1.本实用新型涉及工业自动化加工与制造领域,特别是涉及一种充电器壳盖多穴同时精密组装设备。
背景技术:
2.电子烟是一种模仿卷烟味道和感觉的电子产品,其利用电池供电驱动雾化器,透过加热油舱中的烟油,将尼古丁等变成蒸汽后让用户吸食。由于电子烟中内置了电池,需要对应的充电器进行充电。
3.在电子烟充电器的工业生产过程中,需要将上盖安装在电子烟充电器壳体上。上盖与壳体的组装通常是人工完成的,但由于电子烟充电器壳体和上盖组装允许的误差在
±
0.05mm,人工组装的难度较高,组装精度和压合的力度难以保证,而且效率较低,需要改进。
技术实现要素:
4.本实用新型主要解决的技术问题是提供一种充电器壳盖多穴同时精密组装设备,实现充电器壳盖的多穴同时自动化组装,提升组装精度,确保压合力度。
5.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种充电器壳盖多穴同时精密组装设备,包括:工作台、移动平台、压合组装机构、上盖定位机构和壳体载具,所述工作台上设置有支架,所述压合组装机构设置支架上,所述移动平台设置在工作台上并在前后移动时途径压合组装机构下方,所述上盖定位机构和壳体载具前后间隔设置在移动平台上,所述工作台上设置有驱动移动平台前后移动的位移驱动装置。
6.在本实用新型一个较佳实施例中,所述支架采用龙门架结构。
7.在本实用新型一个较佳实施例中,所述位移驱动装置采用电动丝杆滑台机构。
8.在本实用新型一个较佳实施例中,所述压合组装机构包括升降气缸、竖向浮动板、压力传感器和真空吸附压头,所述升降气缸设置在支架中并指向下方,所述竖向浮动板设置在支架上并与升降气缸相连接,所述压力传感器左右间隔设置在竖向浮动板上,所述真空吸附压头设置在竖向浮动板上并位于压力传感器的下方。
9.在本实用新型一个较佳实施例中,所述支架上设置有位于竖向浮动板背面的第一滑轨,所述竖向浮动板背面设置有与第一滑轨对应的第一滑块。
10.在本实用新型一个较佳实施例中,所述竖向浮动板上设置有压力传感器下方的第二滑轨,所述第二滑轨上设置有第二滑块,所述竖向浮动板上设置有位于第二滑块下方的限位销,所述第二滑块上设置有真空吸附压头安装座,所述真空吸附压头设置在真空吸附压头安装座底部,所述真空吸附压头安装座中设置有第一弹簧,所述第一弹簧顶部设置有向上指向压力传感器的触杆。
11.在本实用新型一个较佳实施例中,所述上盖定位机构包括底板和顶板,所述顶板设置在底板上,所述顶板上间隔设置有与真空吸附压头一一对应的上盖定位槽,所述上盖定位槽一侧设置有第一侧向弹性限位块,所述第一侧向弹性限位块远离上盖定位槽的一端
设置有第二弹簧,所述上盖定位槽一端设置有第一端部弹性限位块,所述第一端部弹性限位块远离上盖定位槽的一端设置有第三弹簧。
12.在本实用新型一个较佳实施例中,所述底板上设置有位于第一侧向弹性限位块下方的横向导轨,所述第一侧向弹性限位块底部设置有位于横向导轨上的第三滑块,所述底板上设置有与第三滑块或者第一侧向弹性限位块直接或者间接相邻的横向气缸,所述底板上设置有位于第一端部弹性限位块下方的纵向导轨,所述第一端部弹性限位块底部设置有位于纵向导轨上的第四滑块,所述底板上设置有与第四滑块或者第一端部弹性限位块直接或者间接相邻的纵向气缸。
13.在本实用新型一个较佳实施例中,所述壳体载具上设置有定位孔,所述移动平台上设置有与定位孔对应的定位销。
14.在本实用新型一个较佳实施例中,所述壳体载具上间隔设置有与上盖定位槽一一对应的壳体定位槽,所述壳体定位槽一侧设置有第二侧向弹性限位块,所述第二侧向弹性限位块远离壳体定位槽的一端设置有第四弹簧,所述壳体定位槽一端设置有第二端部弹性限位块,所述第二端部弹性限位块远离壳体定位槽的一端设置有第五弹簧。
15.本实用新型的有益效果是:本实用新型指出的一种充电器壳盖多穴同时精密组装设备,设计了上盖定位机构和壳体载具,可以实现多组上盖及电子烟充电器壳体的精准定位和上料,利用压合组装机构进行上盖的吸取,自动压装在电子烟充电器壳体上,确保了组装精度,并通过压力传感器进行压合力的监测,确保压力的统一性,提升了组装的效率。
附图说明
16.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
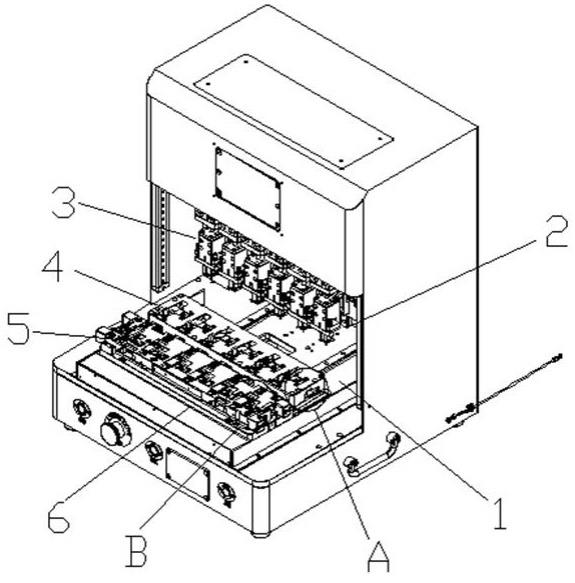
17.图1是本实用新型一种充电器壳盖多穴同时精密组装设备一较佳实施例的结构示意图;
18.图2是图1中a部分的局部放大图;
19.图3是图1中b部分的局部放大图;
20.图4是图1中移动平台的结构示意图;
21.图5是图1中压合组装机构的结构示意图;
22.图6是图1中上盖定位机构的结构示意图。
具体实施方式
23.下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
24.请参阅图1~图6,本实用新型实施例包括:
25.如图1所示的充电器壳盖多穴同时精密组装设备,包括:工作台1、移动平台6、压合
组装机构3、上盖定位机构4和壳体载具5,工作台1上设置有支架2,在本实施例中,支架2采用龙门架结构,并通过壳体进行防护。
26.压合组装机构3设置支架2上,移动平台6设置在工作台1上并在前后移动时途径压合组装机构3下方,上盖定位机构4和壳体载具5前后间隔设置在移动平台6上,如图3所示,壳体载具5上设置有定位孔56,如图4所示,移动平台6上设置有与定位孔56对应的定位销61,进行壳体载具5的快速定位,有利于壳体载具5的更换。
27.工作台1上设置有驱动移动平台6前后移动的位移驱动装置12,进行移动平台6、上盖定位机构4和壳体载具5的前后移动,如图4所示,工作台1上设置有位于移动平台6下方的直线导轨11,提升移动平台6前后移动的平稳性。在本实施例中,位移驱动装置12可以采用电动丝杆滑台机构,通过plc控制器进行控制,移动精度高。
28.如图5所示,压合组装机构包括升降气缸31、竖向浮动板32、压力传感器33和真空吸附压头37,升降气缸31固定在支架2中并指向下方,竖向浮动板设置在支架2上并与升降气缸31相连接,通过升降气缸31的伸缩进行竖向浮动板32的升降。在本实施例中,支架2上设置有位于竖向浮动板32背面的第一滑轨21,竖向浮动板32背面设置有与第一滑轨21对应的第一滑块,提升了竖向浮动板32的升降稳定性。
29.6个压力传感器33左右间隔设置在竖向浮动板2上,真空吸附压头37设置在竖向浮动板2上并位于压力传感器33的下方,进一步的,竖向浮动板32上设置有压力传感器33下方的第二滑轨34,第二滑轨34上设置有第二滑块,竖向浮动板2上设置有位于第二滑块下方的限位销,进行第二滑块的下移限位。第二滑块上设置有真空吸附压头安装座36,真空吸附压头37设置在真空吸附压头安装座36底部,上下移动比较灵活。真空吸附压头安装座36中设置有第一弹簧,第一弹簧顶部设置有向上指向压力传感器33的触杆35,真空吸附压头37受力而使得压力传感器33被迫上移时,带动第一弹簧和触杆35的上移,触杆35与压力传感器33接触而进行压力检测,第一弹簧进行触杆35与压力传感器33接触时的弹性缓冲,避免真空吸附压头37对上盖7进行吸附和组装时的撞击问题。
30.如图6所示,上盖定位机构包括底板42和顶板41,顶板41设置在底板42上,并通过螺丝固定。顶板41上间隔设置有6个与真空吸附压头37一一对应的上盖定位槽411,进行上盖7的定位。
31.在本实施例中,上盖定位槽411一侧设置有第一侧向弹性限位块43,第一侧向弹性限位块43远离上盖定位槽411的一端设置有第二弹簧44,实现第一侧向弹性限位块43对上盖7一侧的弹性限位。上盖定位槽411一端设置有第一端部弹性限位块45,第一端部弹性限位块45远离上盖定位槽411的一端设置有第三弹簧46,进行上盖7一端的弹性限位,提升了上盖7的多向定位精度。
32.如图2所示,底板42上设置有位于第一侧向弹性限位块43下方的横向导轨424,第一侧向弹性限位块43底部设置有位于横向导轨上的第三滑块423,提升了第一侧向弹性限位块43横移的稳定性.另外,底板42上设置有与第三滑块423或者第一侧向弹性限位块43直接或者间接相邻的横向气缸,在本实施例中,横向气缸通过第一连杆分别与第一侧向弹性限位块43相连接,进行第一侧向弹性限位块43的同步动作,真空吸附压头37对上盖7进行吸附时,横向气缸驱动第一连杆及第一侧向弹性限位块43后退,可以解除对上盖7一侧的弹性挤压。
33.底板42上设置有位于第一端部弹性限位块45下方的纵向导轨422,第一端部弹性限位块45底部设置有位于纵向导轨422上的第四滑块421,提升了第一端部弹性限位块45的移动平稳性。底板42上设置有与第四滑块421或者第一端部弹性限位块45直接或者间接相邻的纵向气缸47,在本实施例中,纵向气缸47通过第二连杆分别与第一端部弹性限位块45相连接,进行第一端部弹性限位块45的同步动作,真空吸附压头37对上盖7进行吸附时,纵向气缸47驱动第二连杆及第一端部弹性限位块45后退,解除对上盖7一端的弹性挤压,避免上盖7吸附上移时的脱落。
34.如图3所示,壳体载具5上间隔设置有与上盖定位槽411一一对应的壳体定位槽51,进行电子烟充电器壳体8的定位。壳体定位槽51一侧设置有第二侧向弹性限位块55,第二侧向弹性限位块55远离壳体定位槽的一端设置有第四弹簧54,进行电子烟充电器壳体8的一侧的挤压定位。
35.壳体定位槽51一端设置有第二端部弹性限位块52,第二端部弹性限位块52远离壳体定位槽51的一端设置有第五弹簧53,进行第二端部弹性限位块52的弹性施压,实现对电子烟充电器壳体8一端的挤压定位。
36.综上,本实用新型指出的一种充电器壳盖多穴同时精密组装设备,可以完成6穴同时压合组装,工作可靠,结构简单,确保了组装的精度和效率,实现了对压合力的检测,方便进行压合力的调整和统一。
37.以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。