81.在一些实施方案中,其他气溶胶冷却元件的长度为约4毫米至约25毫米、或约4毫米至约20毫米、或约4毫米至约15毫米。在其他实施方案中,其他气溶胶冷却元件的长度为约6毫米至约25毫米、或约6毫米至约20毫米、或约6毫米至约15毫米。在其他实施方案中,其他气溶胶冷却元件的长度为约9毫米至约25毫米、或约9毫米至约20毫米、或约9毫米至约15毫米。
82.在一些优选的实施方案中,其他气溶胶冷却元件的长度为约4毫米至约25毫米、更优选地约6毫米至约20毫米、约9毫米至约15毫米。
83.如以上简要所述,根据本发明的气溶胶生成制品并入有气溶胶生成基质的条和紧邻气溶胶生成基质的条的下游定位的中空管状支撑元件。此外,本发明的气溶胶生成制品可包括在中空管状支撑元件的下游的气溶胶冷却元件。
84.与现有的气溶胶生成制品相比,在根据本发明的制品中,气溶胶冷却元件可一直延伸到气溶胶生成制品的下游端。换句话说,气溶胶冷却元件可限定制品的嘴端部分,并且在使用期间可由消费者抽吸。
85.气溶胶生成制品的总长度优选地为至少约35毫米。更优选地,气溶胶生成制品的总长度为至少约40毫米。甚至更优选地,气溶胶生成制品的总长度为至少约45毫米。另外或作为替代方案,气溶胶生成制品的总长度优选地小于或等于约100毫米。更优选地,气溶胶生成制品的总长度小于或等于约80毫米。甚至更优选地,气溶胶生成制品的总长度小于或等于约75毫米。最优选地,气溶胶生成制品的总长度小于或等于约70毫米。
86.在一些实施方案中,气溶胶生成制品的总长度为约35毫米至约100毫米、或约35毫米至约80毫米、或约35毫米至约75毫米、或约35毫米至约70毫米。在其他实施方案中,气溶胶生成制品的总长度为约40毫米至约100毫米、或约40毫米至约80毫米、或约40毫米至约75毫米、或约40毫米至约70毫米。在其他实施方案中,气溶胶生成制品的总长度为约45毫米至约100毫米、或约45毫米至约80毫米、或约45毫米至约75毫米、或约45毫米至约70毫米。
87.在特别优选的实施方案中,气溶胶生成制品的总长度为约35毫米至约80毫米、更优选地约40毫米至约75毫米、甚至更优选地约45毫米至约70毫米。
88.根据本发明的气溶胶生成制品包括气溶胶生成基质,该气溶胶生成基质可以呈由
包装物限定的条的形式提供。
89.气溶胶生成基质的条的外径优选地大约等于气溶胶生成制品的外径。
90.优选地,气溶胶生成基质的条具有至少5毫米的外径。气溶胶生成基质的条的外径可介于约5毫米与约12毫米之间,例如介于约5毫米与约10毫米之间、或介于约5毫米与约8毫米之间、或介于约6毫米与约12毫米之间、或介于约6毫米与10毫米之间、或介于约6毫米与约8毫米之间。在优选的实施方案中,气溶胶生成基质的条具有7.2毫米的外径。
91.气溶胶生成基质的条可具有在约5毫米与约100毫米之间的长度。优选地,气溶胶生成基质的条具有至少约5毫米,更优选地至少约7毫米的长度。另外,或作为替代方案,气溶胶生成基质的条优选地具有小于约100毫米、更优选地小于约80毫米、甚至更优选地小于约65毫米、最优选地小于或等于约50毫米的长度。在特别优选的实施方案中,气溶胶生成基质的条具有小于或等于约35毫米、更优选地小于或等于25毫米、甚至更优选地小于或等于约20毫米的长度。在一个实施方案中,气溶胶生成基质的条可具有约10毫米的长度。在优选的实施方案中,气溶胶生成基质的条具有约12毫米的长度。
92.在一些实施方案中,气溶胶生成基质的条具有约5毫米至约80毫米、或约5毫米至约65毫米、或约5毫米至约50毫米的长度。在其他实施方案中,气溶胶生成基质的条具有约7毫米至约100毫米、或约7毫米至约80毫米、或约7毫米至约65毫米、或约7毫米至约50毫米的长度。在其他实施方案中,气溶胶生成基质的条具有约10毫米至约100毫米、或约10毫米至约80毫米、或约10毫米至约65毫米、或约10毫米至约50毫米的长度。
93.优选地,气溶胶生成基质的条沿着条的长度具有基本均匀的横截面。特别优选地,气溶胶生成基质的条具有基本圆形的横截面。
94.在优选的实施方案中,气溶胶生成基质包括一个或多个均质化烟草材料的聚集片材。优选地,一个或多个均质化烟草材料的片材是有纹理的。如本文中所用,术语“纹理化片材”表示已卷曲、凸印、凹印、穿孔或以另外方式变形的片材。用于本发明的均质化烟草材料的纹理化片材可包括多个间隔开的压痕、凸起、穿孔或其组合。根据本发明的特别优选的实施方案,气溶胶生成基质的条包括由包装物限定的均质化烟草材料的聚集卷曲片材。
95.如本文中所使用,术语“卷曲片材”预期与术语“起皱片材”同义,且表示具有多个基本平行的脊或波纹的片材。优选地,均质化烟草材料的卷曲片材具有与根据本发明的条的圆柱轴基本上平行的多个脊或波纹。这有利地促进了均质化烟草材料的卷曲片材的聚集以形成条。然而,应了解用于本发明的均质化烟草材料的卷曲片材可替代地或另外具有以锐角或钝角设置于条的圆柱轴线的多个基本上平行的脊或波纹。用于本发明制品的条的均质化烟草材料的片材可以在其基本整个表面上基本均匀地纹理化。例如,用于制造用于根据本发明的气溶胶生成制品的条的均质化烟草材料的卷曲片材可以包括多个基本平行的脊或波纹,这些脊或波纹在片材的宽度上基本均匀地间隔开。
96.用于本发明的均质化烟草材料的片材或幅材可具有以干重计至少约40重量%,更优选以干重计至少约60重量%,更优选以干重计至少约70重量%,最优选以干重计至少约90重量%的烟草含量。
97.用于气溶胶生成基质中的均质化烟草材料的片材或幅材可包含一种或多种固有粘结剂(即烟草内源性粘结剂)、一种或多种非固有粘结剂(即烟草外源性粘结剂)或它们的组合,以帮助聚结颗粒烟草。替代地或另外地,用于气溶胶生成基质中的均质化烟草材料的
片材可包含其他添加剂,包括但不限于烟草和非烟草纤维、气溶胶形成剂、保湿剂、增塑剂、香料、填充剂、水性溶剂和非水性溶剂以及它们的组合。
98.包含在用于气溶胶生成基质中的均质化烟草材料的片材或幅材中的合适的外部粘结剂在本领域中是已知的,包括但不限于:树胶,例如瓜尔豆胶、黄原胶、阿拉伯胶和刺槐豆胶;纤维素粘结剂,例如羟丙基纤维素、羧甲基纤维素、羟乙基纤维素、甲基纤维素和乙基纤维素;多糖,例如淀粉;有机酸,例如藻酸;有机酸的共轭碱盐,例如海藻酸钠、琼脂和果胶;以及它们的组合。
99.包含在用于气溶胶生成基质中的均质化烟草材料的片材或幅材中的合适的非烟草纤维在本领域中是已知的,包括但不限于:纤维素纤维;软木纤维;硬木纤维;黄麻纤维以及它们的组合。在包含在用于气溶胶生成基质中的均质化烟草材料的片材中之前,非烟草纤维可以通过本领域已知的合适的工艺进行处理,所述工艺包括但不限于:机械制浆、精炼、化学制浆、漂白、硫酸盐制浆及其组合。
100.优选地,均质化烟草材料的片材或幅材包含气溶胶形成剂。如本文中所用,术语“气溶胶形成剂”描述任何合适的已知化合物或化合物的混合物,所述化合物或化合物的混合物在使用中促进形成气溶胶并且在气溶胶生成制品的工作温度下基本抵抗热降解。
101.合适的气溶胶形成剂是本领域已知的,并且包括但不限于:多元醇,诸如丙二醇、三甘醇、1,3
‑
丁二醇、甘油;多元醇的酯,诸如甘油单乙酸酯、甘油二乙酸酯或甘油三乙酸酯;以及一元羧酸、二元羧酸或多元羧酸的脂肪酸酯,诸如十二烷二酸二甲酯和十四烷二酸二甲酯。
102.优选的气溶胶形成剂是多元醇或其混合物,诸如丙二醇、三甘醇、1,3
‑
丁二醇和最优选的甘油。
103.均质化烟草材料的片材或幅材可包含单种气溶胶形成剂。替代地,均质化烟草材料的片材或幅材可包含两种或更多种气溶胶形成剂的组合。
104.均质化烟草材料的片材或幅材具有以干重计大于10%的气溶胶形成剂含量。优选地,均质化烟草材料的片材或幅材具有以干重计大于12%的气溶胶形成剂含量。更优选地,均质化烟草材料的片材或幅材具有以干重计大于14%的气溶胶形成剂含量。甚至优选地,均质化烟草材料的片材或幅材具有以干重计大于16%的气溶胶形成剂含量。
105.均质化烟草材料的片材可具有以干重计约10%至约30%的气溶胶形成剂含量。优选地,均质化烟草材料的片材或幅材具有以干重计小于25%的气溶胶形成剂含量。
106.在优选的实施方案中,均质化烟草材料的片材具有以干重计约20%的气溶胶形成剂含量。
107.用于本发明的气溶胶生成制品中的均质化烟草的片材或幅材可通过本领域已知的方法(例如在国际专利申请wo
‑
a
‑
2012/164009a2中公开的方法)来制造。在优选的实施方案中,用于气溶胶生成制品中的均质化烟草材料的片材由包含颗粒烟草、瓜尔豆胶、纤维素纤维和甘油的浆料通过浇铸工艺来形成。
108.用于气溶胶生成制品中的条中的均质化烟草材料的替代布置将是技术人员已知的,并且可以包括多个均质化烟草材料的堆叠片材、通过绕其纵向轴线缠绕均质化烟草材料的条状物而形成的多个细长管状元件等等。
109.作为另一替代方案,气溶胶生成基质的条可包括非烟草基的含尼古丁的材料,例
如装载有尼古丁(例如,以尼古丁盐的形式)和气溶胶形成剂的吸收剂非烟草材料的片材。在国际应用wo
‑
a
‑
2015/052652中描述此类条的实例。另外或作为替代方案,气溶胶生成基质的条可以包含非烟草植物材料,例如芳香非烟草植物材料。
110.在根据本发明的制品的气溶胶生成基质的条中,气溶胶生成基质优选地由包装物限定。包装物可以由多孔或无孔的片材材料形成。包装物可以由任何合适的材料或材料组合形成。优选地,包装物是纸质包装物。
111.如上所述,管状支撑元件可设置在气溶胶生成基质的条的下游的位置处。管状支撑元件包括圆柱形周边壁,并且限定从管状支撑元件的上游端纵向延伸到管状支撑元件的下游端的气流导管。因此,管状支撑元件在气溶胶生成基质的条与进一步位于下游的制品的一个或多个部件之间建立流体连通。
112.更详细地,管状支撑元件与条纵向对准,并且紧邻条的下游布置。在本发明的上下文中,表述“紧邻条的下游”意指管状支撑元件和条彼此接触或彼此非常接近,使得当接收制品以用于适于加热气溶胶生成基质的气溶胶生成装置(例如,包括插入到条中的加热元件的气溶胶生成装置)中时,管状支撑元件有效为条提供支撑,其中气溶胶生成制品几乎没有变形,或条几乎没有位移,或者两者兼有。因此,实际上,如本文参考本发明所使用的,表述“紧邻条的下游”用于指示条的下游端表面与管状支撑元件的周边壁的上游端表面之间的最小纵向距离小于1毫米、优选地小于0.5毫米、甚至更优选地小于0.25毫米。在特别优选的实施方案中,管状支撑元件的周边壁的上游端表面直接接触气溶胶生成基质的条的下游端表面。
113.因此,管状支撑元件可有效地将气溶胶生成基质的条保持在距气溶胶生成制品的下游端预定距离处。另外,管状支撑元件赋予气溶胶生成制品结构强度,使得其可由消费者容易地操作,并且可方便地将其插入到气溶胶生成装置中以供使用。
114.管状支撑元件可由多孔材料或由不透气材料制成。多孔材料的合适实例包括但不限于乙酸纤维素以及本领域技术人员已知的许多其他多孔聚合物材料。不透气材料的合适实例包括但不限于无孔聚合物材料,特别优选生物塑料。
115.在优选的实施方案中,管状支撑元件是中空乙酸纤维素管。
116.在使用期间,沿着管状支撑元件的气流导管建立热梯度。实际上,提供温差,使得在气溶胶生成基质的条的下游端进入管状支撑元件的挥发性气溶胶组分的温度通常大于在管状支撑元件的下游端离开管状支撑元件的挥发性气溶胶组分的温度。然而,这通常不足以充分冷却挥发性气溶胶组分。
117.中空管状支撑元件的圆柱形周边壁的厚度优选地小于或等于2毫米。更优选地,圆柱形周边壁的厚度小于或等于1.5毫米。甚至更优选地,圆柱形周边壁的厚度小于或等于1毫米。
118.中空管状支撑元件的圆柱形周边壁的厚度为至少0.2毫米。更优选地,圆柱形周边壁的厚度为至少0.4毫米。甚至更优选地,圆柱形周边壁的厚度为至少0.6毫米。
119.在一些实施方案中,中空管状段的圆柱形周边壁的厚度优选地为约0.2毫米至约2毫米、更优选地约0.4毫米至约1.5毫米、甚至更优选地约0.6毫米至约1毫米。
120.因此,在上游端处,圆柱形周边壁呈现适于邻接气溶胶生成基质的条的周边部分的端表面。在一些实施方案中,周边壁的上游端表面可具有基本平坦的轮廓。因此,其可基
本上整体地接触条的下游端表面。在替代实施方案中,周边壁的上游端表面具有非平面轮廓,例如倾斜轮廓或弯曲轮廓,使得周边壁仅在其最外周边边缘处接触条,而一些间隔设置在条的下游端表面与周边壁的内周边处的周边壁的端表面之间。
121.优选地,中空管状支撑元件的长度为至少约10毫米。更优选地,中空管状支撑元件的长度为至少约15毫米。甚至更优选地,中空管状支撑元件的长度为至少约20毫米。
122.中空管状支撑元件的长度优选地小于或等于约60毫米。更优选地,中空管状支撑元件的长度小于或等于约50毫米。甚至更优选地,中空管状支撑元件的长度小于或等于约40毫米。
123.在一些实施方案中,中空管状支撑元件的长度为约10毫米至约60毫米、或约10毫米至约50毫米、或约10毫米至约40毫米。在其他实施方案中,中空管状支撑元件的长度为约15毫米至约60毫米、或约15毫米至约50毫米、或约15毫米至约40毫米。在其他实施方案中,中空管状支撑元件的长度为约20毫米至约60毫米、或约20毫米至约50毫米、或约20毫米至约40毫米。
124.在一些优选的实施方案中,中空管状支撑元件的长度为约10毫米至约60毫米、更优选地约15毫米至约50毫米、甚至更优选地约20毫米至约40毫米。
125.如以上简要所述,根据本发明的气溶胶生成制品包括与条和中空管状支撑元件纵向对准且定位在中空管状支撑元件的下游的气溶胶冷却元件。
126.在一些实施方案中,气溶胶冷却元件紧邻中空管状支撑元件的下游定位。如本文中关于本发明所使用,表述“紧邻中空管状支撑元件的下游”意指气溶胶冷却元件彼此接触或彼此非常接近。实际上,表述“紧邻中空管状支撑元件的下游”用于指示中空管状支撑元件的下游端表面与气溶胶冷却元件的周边壁的上游端表面之间的最小纵向距离小于1毫米、优选地小于0.5毫米、甚至更优选地小于0.25毫米。在特别优选的实施方案中,气溶胶冷却元件的上游端表面直接接触中空管状支撑元件的周边壁的下游端表面。
127.在其他实施方案中,气溶胶生成制品可包括中空管状支撑元件与气溶胶冷却元件之间的一个或多个附加部件。
128.举例来说,气溶胶生成制品可包括能够移除微粒组分、气体组分或其组合的过滤材料的滤嘴段。合适的过滤材料是本领域已知的,并且包括但不限于:纤维过滤材料,例如醋酸纤维素丝束、粘胶纤维、聚羟基脂肪酸酯(pha)纤维、聚乳酸(pla)纤维和纸;吸附剂,例如活性氧化铝、沸石、分子筛和硅胶;以及它们的组合。另外,过滤材料的滤嘴段还可包括一种或多种气溶胶改性剂。合适的气溶胶改性剂是本领域中已知的,并且包括但不限于香料,诸如例如薄荷醇。过滤材料的滤嘴段的长度可以为约4毫米至约25毫米。优选地,过滤材料的滤嘴段的长度为至少约6毫米、更优选地至少约8毫米。过滤材料的滤嘴段的长度优选地小于或等于约25毫米、更优选地小于或等于约20毫米、甚至更优选地小于或等于约15毫米。在特别优选的实施方案中,过滤材料的滤嘴段的长度小于或等于约10毫米。在示例性实施方案中,过滤材料的滤嘴段的长度为约5毫米。在示例性实施方案中,衔嘴的长度为约7毫米。
129.根据本发明的气溶胶生成制品的部件可单独地由此类包装物限定。包装物可以由多孔或无孔的片材材料形成。包装物可以由任何合适的材料或材料组合形成。优选地,包装物是纸质包装物。然而,两个或更多个部件也可由相同的包装物限定。此外,气溶胶生成基
质的条和其他部件通常组装在单个包装物内。例如,在实施方案中,气溶胶生成制品包括以线性顺序布置的如上所述的气溶胶生成基质的条、管状支撑元件、气溶胶冷却元件、以及限定条、支撑元件和气溶胶冷却元件的外包装物。在另一实施方案中,气溶胶生成制品包括以线性顺序布置的如上所述的气溶胶生成基质的条、次级气溶胶冷却元件、气溶胶冷却元件、以及限定条、支撑元件和气溶胶冷却元件的外包装物。
130.在一些实施方案中,气溶胶生成制品包括在沿着气溶胶冷却元件的位置处的通风区。优选地,气溶胶生成制品包括在沿着气溶胶冷却元件的长度的位置处的通风区。
131.在一些实施方案中,通风区设置在沿着中空管状段的腔的位置处。因此,在外部环境与腔之间建立流体连通,使得当消费者吸入气溶胶生成制品时,通过穿过中空管状段的周边壁形成的通风孔将一些环境空气吸入腔中。这是有利的,因为通过将环境空气与进入的气溶胶流混合,可降低气溶胶的温度,并有利于气溶胶颗粒的冷凝或增长,或两者兼而有之。同样,通过气溶胶冷却元件的周边壁的环境空气流可进一步促进将周边壁的温度维持在所需阈值以下。
132.在特别优选的实施方案中,通风区包括延伸穿过周边壁的多个孔,使得形成将外部环境与中空管状段的腔连接的倾斜的气流导管。这可特别有助于将气溶胶冷却元件的周边壁的温度保持在所需阈值以下。
133.如上文所述的气溶胶生成制品可以用于作为根据本公开或发明的另一方面的气溶胶生成系统的一部分的电动操作的气溶胶生成装置中。一种此类气溶胶生成系统包括如上所述的气溶胶生成制品和电操作气溶胶生成装置,所述电操作气溶胶生成装置包括加热元件和构造成接收所述气溶胶生成制品的细长加热室,使得气溶胶生成基质的条在所述加热室中被加热。优选地,加热元件包括加热器叶片或加热器针,所述加热器叶片或加热器针适于在气溶胶生成制品接收到加热腔室中时插入到气溶胶生成基质的条中。
附图说明
134.现在将参考附图进一步描述本发明,其中:
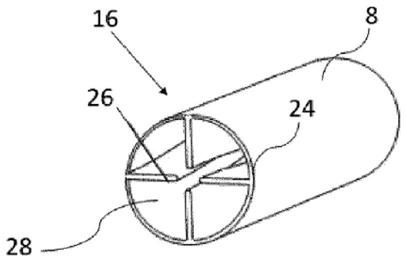
135.图1示出了根据本发明的气溶胶冷却元件的前透视图;
136.图2示出了根据本发明的气溶胶冷却元件的示意性侧面剖视图;
137.图3示出了图2的沿着位于气溶胶冷却元件的中间平面t
‑
t截取的气溶胶冷却元件的示意性截面图;
138.图4示出了根据本发明的包括气溶胶冷却元件的气溶胶生成制品的侧面剖视图;并且
139.图5示出了气溶胶生成系统的示意性侧面剖视图,该气溶胶生成系统包括电动操作的气溶胶生成装置和图4所示的气溶胶生成制品。
具体实施方式
140.图1所示的气溶胶冷却元件16包括中空管状段8,该中空管状段包括具有约0.5毫米的厚度的周边壁24,并且限定腔28。此外,中空管状段8包括从周边壁24延伸到中空管状段22的内部中的多个细长突起26。细长突起26中的每一者从中空管状段8的上游端延伸到中空管状段8的下游端,并且延伸到中空管状段23的内部中。
141.如图1所示,多个细长突起26包括四个偏转翅片。四个偏转翅片26均匀地径向分布在气溶胶冷却元件的内部内。这意味着偏转翅片26彼此径向地均匀间隔开。如图2所示,偏转翅片26在中空管状段8的上游端与中空管状段8的下游端之间扭曲。如图2所示,细长突起26的周向位置沿着气溶胶冷却元件的长度变化。如图2所示,如虚线所示的偏转翅片的截面所示,在气溶胶冷却元件的中点处的细长突起的周向位置不同于在气溶胶冷却元件的下游端处的细长突起的周向位置。
142.图4所示的气溶胶生成制品10包括根据本发明的第一实施方案的气溶胶生成基质的条12、管状支撑元件14和气溶胶冷却元件16。这三个元件顺序地布置并且同轴对齐,并且由包装物18限定以形成气溶胶生成制品10。气溶胶生成制品10具有嘴端或下游端20和位于制品的与嘴端20相对端的上游端22。图4中所示的气溶胶生成制品10特别适合与电动操作的气溶胶生成装置一起使用,该电动操作的气溶胶生成装置包括用于加热气溶胶生成基质的条的加热器。
143.气溶胶生成基质的条12的长度为大约12毫米,直径为大约7毫米。条12是圆柱形的并且具有基本圆形横截面。
144.管状支撑元件14被提供为中空乙酸纤维素管。其长度为约8毫米。管状支撑元件14的外径为大约7毫米。管状支撑元件14的周边壁具有约1.85毫米的厚度。
145.图5示出了电动操作的气溶胶生成系统200的一部分,该电动操作的气溶胶生成系统利用加热器叶片210来加热图4所示的气溶胶生成制品10的气溶胶生成基质的条12。加热器叶片210安装在电操作气溶胶生成装置212的壳体内的气溶胶生成制品室内。气溶胶生成装置212限定了多个气孔214,用于允许空气流到气溶胶生成制品10,如图5中的箭头所示。气溶胶生成装置212包括未在图5中示出的电源和电子器件。
146.图4所示的气溶胶生成制品10被设计成与图5所示的气溶胶生成装置212接合以便被消耗。
147.使用者将气溶胶生成制品10插入气溶胶生成装置212中,使得加热器叶片210被插入气溶胶生成基质的条12中。气溶胶冷却元件16从装置212的嘴端向外突出。一旦气溶胶生成制品10与气溶胶生成装置212接合,使用者就在限定衔嘴的气溶胶生成制品10的嘴端的气溶胶冷却元件16抽吸,并且气溶胶生成基质的条12被加热器叶片210加热到足以从气溶胶生成基质的条12生成气溶胶的温度。气溶胶经抽吸通过气溶胶冷却元件16并且进入使用者的嘴。
148.应当认识到,图4所示的气溶胶生成制品10也可以适合与其他类型的气溶胶生成装置一起使用。