1.本实用新型涉及烟丝加工技术领域,尤其涉及一种滚筒式机器视觉烟丝打短装置。
背景技术:
2.烟丝是指将烟叶切成丝状、粒状、片状、末状或其他形状,再加入辅料,经过发酵、储存,不经卷制即可供销售吸用的烟草制品,烟丝的使用方法有多种,可以直接用卷烟纸卷成任意形状抽,也有用专用的卷烟器将烟丝卷成香烟状来使用,更有用烟斗等烟具配合使用的方法。
3.在烟丝加工的过程中需要将烟丝进行打短切割,从而获得长度符合要求的烟丝,但是目前的烟丝打短装置往往会存在较多不符合长度要求的烟丝进入到下一道工序问题,同时对于烟丝的打短存在效率低下的问题。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种滚筒式机器视觉烟丝打短装置。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种滚筒式机器视觉烟丝打短装置,包括罐体,所述罐体顶壁贯穿焊接固定有入料管,所述罐体内壁开始有空腔,所述罐体侧壁通过折杆固定连接有电机,所述电机的输出端焊接固定有往复丝杠,所述往复丝杠依次贯穿罐体和空腔的内壁,所述往复丝杠上焊接固定有凸轮,所述罐体内壁焊接固定有对未打短烟丝进行再次处理的驱动部件,所述罐体的内壁开始有空槽,所述罐体的内壁转动连接有滤网框,所述滤网框的另一端转动连接在空槽内,所述罐体内壁转动连接有对烟丝进行打短的动力部件。
7.优选地,所述往复丝杠位于空腔内的杠体上焊接固定有主动轮,所述空腔内壁贯穿转动连接有转轴,所述转轴上焊接固定有从动轮,所述主动轮通过同步带和从动轮连接。
8.优选地,所述转轴位于罐体内的轴体焊接固定有第一辊筒,所述第一辊筒上固定连接有刀片,所述转轴上焊接固定有第一齿轮。
9.优选地,所述动力部件包括转动连接在罐体内壁的转杆,所述转杆上焊接固定有第二辊筒,所述第二辊筒上焊接固定有刀片,所述转杆上焊接固定有第二齿轮,所述第二齿轮和第一齿轮啮合连接。
10.优选地,所述驱动部件包括焊接固定在罐体内壁的箱体,所述往复丝杠远离电机的一端转动连接在箱体上,所述往复丝杠上螺纹连接有螺母,所述螺母的侧壁焊接固定有多个推杆,多个所述推杆贯穿箱体内壁后焊接固定有活塞,所述活塞密封滑动连接在箱体内。
11.优选地,所述箱体的顶壁贯穿焊接固定有吹风管,所述箱体内壁贯穿焊接固定有进气管,所述进气管内设有单向阀。
12.本实用新型中的有益效果:
13.1、通过设置入料管、主动轮和从动轮等结构,从入料管内加入需要进行打短的烟丝,电机的输出端带动往复丝杠转动,焊接固定在往复丝杠上的主动轮通过同步带带动从动轮转动,从而带动转轴和第一辊筒转动,完成动力的传递,避免设置多个动力输入部件,减少生产和使用成本;
14.2、通过设置多个辊筒、第一齿轮和转杆等结构,第一辊筒转动的时候带动其表面的刀片对烟丝进行打短切割,从而完成对烟丝的打短操作,同时转轴转动的时候,通过第一齿轮带动第二齿轮和转杆转动,从而使得第二辊筒带动其表面的刀片同步转动,共同对烟丝进行打短切割;
15.3、通过设置往复丝杠、凸轮和滤网框等结构,在往复丝杠转动的时候,带动凸轮周期性的撞击滤网框,从而使得滤网框上下振动,打短合格的烟丝穿透过滤网框,从而将打短不符合尺寸的烟丝过滤在滤网上,接而不断的抖动滑落到滤网框的底端,同时螺母沿往复丝杠左右运动,从而推动活塞在箱体内密封滑动,将箱体内的气体从吹风管内吹出,从而将滚落到滤网框底端的烟丝吹到两个辊筒间,进行再次的打短切割。
附图说明
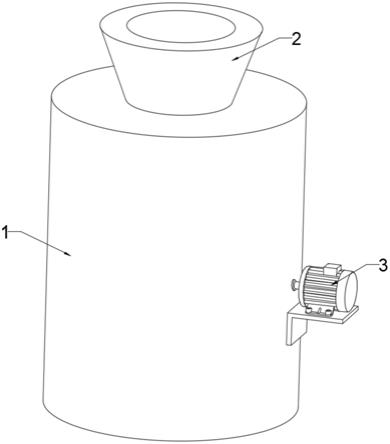
16.图1为本实用新型提出的一种滚筒式机器视觉烟丝打短装置的立体示意图;
17.图2为图1中竖直方向剖视结构示意图;
18.图3为图2中第一辊筒和第二辊筒部分的结构示意图。
19.图中:1罐体、2入料管、3电机、4空腔、5往复丝杠、6主动轮、7从动轮、8同步带、9转轴、10凸轮、11螺母、12活塞、13箱体、14滤网框、15吹风管、16第一齿轮、17第一辊筒、18空槽、19第二齿轮、20第二辊筒。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
21.参照图1
‑
3,一种滚筒式机器视觉烟丝打短装置,包括罐体1,罐体1顶壁贯穿焊接固定有入料管2,罐体1内壁开始有空腔4,罐体1侧壁通过折杆固定连接有电机3,电机3的输出端焊接固定有往复丝杠5,往复丝杠5依次贯穿罐体1和空腔4的内壁,往复丝杠5上焊接固定有凸轮10,罐体1内壁焊接固定有对未打短烟丝进行再次处理的驱动部件,罐体1的内壁开始有空槽18,罐体1的内壁转动连接有滤网框14,滤网框14的另一端转动连接在空槽18内,罐体1内壁转动连接有对烟丝进行打短的动力部件。
22.往复丝杠5位于空腔4内的杠体上焊接固定有主动轮6,空腔4内壁贯穿转动连接有转轴9,转轴9上焊接固定有从动轮7,主动轮6通过同步带8和从动轮7连接,电机3驱动往复丝杠5转动的时候,主动轮6通过同步带8带动从动轮7转动,从而带动转轴9转动,完成动力的传递,避免设置多个动力输入部件,减少生产和使用成本。
23.转轴9位于罐体1内的轴体焊接固定有第一辊筒17,第一辊筒17上固定连接有刀片,转轴9上焊接固定有第一齿轮16,第一辊筒17转动的时候带动其表面的刀片对烟丝进行
打短切割,从而完成对烟丝的打短操作。
24.动力部件包括转动连接在罐体1内壁的转杆,转杆上焊接固定有第二辊筒20,第二辊筒20上焊接固定有刀片,转杆上焊接固定有第二齿轮19,第二齿轮19和第一齿轮16啮合连接,转轴9转动的时候,通过第一齿轮16带动第二齿轮19和转杆转动,从而使得第二辊筒20带动其表面的刀片同步转动,共同对烟丝进行打短切割。
25.驱动部件包括焊接固定在罐体1内壁的箱体13,往复丝杠5远离电机3的一端转动连接在箱体13上,往复丝杠5上螺纹连接有螺母11,螺母11的侧壁焊接固定有多个推杆,多个推杆贯穿箱体13内壁后焊接固定有活塞12,活塞12密封滑动连接在箱体13内,往复丝杠5转动的时候,螺母11沿往复丝杠5左右运动,从而推动活塞12在箱体13内密封滑动,将箱体13内的气体从吹风管15内吹出,从而将滚落到滤网框14底端的烟丝吹到两个辊筒间,进行再次的打短切割。
26.箱体13的顶壁贯穿焊接固定有吹风管15,箱体13内壁贯穿焊接固定有进气管,进气管内设有单向阀,单向阀只允许外界的气体进入到箱体13内进行补充气体。
27.本实用新型中,使用者首先打开电机3,本设备中选用y80m2
‑
2型号的电机,接着从入料管2内加入需要进行打短的烟丝,电机3的输出端带动往复丝杠5转动,焊接固定在往复丝杠5上的主动轮6通过同步带8带动从动轮7转动,从而带动转轴9和第一辊筒17转动,完成动力的传递,避免设置多个动力输入部件,减少生产和使用成本。
28.第一辊筒17转动的时候带动其表面的刀片对烟丝进行打短切割,从而完成对烟丝的打短操作,同时转轴9转动的时候,通过第一齿轮16带动第二齿轮19和转杆转动,从而使得第二辊筒20带动其表面的刀片同步转动,共同对烟丝进行打短切割。
29.在往复丝杠5转动的时候,带动凸轮10周期性的撞击滤网框14,从而使得滤网框14上下振动,打短合格的烟丝穿透过滤网框14,从而将打短不符合尺寸的烟丝过滤在滤网上,接而不断的抖动滑落到滤网框14的底端。
30.往复丝杠5转动的时候,螺母11沿往复丝杠5左右运动,从而推动活塞12在箱体13内密封滑动,将箱体13内的气体从吹风管15内吹出,从而将滚落到滤网框14底端的烟丝吹到两个辊筒间,进行再次的打短切割。
31.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。