1.本发明涉及他达拉非粉末直压制片设备领域,具体为一种他达拉非粉末直压制片设备及其制片方法。
背景技术:
2.他达拉非,是环磷酸鸟苷特异性磷酸二酯酶5的选择性可逆抑制剂,当性刺激导致局部释放一氧化氮,pde5受到他达拉非抑制,使阴茎海绵体内cgmp水平提高,这导致平滑肌松弛,血液流入阴茎组织,产生勃起,如无性刺激,他达拉非片剂相关技术中,采用湿法制粒工艺制备他达拉非片剂,通常包括原辅料处理、混合、制粒、干燥、整粒、总混、压片、包衣等工序,压制片为其中一道工序。
3.现有他达拉非粉末直压制片设备,在压制片过程中,其压制片自动化性能低下,导致生产效率下降,生产成本提升;因此,不满足现有的需求,对此我们提出了一种他达拉非粉末直压制片设备及其制片方法。
技术实现要素:
4.本发明的目的在于提供一种他达拉非粉末直压制片设备及其制片方法,以解决上述背景技术中提出的现有他达拉非粉末直压制片设备,在压制片过程中,其压制片自动化性能低下,导致生产效率下降,生产成本提升的问题。
5.为实现上述目的,本发明提供如下技术方案:一种他达拉非粉末直压制片设备,包括基座,所述基座的上方设置有混料提纯箱,所述混料提纯箱的前端设置有控制端,所述混料提纯箱的两侧设置有控风传输端,所述混料提纯箱的上方设置有工作盘,所述工作盘的外侧设置有四个减震联动柱,所述减震联动柱的之间设置有四个预制储存罐,所述工作盘的上方设置有压盘,所述减震联动柱的外壁设置有减震橡胶圈。
6.优选的,所述控制端的下端设置有排料口,且排料口与控制端一体成型设置,所述控制端的上端设置有plc操控器,所述plc操控器的内部设置有智能操控处理器。
7.优选的,所述控风传输端的外侧设置有除湿端,所述控风传输端的中间设置有滤尘端,所述除湿端的内壁设置有双风交互通道,且双风交互通道与除湿端一体成型设置,所述滤尘端与除湿端的后端皆设置有抽吸器,所述抽吸器的一侧设置有灰尘传感器,所述控风传输端的外壁设置有防水涂层,且防水涂层与控风传输端一体成型设置。
8.优选的,所述滤尘端的内壁设置有滤膜,且滤膜与滤尘端一体成型设置,所述滤膜的中间设置有抽吸孔,所述滤尘端的外端设置有拆卸板,所述拆卸板的表面四周设置有磁套圈,且磁套圈与拆卸板的表面四周的焊接连接,所述滤尘端的四周内侧设置有磁柱,且磁柱与滤尘端的四周内侧焊接连接。
9.优选的,所述混料提纯箱的内部设置有过滤箱,所述过滤箱的底部设置有导料板,且导料板与过滤箱的底部焊接连接。
10.优选的,所述工作盘的中间设置有可拆卸模具,所述可拆卸模具的外侧设置有密
封锥套,所述工作盘的内壁设置有耐磨防腐涂层,且耐磨防腐涂层与工作盘一体成型设置,所述工作盘的上端设置有旋转器。
11.优选的,所述压盘的内部设置有压力感应器,所述压盘的上端设置有压柱,所述压柱的上端设置有伸缩气缸,所述伸缩气缸的上端设置有电机,所述电机的上端设置有无线控制启动器,且无线控制启动器与电机的上端焊接连接。
12.优选的,所述压柱的外端设置有连接载架,所述连接载架的中间设置有钢板层,且钢板层与连接载架一体成型设置。
13.优选的,所述预制储存罐的上端设置有导料端,且导料端与预制储存罐的上端焊接连接,所述导料端的内侧设置有滑套,所述预制储存罐的外壁设置有隔温涂层,且隔温涂层与预制储存罐一体成型设置,所述预制储存罐的下端设置有连动套,所述连动套的下方设置有导联管,所述导联管的一端设置有电磁控制阀,所述预制储存罐的的内侧设置有温度感应器,所述预制储存罐的中间设置有震动棒,所述震动棒的中间设置有声波震动器。
14.优选的,所述的一种他达拉非粉末直压制片设备的制片方法包括如下步骤:
15.步骤1:先是将粉末材料管道连接导料端,再根据数据需要对plc操控器进行调整,将套袋连接在滤尘端的外部,等待粉末材料的回收取用;
16.步骤2:粉末材料顺着导料端进入预制储存罐进行存储,再将工作盘上的可拆卸模具进行更换,使得压合制片一直,经过预制储存罐中的声波震动器与震动棒对粉末不断打散,等待备用;
17.步骤3:经过连动套与导联管的流动,由电磁控制阀控制粉末流动到模具中,同时无线控制启动器受到信号,控制电机驱动伸缩气缸带动压柱与压盘进行压制;
18.步骤4:根据每次压制制片,由压力感应器检测力度不同,反馈信息到智能操控处理器进行不断调整,同时旋转器带动工作盘转动,对制片进行二次压实;
19.步骤5:经过不断的压制制片,成型的药片进入过滤箱落到导料板,等待排出,随着药片进入过滤箱的同时,滤尘端由抽吸器与灰尘传感器配合,对药品多余粉尘不断抽吸,去除多余粉末。
20.与现有技术相比,本发明的有益效果是:
21.1、本发明通过设置在直压制片设备上的预制储存罐与控风传输端以及压盘的相互配合,可以对粉末进行直压制片,同时对多余粉末进行吸附,对药片进行提纯,保障产品质量,粉末材料顺着导料端进入预制储存罐进行存储,再将工作盘上的可拆卸模具进行更换,使得压合制片一直,经过预制储存罐中的声波震动器与震动棒对粉末不断打散,等待备用,在预制储存罐中的内侧设置有温度感应器,及时监测温度变化,降低药物粉末发生粘黏性,避免粉末堵塞管道的同时,保障粉末的松散性,便于压合制备,混料提纯箱的上方设置有工作盘,工作盘的外侧设置有四个减震联动柱,所述减震联动柱的之间设置有四个预制储存罐,采用交替设置,保障材料为环形输送,保障每次压合后及时的补充材料,提升输送效率,增加自动化生产性能。
22.2、设置的控风传输端,可以分为除湿端与滤尘端,可以降低内部的湿度,保障药粉的干燥性,经过不断的压制制片,成型的药片进入过滤箱落到导料板,等待排出,随着药片进入过滤箱的同时,通过滤尘端内侧的灰尘传感器,及时吸附内部多余的粉尘,提升药片的成型性,对多余药片粉末进行二次回收利用,从而降低生产成本,增加制片效率,将套袋连
接在滤尘端的外部,等待粉末材料的回收取用,通过磁套圈与磁柱,可以对滤尘端的外侧的拆卸板进行拆卸,提升拆装性能,便于多次更换。
23.3、设置的可拆卸模具,可以根据需要安装不同的模具,降低药物粉末制成不同的片剂形状,从而使口服时口感更好,片形和外观颜色更有愉悦感,根据每次压制制片,由压力感应器检测力度不同,反馈信息到智能操控处理器进行不断调整,同时旋转器带动工作盘转动,对制片进行二次压实,提升直压制片性能。
附图说明
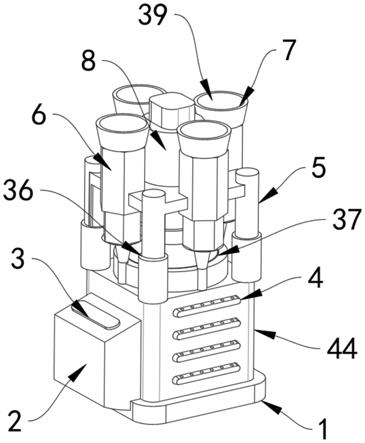
24.图1为本发明的整体示意图;
25.图2为本发明的剖视图;
26.图3为本发明的侧视图;
27.图4为本发明的控风传输端示意图;
28.图5为本发明的系统原理示意图;
29.图6为本发明的一种他达拉非粉末直压制片设备及其制片方法整体流程示意图;
30.图中:1、基座;2、控制端;3、plc操控器;4、控风传输端;5、减震联动柱;6、预制储存罐;7、导料端;8、伸缩气缸;9、电机;10、工作盘;11、连接载架;12、连动套;13、导联管;14、排料口;15、防水涂层;16、压柱;17、声波震动器;18、震动棒;19、压盘;20、过滤箱;21、导料板;22、耐磨防腐涂层;23、可拆卸模具;24、除湿端;25、滤尘端;26、抽吸孔;27、双风交互通道;28、温度感应器;29、电磁控制阀;30、无线控制启动器;31、旋转器;32、压力感应器;33、灰尘传感器;34、抽吸器;35、智能操控处理器;36、减震橡胶圈;37、密封锥套;38、隔温涂层;39、滑套;40、滤膜;41、拆卸板;42、磁套圈;43、磁柱;44、混料提纯箱;45、钢板层。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
32.请参阅图1-6,本发明提供的一种实施例:一种他达拉非粉末直压制片设备,包括基座1,基座1的上方设置有混料提纯箱44,混料提纯箱44的前端设置有控制端2,混料提纯箱44的两侧设置有控风传输端4,混料提纯箱44的上方设置有工作盘10,工作盘10的外侧设置有四个减震联动柱5,减震联动柱5的之间设置有四个预制储存罐6,工作盘10的上方设置有压盘19,减震联动柱5的外壁设置有减震橡胶圈36。
33.进一步,控制端2的下端设置有排料口14,且排料口14与控制端2一体成型设置,所述控制端2的上端设置有plc操控器3,所述plc操控器3的内部设置有智能操控处理器35。
34.进一步,控风传输端4的外侧设置有除湿端24,所述控风传输端4的中间设置有滤尘端25,所述除湿端24的内壁设置有双风交互通道27,且双风交互通道27与除湿端24一体成型设置,所述滤尘端25与除湿端24的后端皆设置有抽吸器34,所述抽吸器34的一侧设置有灰尘传感器33,所述控风传输端4的外壁设置有防水涂层15,且防水涂层15与控风传输端4一体成型设置。
35.进一步,滤尘端25的内壁设置有滤膜40,且滤膜40与滤尘端25一体成型设置,所述滤膜40的中间设置有抽吸孔26,所述滤尘端25的外端设置有拆卸板41,所述拆卸板41的表
面四周设置有磁套圈42,且磁套圈42与拆卸板41的表面四周的焊接连接,所述滤尘端25的四周内侧设置有磁柱43,且磁柱43与滤尘端25的四周内侧焊接连接。
36.进一步,混料提纯箱44的内部设置有过滤箱20,所述过滤箱20的底部设置有导料板21,且导料板21与过滤箱20的底部焊接连接。
37.进一步,工作盘10的中间设置有可拆卸模具23,所述可拆卸模具23的外侧设置有密封锥套37,所述工作盘10的内壁设置有耐磨防腐涂层22,且耐磨防腐涂层22与工作盘10一体成型设置,所述工作盘10的上端设置有旋转器31。
38.进一步,压盘19的内部设置有压力感应器32,所述压盘19的上端设置有压柱16,所述压柱16的上端设置有伸缩气缸8,所述伸缩气缸8的上端设置有电机9,所述电机9的上端设置有无线控制启动器30,且无线控制启动器30与电机9的上端焊接连接。
39.进一步,压柱16的外端设置有连接载架11,所述连接载架11的中间设置有钢板层45,且钢板层45与连接载架11一体成型设置。
40.进一步,所述预制储存罐6的上端设置有导料端7,且导料端7与预制储存罐6的上端焊接连接,所述导料端7的内侧设置有滑套39,所述预制储存罐6的外壁设置有隔温涂层38,且隔温涂层38与预制储存罐6一体成型设置,所述预制储存罐6的下端设置有连动套12,所述连动套12的下方设置有导联管13,所述导联管13的一端设置有电磁控制阀29,所述预制储存罐6的的内侧设置有温度感应器28,所述预制储存罐6的中间设置有震动棒18,所述震动棒18的中间设置有声波震动器17。
41.进一步,一种他达拉非粉末直压制片设备及其制片方法,包括如下步骤:
42.步骤1:先是将粉末材料管道连接导料端7,再根据数据需要对plc操控器3进行调整,将套袋连接在滤尘端25的外部,等待粉末材料的回收取用;
43.步骤2:粉末材料顺着导料端7进入预制储存罐6进行存储,再将工作盘10上的可拆卸模具23进行更换,使得压合制片一直,经过预制储存罐6中的声波震动器17与震动棒18对粉末不断打散,等待备用;
44.步骤3:经过连动套12与导联管13的流动,由电磁控制阀29控制粉末流动到模具中,同时无线控制启动器30受到信号,控制电机9驱动伸缩气缸8带动压柱16与压盘19进行压制;
45.步骤4:根据每次压制制片,由压力感应器32检测力度不同,反馈信息到智能操控处理器35进行不断调整,同时旋转器31带动工作盘10转动,对制片进行二次压实;
46.步骤5:经过不断的压制制片,成型的药片进入过滤箱20落到导料板21,等待排出,随着药片进入过滤箱20的同时,滤尘端25由抽吸器34与灰尘传感器33配合,对药品多余粉尘不断抽吸,去除多余粉末。
47.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。