1.本实用新型涉及烟丝生产设备技术领域,尤其涉及一种膨胀烟丝浸渍器超液位检测装置及浸渍器。
背景技术:
2.制丝生产膨胀烟丝线上的主设备浸渍器,是二氧化碳膨胀烟丝生产线的核心设备(进口)。它的主要用途是利用二氧化碳的物理特性,通过二氧化碳液体对烟丝进行浸渍,并经排液、降压,形成干冰烟丝。
3.浸渍器工作过程中,当浸渍器与工艺罐压力平衡后,充液阀打开,工艺泵启动,将工艺罐中的二氧化碳液体充入浸渍器;当浸渍器筒体上设置的液位探头探测到二氧化碳液体的液位达到设定值时,工艺泵停止运行,充液阀关闭,充液过程结束。
4.如附图1所示,为现有的浸渍器结构,其具备以下功能:
5.(1)为保证浸渍系统的操作安全,在浸渍罐的筒体上设置了三个液位探头,实现对浸渍罐中二氧化碳液体液位的监测及控制。
6.(2)此外,浸渍罐上端相连管路上还设置了一个超液位检测探头,该探头通过对液体进行感应输出检测信号,正常工作情况下,浸渍罐上方管路仅有气态co2存在,该探头一旦检测到液体,会发出报警,锁定相关设备,防止极端情况下液态co2液位超过浸渍器上限,进入管路。
7.现有的浸渍器存在如下问题:现有的超液位检测探头是对一个垂直于主管路垂直部分的检测管道进行液体检测,该检测管道水平装设。由于管道内存在低温co2,因此易产生冷凝水,冷凝水在超液位检测探头相连检测管道处容易产生积聚,并且在低温作用下形成结冰,对超液位检测探头造成影响,导致探头误检测,误报警。一旦结冰,设备会进入停机状态无法正常生产,且除冰工作只能靠人工用压缩空气吹扫管路外壁,耗时较长。
技术实现要素:
8.本实用新型提供了一种膨胀烟丝浸渍器超液位检测装置及浸渍器,以解决现有的浸渍器中超液位检测探头易出现误检测的问题。
9.第一方面,提供了一种膨胀烟丝浸渍器超液位检测装置,包括检测管道、温度探头、控制器;
10.所述温度探头安装于所述检测管道的一端,所述检测管道的另一端与主管道垂直部分连通,且所述检测管道从安装温度探头的一端到另一端倾斜向下;
11.所述温度探头与所述控制器电连接。
12.现有的设计中检测管道时水平安装的,容易积聚冷凝水。本方案中检测管道倾斜设置,具有一个坡度,使冷凝水不易积留在连接处,从而有效避免误检测。而且,本方案中采用温度探头检测管道内的温度来判断是否液位超限,由于液态二氧化碳的温度为-12℃~-16℃,控制器接收温度探头检测的温度后与其内存储的预设温度值进行比对,如低于预设
温度值,则判断液态二氧化碳液位超过浸渍器上限,发出报警信号。将液位检测探头改为温度探头,即使出现冷凝水附着或结冰,但是温度无法达到预设温度值以下,因此也不会产生误报警。
13.进一步地,还包括压缩空气管道、电磁阀;所述压缩空气管道一端与所述检测管道连通,所述电磁阀设置于所述压缩空气管道上,且所述电磁阀与所述控制器电连接。
14.通过设置压缩空气管道和电磁阀,在生产间歇时,控制器控制电磁阀定时开启,从而通入压缩空气对管路进行吹扫,带走冷凝水并防止结冰。
15.进一步地,所述压缩空气管道上且位于所述电磁阀与检测管道之间设置有单向阀。通过设置单向阀可防止管内压力过高导致电磁阀阀体损坏。
16.进一步地,所述检测管道与水平反向的夹角为15
°
~75
°
。
17.进一步地,所述控制器为plc控制器,所述温度探头通过ai模块与所述控制器电连接,所述控制器通过do模块与所述电磁阀电连接。
18.第二方面,提供了一种膨胀烟丝浸渍器,包括浸渍罐,与所述浸渍罐下端连通的下管道,与所述浸渍罐上端连通的主管道,以及如上所述的膨胀烟丝浸渍器超液位检测装置,所述膨胀烟丝浸渍器超液位检测装置的检测管道与所述主管道的垂直部分连通;所述主管道垂直部分且位于与所述检测管道连通处下方设置有手动阀门。
19.有益效果
20.本实用新型提出了一种膨胀烟丝浸渍器超液位检测装置及浸渍器,检测管道倾斜设置,具有一个坡度,使冷凝水不易积留在连接处,从而有效避免误检测。而且,本方案中采用温度探头检测管道内的温度来判断是否液位超限,由于液态二氧化碳的温度为-12℃~-16℃,控制器接收温度探头检测的温度后与其内存储的预设温度值进行比对,如低于预设温度值,则判断液态二氧化碳液位超过浸渍器上限,发出报警信号,有效利用了通过温度对特定介质进行检测的方式。将液位检测探头改为温度探头,即使出现冷凝水附着或结冰,但是温度无法达到预设温度值以下,因此也不会产生误检测和误报警。同时该装置安装方便,可靠性强,对工作环境适应性较好,信号检测稳定可靠,能够有效起到设备保障的作用。
附图说明
21.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
22.图1是现有技术中浸渍器的结构示意图;
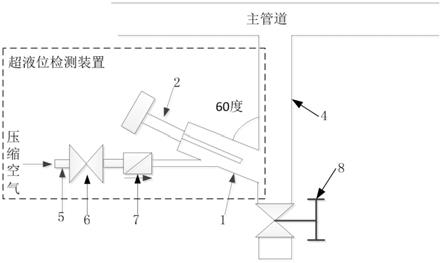
23.图2是本实用新型实施例提供的膨胀烟丝浸渍器超液位检测装置结构示意图;
24.图3是本实用新型实施例提供的膨胀烟丝浸渍器超液位检测装置的信号传递流程示意图。
具体实施方式
25.为使本实用新型的目的、技术方案和优点更加清楚,下面将对本实用新型的技术方案进行详细的描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部
的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本实用新型所保护的范围。
26.实施例1
27.如图2、图3所示,本实施例提供了一种膨胀烟丝浸渍器超液位检测装置,包括检测管道1、温度探头2、控制器3;
28.所述温度探头2安装于所述检测管道1的一端,所述检测管道1的另一端与主管道垂直部分4连通,且所述检测管道1从安装温度探头2的一端到另一端倾斜向下;
29.所述温度探头2与所述控制器3电连接。
30.优选地,还包括压缩空气管道5、电磁阀6;所述压缩空气管道5一端与所述检测管道1连通,其另一端连接压缩空气源,所述电磁阀6设置于所述压缩空气管道5上,且所述电磁阀6与所述控制器3电连接。通过设置压缩空气管道5和电磁阀6,在生产间歇时,控制器3控制电磁阀6定时开启,从而通入压缩空气对管路进行吹扫,带走冷凝水并防止结冰。更进一步地,所述压缩空气管道5上且位于所述电磁阀6与检测管道1之间设置有单向阀7。通过设置单向阀7可防止管内压力过高导致电磁阀6阀体损坏。
31.具体实施时,所述检测管道1与水平反向的夹角为15
°
~75
°
,如图2所示,本实施例中提供了一种与水平方向夹角为30
°
的实施例。所述控制器3为plc控制器,所述温度探头2通过ai模块31(模拟量输入模块)与所述控制器3电连接,所述控制器3通过do模块32(数字量输出模块)与所述电磁阀6电连接。检测管道1与主管道通过焊接方式连接,压缩空气管道5与检测管道1通过焊接方式连接。
32.温度探头2通过螺纹连接方式安装在检测管道1的一端,其温度测量范围为-150℃~300℃,被测管道内工作压力为26mpa~28mpa,该工作压力下液态二氧化碳的温度为-12℃~-16℃,该检测器件的选型能够完全满足工作环境的要求。所用管道均为不锈钢材质,管壁厚度满足承压要求。
33.该膨胀烟丝浸渍器超液位检测装置的工作原理如下:
34.1、温度探头2将采集到的温度信号转化为一个4~20ma信号,并通过ai模块31(模拟量输入模块)传送至plc控制器3内。
35.2、由于液态二氧化碳温度为-12℃~-16℃,通过在plc控制器3内设置检测对比值(即预设温度值,如-10℃),当检测温度低于-10℃时,则判断液态二氧化碳液位超过浸渍器上限,此时将plc控制器3输出一个报警信号,并作用于相关设备停车。
36.3、在本实施例中,即使在极端情况下温度探头2出现结冰或是有冷凝水附着,由于其温度无法达到-10℃以下,因此不会产生误报警。
37.4、批次生产过程中,当浸渍罐上下盖均处于打开状态时(此时为浸渍罐生产间歇时段,管道内为常压状态)。plc控制器3会通过do模块32(数字量输出模块)驱动电磁阀6,通过输出一个定时开启信号,向检测管道1内通入6~8bar的压缩空气,对检测管道1和温度探头2进行吹扫,带走冷凝水并防止结冰。
38.5、该膨胀烟丝浸渍器超液位检测装置的信号传递流程及输入、输出如图3所示。
39.实施例2
40.本实施例提供了一种膨胀烟丝浸渍器,包括浸渍罐,与所述浸渍罐下端连通的下管道,与所述浸渍罐上端连通的主管道,以及如上所述的膨胀烟丝浸渍器超液位检测装置,
所述膨胀烟丝浸渍器超液位检测装置的检测管道与所述主管道的垂直部分连通;所述主管道垂直部分且位于与所述检测管道连通处下方设置有手动阀门。其中浸渍罐的结构、下管道、主管道等均可采用现有技术,在此不再对其结构进行赘述。
41.可以理解的是,上述各实施例中相同或相似部分可以相互参考,在一些实施例中未详细说明的内容可以参见其他实施例中相同或相似的内容。
42.尽管上面已经示出和描述了本实用新型的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本实用新型的限制,本领域的普通技术人员在本实用新型的范围内可以对上述实施例进行变化、修改、替换和变型。