用于制造可感应加热的烟丝条的方法
1.本技术是名称为“用于制造可感应加热的烟丝条的方法”、国际申请日为2016年5月19日、国际申请号为pct/ep2016/061169、国家申请号为201680019220.6的发明专利申请的分案申请。
技术领域
2.本发明涉及一种用于制造供在感应加热装置中使用的可感应加热的烟丝条的方法。
背景技术:
3.根据现有技术已知气溶胶递送系统,其包括气溶胶形成基质和感应加热装置。感应加热装置包括产生交变电磁场的感应源,所述交变电磁场在感受器中感生发热涡电流和磁滞损耗。感受器与气溶胶形成基质(例如,烟草基质)处于热接近。被加热的感受器继而加热包括能够释放可形成气溶胶的挥发性化合物的材料的气溶胶形成基质。
4.期望的是具有一种用于制造适合在感应加热装置中使用的可感应加热的气溶胶形成烟丝条的有效方法。
技术实现要素:
5.根据本发明的一方面,提供一种用于制造可感应加热的烟丝条的方法。所述方法包括以下步骤:提供感受器的连续型面、沿着烟草基质汇聚装置引导气溶胶形成烟草基质,以及将感受器的连续型面定位在气溶胶形成烟草基质中。所述方法的另一步骤包括将气溶胶形成烟草基质汇聚成最终条形状,其中将感受器的连续型面定位在气溶胶形成烟草基质中的步骤是在执行将气溶胶形成烟草基质汇聚成其最终条形状的步骤之前执行。
6.提供在用于制造可感应加热的烟丝条的连续工艺中一起出现的两种类型的连续材料是用于可感应加热烟草段的大批量生产的极其有效的方式。此外,烟丝条的制造分别提供烟草段或可感应加热烟草塞的尺寸标定的灵活性,正如最终烟草段通常被命名。可实现变化,例如(但不限于):感受器型面形式、感受器的类型、烟草基质中感受器的位置、烟草基质的类型或烟丝条的长度和侧向尺寸。优选地,可在不进行或进行常规烟丝条(即,用于制造用于包括例如加热叶片等常规电阻加热元件的加热装置的烟草塞的烟丝条)的制造工艺的仅有限调适的情况下实现此类变化。
7.感受器的连续型面定位在烟草基质中,同时烟草基质已部分汇聚但尚未实现最终条形状。部分汇聚的烟草基质可以是基本上任何形式或形状的聚集烟草基质的松散布置,或可能已经具有条形状,然而具有比最终条形状中低的密度(或较大直径)。通过将感受器定位在部分汇聚的烟草基质中,促进感受器型面在烟草基质中的引入。此外,归因于已经(部分)汇聚的烟草材料,烟丝条中感受器的最终位置已经充分界定。
8.当在本文中使用时,术语“感受器”指的是可以将电磁能量转换成热的材料。当位于交变电磁场时,感生涡电流,且感受器中发生磁滞损耗从而致使感受器的加热。当感受器
定位成与气溶胶形成烟草基质处于热接触或紧密热接近时,气溶胶形成烟草基质由感受器加热使得形成气溶胶。优选地,感受器布置成与气溶胶形成烟草基质直接物理接触,例如在气溶胶形成烟草基质内。
9.感受器可以由可经感应加热至足以使气溶胶形成基质生成气溶胶的温度的任何材料形成。优选的感受器包括金属或碳。优选的感受器可包括铁磁性材料或由铁磁性材料组成,例如铁磁合金、铁素体铁,或铁磁性钢或不锈钢。合适的感受器可以是铝或包括铝。可加热优选的感受器至超过250摄氏度的温度。合适的感受器可包括非金属芯体,其具有安置在非金属芯体上的金属层,例如形成于陶瓷芯体的表面上的金属轨迹。感受器可具有外保护层,例如包封感受器的陶瓷保护层或玻璃保护层。感受器可包括由玻璃、陶瓷或惰性金属形成的保护涂层,所述保护涂层形成于感受器材料的芯体上。
10.感受器可以是多材料感受器,且可包括第一感受器材料和第二感受器材料。第一感受器材料安置成与第二感受器材料成紧密物理接触。第二感受器材料优选地具有低于500℃的居里温度。第一感受器材料优选地主要用于在感受器放置于波动的电磁场中时加热感受器。可以使用任何合适的材料。例如,第一感受器材料可以是铝,或者可以是含铁材料,如不锈钢。第二感受器材料优选地主要用于指示感受器何时已到达特定温度,所述温度是第二感受器材料的居里温度。第二感受器材料的居里温度可用于在操作期间调节整个感受器的温度。因此,第二感受器材料的居里温度应当低于气溶胶形成基质的燃点。用于第二感受器材料的合适材料可包含镍和某些镍合金。
11.通过提供至少具有第一和第二感受器材料的感受器,其中第二感受器材料具有居里温度并且第一感受器材料不具有居里温度,或者第一和第二感受器材料具有彼此不同的第一和第二居里温度,气溶胶形成基质的加热和加热的温度控制可以分离。第一感受器材料优选地为具有高于500℃的居里温度的磁性材料。从加热效率的观点来看理想的是,第一感受器材料的居里温度高于感受器应当能够加热到的任何最大温度。第二居里温度可优选地选择为低于400℃、优选地低于380℃,或低于360℃。优选的是,第二感受器材料是磁性材料,其选择成具有与期望最大加热温度大致相同的第二居里温度。也就是说,优选的是,第二居里温度与感受器应当加热到的温度近似相同以便从气溶胶形成基质生成气溶胶。第二居里温度可(例如)在200℃到400℃的范围内,或250℃和360℃之间。第二感受器材料的第二居里温度可(例如)经选择使得在由处于等于第二居里温度的温度的感受器加热后,气溶胶形成基质的总体平均温度不超出240℃。
12.优选地,感受器的连续型面为丝、条、片材或带材。如果感受器型面具有恒定截面,例如圆形截面,则它具有约1毫米到约5毫米之间的优选宽度或直径。如果感受器型面具有片材或带材的形式,那么片材或带材优选地具有矩形形状,所述矩形形状具有优选地约2毫米和约8毫米之间、更优选为约3毫米和约5毫米之间(例如,4毫米)的宽度,以及优选地约0.03毫米和约0.15毫米之间、更优选为约0.05毫米和约0.09毫米之间(例如,0.07毫米)的厚度。
13.优选的是,气溶胶形成烟草基质含有挥发性烟草香味化合物,当加热时所述挥发性烟草香味化合物从烟草基质释放。气溶胶形成烟草基质可包括掺混烟草切丝填料或由掺混烟草切丝填料组成,或可包括均质烟草材料。均质烟草材料可通过使颗粒烟草聚结来形成。气溶胶形成基质可额外包括不含烟草的材料,例如除烟草外的基于均质植物的材料。
14.优选地,气溶胶形成烟草基质为烟草片材,优选地卷曲,包括烟草材料、纤维、粘合剂和气溶胶形成剂。优选地,烟草片材是铸型叶(cast leaf)。铸型叶是由浆料形成的复原烟草的形式,浆料包含烟草粒子、纤维粒子、气溶胶形成剂、粘合剂和例如还有调味剂。
15.根据所需的片材厚度和铸型间隙,烟草粒子可以具有烟草粉末的形式,烟草粉末具有约为30微米至250微米、优选地约为30微米至80微米或100微米至250微米的粒子,其中铸型间隙通常限定片材的厚度。
16.纤维粒子可包含烟草茎材料、梗或其它烟草植物材料以及比如具有低木质素含量的木纤维的其它纤维素基纤维。可以基于产生铸型叶的足够抗拉强度相对于低杂质率(例如大约2%至15%之间的杂质率)的期望,来选择纤维粒子。可替代地,比如植物纤维等纤维可以与上述纤维粒子一起使用或用于包包含大麻和竹材的替代物中。
17.包含在形成铸型叶的浆料中的气溶胶形成剂可基于一个或多个特性进行选择。功能上来说,气溶胶形成剂提供这样的机制,所述机制在被加热至气溶胶形成剂的特定的挥发温度以上时允许气溶胶形成剂挥发并且在气溶胶中传送烟碱或风味或两者。不同的气溶胶形成剂通常在不同温度下挥发。气溶胶形成剂可以是任何合适的已知化合物或化合物的混合物,其在使用中促进致密和稳定的气溶胶形成,并且对在可感应加热的烟草基质将与之一起使用的感应加热装置的操作温度下的热降解基本上为抗性。可基于气溶胶形成剂的例如在室温下或在室温附近保持稳定但是能够在例如40摄氏度和450摄氏度之间的更高温度下挥发的能力,来选择气溶胶形成剂。
18.气溶胶形成剂还可具有保湿剂类型的特性,在气溶胶形成基质由特定来说包含烟草粒子的基于烟草的产品组成时,保湿剂类型的特性有助于在气溶胶形成基质中保持期望水平的水分。特别地,一些气溶胶形成剂是作用为保湿剂的吸湿性材料,即帮助使含有保湿剂的烟草基质保持潮湿的材料。
19.一种或多种气溶胶形成剂可组合,以利用组合的气溶胶形成剂的一个或多个特性。例如,三醋精可以与甘油和水组合以利用三醋精的输送活性组分的能力以及甘油的湿润剂特性。
20.气溶胶形成剂可以选自多元醇、二醇醚、多元醇酯、酯类和脂肪酸,并且可以包括以下化合物中的一种或多种:甘油、丁四醇、1,3
‑
丁二醇、四甘醇、三甘醇、柠檬酸三乙酯、碳酸丙烯酯、十二烷酸乙酯、甘油三醋酸酯、赤藓糖醇、甘油二醋酸精混合物、辛二酸二乙酯、柠檬酸三乙酯、苯甲酸苄酯、苯甲基醋乙酸苯酯、香兰酸乙酯、甘油三丁酸酯、十二烷基醋酸酯、十二烷酸、十四烷酸和丙二醇。
21.气溶胶形成烟草基质可包括其它添加剂和成分,例如调味剂(flavourant)。气溶胶形成烟草基质优选包括尼古丁和至少一种气溶胶形成剂。与气溶胶形成烟草基质热接近或者热或物理接触的感受器允许更有效的加热,并且因此可达到更高的操作温度。更高的操作温度允许甘油用作气溶胶形成剂,其提供与已知系统中使用的气溶胶形成剂相比得以改善的气溶胶。
22.卷曲的烟草片材(例如铸型叶)的厚度可以在大约0.5毫米和大约2毫米之间的范围内,优选地在大约0.8毫米和大约1.5毫米之间的范围内,例如为1毫米。由于制造公差,可能出现达到大约30%的厚度偏差。
23.优选地,可感应加热的烟丝条具有圆形或椭圆形截面。但是,烟丝条也可以具有矩
形或多边形截面。
24.依据根据本发明的方法的一方面,所述方法进一步包括将感受器的连续型面从下方插入到烟草基质中的步骤。
25.感受器的连续型面从运送线下方的插入和对应供应允许制造线的空间节省设置。优选地,烟草基质卷曲、折叠和聚集装置在运送线处且沿着运送线布置,而用于感受器的供应、运送和引导元件可布置在运送线下方。优选地,最后,在感受器到烟草基质中的插入位置处,感受器和烟草基质并联且沿着运送线而引导。
26.优选地,感受器的连续型面定位在烟草基质的中心部分中。鉴于烟草基质中的热分布,这可能是有利的,例如对于烟丝条中的均质或对称热分布。中心部分中产生的热量可在径向方向中耗散,且围绕感受器的整个圆周加热烟草基质。
27.优选地,烟草基质的中心部分是烟丝条的包围烟丝条的中心轴线的区。感受器大致纵向地布置在烟丝条内。这意味着感受器的长度尺寸布置成近似平行于烟丝条的纵向方向,例如在平行于烟丝条的纵向方向的+/
‑
10度以内。优选地,感受器元件可位于烟丝条内的径向中心位置,并且沿着烟丝条的纵轴延伸。
28.依据根据本发明的方法的另一方面,所述方法进一步包括提供具有纵向延伸的折叠结构的烟草基质的步骤。将感受器的连续型面定位在烟草基质中的步骤随后包括平行于烟草基质的纵向延伸的折叠结构且在所述纵向延伸的折叠结构之间布置感受器材料的连续型面。此可促进感受器在烟草材料中的插入和定位。
29.烟草基质可具备折叠结构以促进将基质折叠成其最终条形状。此折叠结构可支持规则折叠,以及因此制造具有可再现规格的烟草塞。感受器的连续型面现可布置于折叠结构的折叠之间,优选地两个相邻折叠之间。据此,感受器的连续型面可插入在部分聚集的烟草基质中,从而保持折叠结构或折叠烟草基质的此折叠结构的规则性。优选地,烟草基质提供为片材的形式,且聚集或折叠为条形状。优选地,纵向延伸的折叠结构提供具有波式截面的烟草基质。
30.优选地,感受器的连续型面为感受器的连续片材。优选地,感受器的连续片材提供在线轴上。优选地,感受器的片材的宽度为最终产品中感受器的宽度。呈片材形式的感受器的型面允许在烟丝条中提供热量,所述热量可在条的直径上方且沿着条的长度(优选地条的整个长度)起始。据此,可实现类似于包括加热叶片的常规加热的加热装置的烟丝条中的热分布,然而需要较少功率且提供非接触式加热的所有优点(例如无破裂的叶片、加热元件上无残渣、分离的电子器件或装置的促进的清洁)。
31.依据根据本发明的方法的另一方面,所述方法进一步包括在部分汇聚的烟草基质中形成通道且将感受器的连续型面定位在通道中的步骤。优选地,提供用于在部分汇聚的烟草基质中形成通道的插入件。插入件可额外支持烟草基质中感受器的连续型面的引导和定位。通道促进连续基质的插入,且可保证感受器的定位而不会使感受器型面损坏或变形。此外,在烟草基质完全汇聚成其最终条形状之后,通道可相对于其在烟草基质中和烟丝条中的定位和插入深度来界定感受器的位置。例如具有圆形形式或呈楔形形式的插入件可插入到部分汇聚的烟草材料中。插入件优选地侧向移位烟草基质,使得感受器材料的连续型面可定位在通过插入件形成的通道中。插入件可额外充当感受器的引导和定位支持。举例来说,感受器可通过插入件与烟草基质对准且在烟草基质中。感受器可例如沿着插入件中
的凹口而引导。据此,烟草基质中感受器的位置由插入件的位置给出。此位置可鉴于烟丝条中的横向位置以及深度来支持。插入件可(例如)具备缝隙。感受器的连续型面接着可优选地至少部分在缝隙中引导。举例来说,感受器材料的连续片材可在通过插入件中的缝隙时完全或仅部分插入到缝隙中。
32.依据根据本发明的方法的另一方面,所述方法进一步包括将可感应加热的烟丝条包装在包装纸材料中的步骤。包装在烟丝条周围的包装纸材料可帮助稳定气溶胶形成烟草基质的形状。其还可帮助防止烟草基质和感受器的无意分离。
33.一般来说,如此制造的可感应加热的烟丝条切割成可感应加热的烟草段。优选地,切割的烟草段具有相等长度。取决于待使用可感应加热的烟草段制造的消耗品或可感应加热的吸烟物件,段的长度可变化。优选地,切割在不进行条的再定向的情况下执行。优选地,切割在垂直方向中执行。优选地,感受器的连续型面在条中定位和定向,使得切割期间不会发生感受器的变形。感受器的形状对感应加热具有影响,且因此应避免或以受控的方式发生。
34.根据本发明的另一方面,提供一种供在感应加热装置中使用的可感应加热的吸烟物件。可感应加热的吸烟物件包括可感应加热的烟草段。可感应加热的烟草段是可感应加热的烟丝条的一部分,所述可感应加热的烟丝条已根据如本技术案中描述的方法制造。可感应加热的烟草段包括气溶胶形成烟草基质和感受器元件。一般来说,可感应加热的吸烟物件引入到感应加热装置的腔中,使得可由布置于感应加热装置中的电源电子器件的对应感应器在烟草段的感受器元件中感生热量。
35.可感应加热的烟草段或(最终长度)烟草塞通过切割可感应加热的烟丝条而实现其所要长度。此烟草段可具有如下范围内的段长度:约2毫米和约20毫米之间、更优选为约6毫米和约15毫米之间,例如8毫米和12毫米之间(例如10毫米或12毫米)。归因于制造工艺,烟草塞中的感受器元件具有与烟草塞相同的长度。因此,感受器元件优选地具有约2毫米和约20毫米之间、更优选为约6毫米到约15毫米之间(例如,约8毫米和约12毫米之间,例如10毫米或12毫米)的长度。
36.贯穿本技术案,每当术语
‘
约’与特定值结合使用时,应理解,术语
‘
约’之后的值由于技术考虑不一定正好是所述特定值。然而,术语
‘
约’应理解为明确地包含和揭示相应的边界值。
37.优选地,感受器元件具有的长度尺寸大于其宽度尺寸或其厚度尺寸,例如大于其宽度尺寸或其厚度尺寸的两倍。
38.烟草段或烟草塞分别可附接到烟嘴,烟嘴任选地可包括过滤器塞和另外的段(例如,气溶胶冷却段或间隔件段)。可感应加热的气溶胶形成烟草塞和烟嘴以及可能另外的段可组装从而形成结构实体。每当新的可感应加热的烟草塞与感应加热装置组合使用时,向用户自动提供新烟嘴,这从卫生观点来看可能是得到赞成的。任选地,烟嘴可与过滤器塞一起提供,所述过滤器塞可依照烟草塞的组成来选择。
39.已经关于根据本发明的方法论述吸烟物件的优点和进一步方面,且此处将不再重复。
附图说明
40.本发明进一步相对于实施例而描述,所述实施例借助于以下图式而说明,图式中:
41.图1示意性地说明根据本发明的方法的实施例;
42.图2、图3展示在不同位置处穿过图1的制造线的截面;
43.图4示意性地说明根据本发明的方法的另一实施例;
44.图5展示穿过图4的制造线的截面;
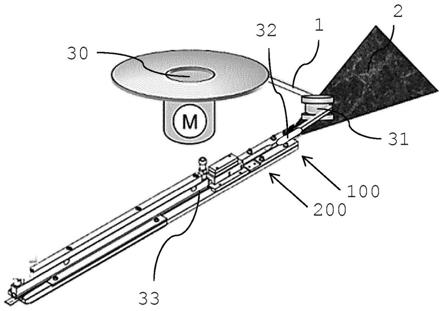
45.图6说明来自制造线下方的感受器供应;
46.图7展示到可感应加热的烟草段的纵截面上的视图;
47.图8是供在烟草产品中使用的感受器的平面图和侧视图,其中a是平面图,b是侧视图。
具体实施方式
48.在图1中,沿着汇聚装置引导连续烟草片材2,其中烟草片材2从基本上平坦形状聚集成条形状。烟草片材2(例如,铸型叶)可能在聚集之前已经卷曲或正在线上卷曲。
49.感受器材料的连续带材1(例如,铁磁性不锈钢带材)提供在水平布置的线轴30上。连续带材1从线轴30解开且引导成平行于烟草片材2布置。当彼此平行布置时,烟草片材2和感受器材料1的带材在相同速度下在相同运送方向中延伸。
50.提供偏转辊31以支持连续带材1相对于烟草片材的引导和对准。在此实施例中,带材1布置成其小侧相对于烟草片材2导向。因此,带材布置于垂直面中,而烟草片材2布置于水平面中,或更一般地说,带材1和片材2布置于彼此垂直的平面中。
51.部分但不完全聚集的烟草片材201沿着最终条形成和运送线33中的凹槽330引导。在布置在运送线33的上游区处的位置100处,插入件32从上方插入到部分聚集的烟草片材201中。此在图2中更详细地展示。插入件32是具有椭圆形形状的管件,例如金属管。管件平行于感受器带材1且平行于烟草片材布置在插入位置100中。管件的较窄侧沿着管件的长度部分插入到片材材料2中。所述长度可例如超过3厘米,例如在3厘米和20厘米之间。插入件32在部分聚集的烟草片材201中形成通道用于感受器带材1的插入。管件在垂直(竖直)于烟草片材的运送方向(水平)的方向上分裂,从而在管件中形成缝隙321。缝隙321充当烟草片材中感受器带材1的引导和定位构件。插入件32为静止的,且感受器带材1通过插入件32的缝隙321。优选地,缝隙321的深度限制带材1在远离聚集的烟草片材201的方向上的移动。因此,聚集的烟草片材201中插入件32的插入深度可能与缝隙321的深度组合可界定最终烟丝条中感受器带材1的插入深度。
52.连续包装纸材料4(例如,纸张或塑料箔)从烟草片材2下方提供。包装纸材料4插入到运送线33的凹槽330中,使得部分聚集的烟草片材201在运送线33中位于包装纸材料4上。在位置200处的感受器带材插入(其在图3中更详细地展示)之后,感受器带材1由烟草基质围绕其圆周完全包封。下文中,包装纸材料4完全包装在含有形成最终可感应加热的烟丝条的烟草基质的感受器周围。
53.图4展示具有不同插入件32的根据本发明的方法的另一实施例。相同参考用于相同或类似特征。插入件32为楔形,窄尖端部分320在插入位置100处插入到片材材料2中。此还在图5中更详细展示。插入件32在部分聚集的烟草片材201中形成通道用于感受器带材1
的插入。插入件32的尖端部分320在垂直(竖直)于烟草片材的运送方向(水平)的方向上分裂,从而在所插入的尖端部分320中形成缝隙321。缝隙321充当烟草片材中感受器带材1的引导和定位构件。插入件32为静止的,且感受器带材1通过插入件32的缝隙321。优选地,缝隙321的长度限制带材1在远离聚集的烟草片材201的方向上的移动。因此,聚集的烟草片材201中插入件32的插入深度可能与缝隙321的长度组合可界定最终烟丝条中感受器带材1的插入深度。
54.条中感受器的连续型面的垂直插入和定向对于条后续切割为段可能是有利的。已发现,通过还在垂直方向中(即,沿着感受器片材的小侧)切割条,发生感受器带材的零或低变形。
55.图6说明从制造线33下方插入感受器带材1。此在有限空间条件中可能是有利的,因为可提供制造线的紧凑型布置。取决于烟草片材的卷曲和聚集工艺,各种设备元件沿着运送线33布置在插入位置100的上游(图6中未展示)。因此,感受器供应可布置在运送线下方。具有感受器带材1的线轴30垂直布置。提供若干偏转和引导辊31来以受控和界定的方式将感受器带材1运送到运送线33,以及沿着运送线33运送。偏转辊31经布置和设计以使感受器带材1对准在插入位置100中的所要定向中。在图6中展示的实施例中,带材从线轴30处的初始水平位置转向90度到插入位置100处的垂直位置。
56.线轴30、辊31和另外的设备安装到机架7。用于烟草片材处理的设备以及插入件32也可安装到机架7。
57.烟丝条切割成所要最终长度的段,从而形成个别烟草塞20。图7展示到穿过可感应加热的烟草塞20的纵截面上的视图。感受器材料10条带沿着烟草塞的纵向轴线300布置,且具有与烟草塞相同的长度102。条带10的宽度101小于烟草塞的直径。烟草塞的长度可以是例如12毫米,而感受器条带的宽度101可以是例如4毫米。烟草基质优选地包括卷曲均质烟草材料的聚集片材。卷曲均质烟草材料片材优选地包括作为气溶胶形成剂的甘油。
58.图8说明供在烟草塞(如例如图7中展示)中使用的一体式多材料感受器的实例。感受器1呈伸长条带的形式,具有12mm的长度和4mm的宽度。感受器由紧密地耦合到第二感受器材料14的第一感受器材料15形成。第一感受器材料15呈430级不锈钢的条带的形式,具有12mm乘4mm乘25微米的尺寸。第二感受器材料14呈镍的条带的形式,具有12mm乘4mm乘10微米的尺寸。通过将镍的条带14包覆到不锈钢条带15形成感受器。感受器的总厚度为35微米。图8的感受器1可以被称为双层或多层感受器。