1.本技术属于烟草制品技术领域,更具体地说,是涉及一种烟支。
背景技术:
2.市面上常见的烟支至少包括有烟草段和吸嘴段,烟草段内的烟草经过燃烧或烘烤后产生高温烟气,到用户口腔后容易烫伤人体口腔组织。为此,市面上设置了很多降低烟气温度的方法,比如,烟草段中设置降温材料,或增加烟支的长度使得烟气经过路径变长降温等方式。上述方式在降低烟气温度的过程中,烟气中的烟草口味也发生了变化,比如:口味变淡,或者每口烟雾的烟草浓度口感不均,导致用户体验差。
技术实现要素:
3.本技术实施例的目的在于提供一种烟支,以解决现有技术中烟支降温和口味变淡无法得到有效解决技术问题。
4.为实现上述目的,本技术采用的技术方案是:提供一种烟支,包括发烟段、冷却段、吸嘴段和包覆接装纸,所述冷却段设置在所述发烟段和所述吸嘴段之间,所述包覆接装纸周向包覆所述发烟段、所述冷却段和所述吸嘴段;所述吸嘴段包括中空嘴棒和固态材料,所述中空嘴棒内设有通孔,所述固态材料设于所述通孔内。
5.在一个实施例中,所述通孔的横截面积为所述中空嘴棒的横截面积的1/2
‑
1/5。
6.在一个实施例中,所述固态材料为固态圆形颗粒,所述固态圆形颗粒的直径为0.1
‑
1mm。
7.在一个实施例中,所述固态材料为多孔固态填充物。
8.在一个实施例中,所述固态材料填充在所述通孔的高度为所述通孔长度的1/4
‑
3/4。
9.在一个实施例中,所述冷却段为中空纸管。
10.在一个实施例中,所述冷却段和所述吸嘴段对烟气的降温温度可以根据如下公式进行计算:
11.t=d*α1+l*α2;
12.式中,t:为烟气下降的温度,d:为中空嘴棒内固态材料在通孔内的高度,α1:为固态材料的热传导系数,l:为冷却段的长度,α2:为空气热传导系数。
13.在一个实施例中,所述发烟段包括空心金属管、烟草填充物以及密封件,所述密封件设置有两个且分别密封所述空心金属管的两端,所述烟草填充物设于所述空心金属管内。
14.在一个实施例中,所述空心金属管为铝管,所述密封件为铝箔件。
15.在一个实施例中,所述铝管的厚度为0.08
‑
0.2mm,所述铝箔件的厚度为0.01mm
‑
0.07mm。
16.本技术提供的烟支的有益效果在于:通过冷却段对发烟段产生的高温气溶胶进行
第一次降温以及通过吸嘴段内的固态材料进行第二降温,保证气溶胶达到用户口腔后不会烫伤用户;固态材料还可以过滤气溶胶大颗粒物,提升细腻感,同时也不会降低过多气溶胶中烟草味颗粒的比例,不会损失口感,使得本技术的烟支具有降温效果好、口感好的优点。
附图说明
17.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
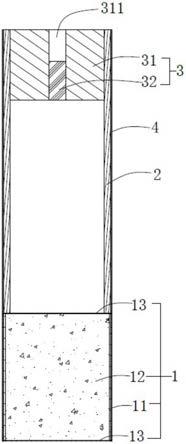
18.图1为本技术实施例提供的烟支的剖视结构示意图;
19.图2为本技术实施例提供的烟支的爆炸结构示意图。
20.其中,图中各附图标记:
21.1、发烟段;11、空心金属管;12、烟草填充物;13、密封件;2、冷却段;3、吸嘴段;31、中空嘴棒;311、通孔;32、固态材料;4、包覆接装纸。
具体实施方式
22.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
23.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
24.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
25.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
26.如图1和图2所示,现对本技术实施例提供的一种烟支进行说明。该烟支,包括发烟段1、冷却段2、吸嘴段3和包覆接装纸4,冷却段2设置在发烟段1和吸嘴段3之间,当发烟段1、冷却段2和吸嘴段3对接后,包覆接装纸4周向包覆发烟段1、冷却段2和吸嘴段3,从而得到该烟支。其中,吸嘴段3包括中空嘴棒31和固态材料32,中空嘴棒31内设有通孔311,固态材料32设于通孔311内。具体地,通孔311设置在中空嘴棒31的中轴线上,通孔311用于供发烟段1所产生的气溶胶通过并进入到用户口腔内,固态材料32可以为过滤材料、降温材料和/或口味材料,可以根据用户需求进行实际选择。在本实施例中,通过冷却段2对发烟段1产生的高温气溶胶进行第一次降温以及通过吸嘴段3内的固态材料32进行第二降温,保证气溶胶达到用户口腔后不会烫伤用户,具有降温效果好的优点;固态材料32还可以过滤气溶胶大颗
粒物,提升细腻感,同时也不会降低过多气溶胶中烟草味颗粒的比例,不会损失口感,使得本技术实施例的烟支具有降温效果好、口感好的优点。
27.在本实施例中,通孔311的横截面积为中空嘴棒31的横截面积的1/2
‑
1/5,优选为1/3。当用户吸烟时,冷却段2内的气溶胶先冲击于中空嘴棒31的端面,使得气溶胶先混合均匀再进入到通孔311内,从而提高了用户吸烟的口感,保证用户体验感。
28.在本实施例中,固态材料32为固态圆形颗粒,固态圆形颗粒的直径为0.1
‑
1mm。或者,固态材料32为多孔固态填充物,如常规的烟滤嘴。固态材料32可以吸收大颗粒气溶胶以及起到部分降温作用,使得气溶胶更加细腻均匀的进入到用户口腔内。具体地,固态材料32填充在通孔311的高度为通孔311长度的1/4
‑
3/4。通孔311内固态材料32的高度越高,对气溶胶的阻挡作用越明显,这样使得气溶胶进入到口腔内的口味越淡,因此,固态材料32占据通孔311长度的1/4
‑
3/4,可以有效保证气溶胶口感时,让用户体验更细腻。
29.在本实施例中,冷却段2为中空纸管,中空纸管与其内部的空气一起形成给气溶胶降温的通道,因此,在有气溶胶经过中空纸管时,可以吸附气溶胶降温时形成的冷凝液,同时中空纸管也能吸收一部分热量,对气溶胶起到降温作用。
30.在本实施例中,烟支的降温是包括冷却段2的第一次降温和吸嘴段3的第二次降温,因此,冷却段2和吸嘴段3对气溶胶烟气的降温温度可以根据如下公式进行计算:
31.t=d*α1+l*α2;
32.式中,t:为烟气下降的温度,d:为中空嘴棒31内固态材料32在通孔311内的高度,α1:为固态材料32的热传导系数,l:为冷却段2的长度,α2:为空气热传导系数。
33.根据上述计算公式可知,在烟气下降温度(t)固定的情况下,由于α2不变,可以在α1不变的情况下,通过调整固态材料32在中空腔体高度(d)来改变第二烟支段(l)的长度,从而实现烟支长度的灵活设计。因此,本实施例终端烟支长度可以根据实际需求进行灵活设计,并可以保证降温效果和口味效果
34.在本实施例中,发烟段1包括空心金属管11、烟草填充物12以及密封件13,密封件13设置有两个且分别密封空心金属管11的两端,烟草填充物12设于空心金属管11内。通过两端密封的空心金属管11对其内部的烟草填充物12进行隔离保护,使得烟草填充物12保质期长、不会受潮、不会掉落;且空心金属管11可以使烟草填充物12受热更加均匀,抽吸完成后也不会掉落碎屑在烟具里面,空心金属端两端通过密封件13密封还使得烟草填充物12的种类可以有多种形态,如粉末、丝状、块状或膏状,增加了烟草填充物12种类的可选择性。
35.具体地,在本实施例中,空心金属管11为铝管,这样可以提高热量的传导,而且铝管也不会吸收和储存过多的热量,提高了热量的利用率。密封件13为铝箔件。这样铝箔件能承受烟草填充物12的重量同时,还方便被尖锐的物体刺破,从而方便对空气进入到金属空心管内,使得烟草填充物12在烘烤或燃烧过程中所产生的气溶胶能通过吸嘴段3吸取进行到口腔内。尖锐的物体可以为针、小竹签或烟具中的加热杆等。具有取材方便,不影响用户随时吸烟的心情。
36.在本实施例中,铝管的厚度为0.08
‑
0.2mm,优选地,铝管的厚度为0.12mm
‑
0.18mm。如优选为0.15mm。这样金属管的厚度较薄,既能保证整体结构不易变形,又能加快热量传导。所述铝箔件的厚度为0.01mm
‑
0.07mm。优选地,铝箔件的厚度为0.03mm
‑
0.05mm,如优先为0.05mm。
37.在本实施例中,吸嘴段3内的固态材料32有过滤气溶胶大颗粒物和再次降低气溶胶温度的作用。吸嘴段3内的固态材料32占据中空嘴棒31高度的1/4
‑
3/4,一方面过滤气溶胶中的大颗粒,以提升细腻感,同时不会降低过多气溶胶中烟草味颗粒的比例,损失口感。同时,吸嘴段3内的固态材料32与冷却段2相互配合,共同实现对气溶胶降温的目的,在保持气溶胶降温幅度不变的情况下,吸嘴段3里的固态材料32与冷却段2的长度可以相互配合调整,实现烟支尺寸的灵活设计。
38.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。