1.本实用新型涉及一种碗状件,具体涉及一种用于麻醉气道辅助管理器械中柔性臂上的碗状件,属于麻醉医学领域。
背景技术:
2.面罩通气属于无创正压通气(nppv),面罩nppv的优点包括:气道管理方法对病人刺激较轻,病人更舒适;可避免因建立人工气道产生的上呼吸道正常屏障功能的破坏、上呼吸道损伤、呼吸道感染等并发症等。研究表明面罩nppv可以用于多种原因引起的急、慢性呼吸功能衰竭,有效地缓解呼吸困难、加强气体交换和改善氧合功能、降低气管插管的比例、缩短住icu及总住院时间、降低死亡率、提高生活质量。然而面罩nppv技术的稳定性和可靠性不如有创正压通气技术,存在发生漏气、发生气道梗阻、局部皮肤压迫损伤、胃肠胀气、误吸和排痰障碍、气道死腔量较大等缺点。
3.公告号为cn109646774a,专利名称为:辅助面罩正压通气的气道管理机械手的中国发明专利申请,具体公开了多关节蛇形机构,其中,该蛇形机构是通过多个摩擦瓦关节与多个球面关节依次相接构成。该多关节蛇形机构随着使用次数的增加,摩擦瓦关节磨损之后,需要较大的摩擦力来实现锁紧功能,降低多关节蛇形机构的使用寿命;由于钢丝绳直接与摩擦瓦关节和球面关节的内孔接触,还会发生蛇形机构钢丝绳绷断或者摩擦瓦关节卡死的情况。另外,每个关节使用体积大、使用原材料多、成本高,特别是对于球关节或球关节凸面/凹面,更是机加工困难、难以批量制造。
4.综上所述,现有的多关节蛇形机构存在使用寿命低以及钢丝绳绷断或者摩擦瓦关节卡死的问题。
技术实现要素:
5.本实用新型的目的是为了解决现有的多关节蛇形机构存在使用寿命低以及钢丝绳绷断或者摩擦瓦关节卡死的问题。进而提供一种用于麻醉气道辅助管理器械中柔性臂上的碗状件。
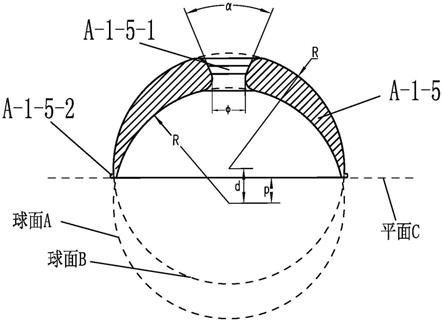
6.本实用新型的第一方面是提供一种碗状件,所述碗状件内表面中曲率不变且表面积最大的表面的轮廓与球面a被平面c截得的部分重合,所述碗状件外表面中曲率不变且表面积最大的表面轮廓与球面b被所述平面c截得的部分重合,所述球面a与所述球面b半径相同,两球面的球心具有一定距离d,d=(0.2~0.5)r,其中r为两球面的半径,所述平面c垂直于两球面的球心的连线且所述平面c与所述球面a的球心距离为p,0.5d<p<0.6r,所述碗状件的顶端设有通孔,所述通孔的几何中心位于所述连线上,所述碗状件的内表面和外表面均为附有纹理的粗糙表面。
7.进一步的,所述通孔为圆台形通孔,所述圆台形通孔的上部倾角为α,α=40
°
~50
°
。
8.进一步的,所述圆台形通孔的最小开口直径为φ,φ=3mm-5mm,且圆台边缘处均
倒有圆角。
9.本实用新型的第二方面是提供一种柔性臂,包括上述碗状件。
10.本实用新型的第三方面是提供一种麻醉气道辅助管理器械,包括上述柔性臂和面罩锁紧系统,两个上述柔性臂安装在所述面罩锁紧系统的左右两侧。
11.本实用新型与现有技术相比具有以下效果:
12.1、本实用新型的碗状件内外表面均采用同样半径的球状面,在受外界作用力时相邻碗状件变形一致,大大减少了柔性臂碗状件卡死的发生。
13.2、本实用新型的碗状件使用原材料少、成本低,使用金属粉末注射成形工艺,便于加工制造。
14.3、本实用新型对碗状件中心穿钢丝绳的孔倒圆角,减少对钢丝绳的压强,避免钢丝绳绷断,进而有效的提高了柔性臂的使用寿命。
15.4、本实用新型碗状件的内外表面均附有纹理,提高碗状件之间的摩擦系数,极大地减小工作状态下钢丝绳的拉力,使麻醉气道辅助管理器械整体寿命得到了极大提升。
附图说明
16.图1是碗状件的主剖视图;图2是两个碗状件堆叠的示意图;图3是图2在a-a处的剖视图;图4是碗状件软体a-1、退出锁死部件a-2和托手部件a-3的结构示意图;图5是碗状件软体a-1的剖视图;图6是柔性臂的结构示意图;图7是麻醉气道辅助管理器械的整体结构示意图。
具体实施方式
17.本实用新型技术方案不局限于以下所列举具体实施方式,还包括各具体实施方式间的任意合理组合。
18.具体实施方式一:结合图1至图3说明本实施方式,本实施方式的所述碗状件内表面中曲率不变且表面积最大的表面的轮廓与球面a被平面c截得的部分重合,所述碗状件外表面中曲率不变且表面积最大的表面轮廓与球面b被所述平面c截得的部分重合,所述球面a与所述球面b半径相同,两球面的球心具有一定距离d,d=(0.2~0.5)r,其中r为两球面的半径,d小于该值时,碗状件就会很薄,强度不满足要求,d大于该值时,碗状件就会很厚且内外表面积差距大,一来浪费材料,二来外表面只有一部分可以利用,对纹理的磨损会加重。所述平面c垂直于两球面的球心的连线且所述平面c与所述球面a的球心距离为p,0.5d<p<0.6r,p必须大于0.5d,等于0.5d时碗状件的碗口厚度为0。p大于上限值时,碗状件只有顶端一小部分,接触面积小,对纹理的磨损会加重。
19.碗状件内外表面均附有纹理,使碗状件之间的配合具有较大的摩擦系数,从而降低柔性臂在拉紧状态下所需的拉紧力。当执行机构柔性臂所承担的负载降低时,其他部件承担的负载也相应降低,使其使用寿命极大地提升。
20.在实际使用时,本实施方式碗状件附有纹理之后的摩擦力是现有机构的4倍,拉力仅为之前的四分之一,进而有效的提高了电机和钢丝绳的使用寿命。
21.在钢丝绳拉紧过程中,碗状件之间的配合状态如图5和图6所示。在柔性臂工作空间范围内,上部碗状件下表面和下部碗状件上表面接触,由于两者为半径相同的球冠(球面
被平面截得部分),所以变形一致,不会产生挤压卡住的情况。
22.具体实施方式二:结合图1说明本实施方式,与具体实施方式一不同的是,本实施方式中d=2~5mm,r=9~15mm,p=1.1~9mm。优选地,d=3.5~4.5mm,r=12~14mm,p=2~4mm。
23.球面的半径r决定了碗状件整体的尺寸,在本实施方式范围内的尺寸保证了柔性臂的使用舒适性,同时也降低了碗状件所需承受的轴向负载,进而有效提高了碗状件和柔性臂的使用寿命。另外,本实施方式d值和p值的范围,在保证碗状件结构强度的前提下,减小了所需的原材料,同时保证了内外表面具有较大的相对接触面积,减轻了柔性臂使用过程中对纹理的磨损情况。
24.具体实施方式三:结合图1说明本实施方式,本实施方式通孔为圆台形通孔a-1-5-1,所述圆台形通孔a-1-5-1的上部倾角为α,α=40
°
~50
°
。如此设置,保证了碗状件与钢丝绳具有较大的接触面积,钢丝绳在负载下受到的挤压压强减小,寿命继而得到较大提升。其它组成及连接关系与具体实施方式一或二相同。
25.具体实施方式四:结合图1说明本实施方式,本实施方式的通孔为圆台形通孔a-1-5-1,所述圆台形通孔a-1-5-1的最小开口直径为φ,φ=3mm-5mm,本最小开口直径的范围,保证了具有足够强度的钢丝绳能够顺利穿过通孔。所述圆台形通孔a-1-5-1的圆台边缘处均倒有圆角,该圆角进一步提高了碗状件与钢丝绳的接触面积,避免了钢丝绳与碗状件锋利的角接触,进一步保障了钢丝绳的使用寿命。
26.具体实施方式五:结合图1说明本实施方式,本实施方式的所述碗状件的底面边缘外侧设有限位边a-1-5-2。如此设置,同时,碗状件底面边缘有限位边,保证碗状件之间转角不会过大造成卡死。其它组成及连接关系与具体实施方式一至四中任意一项相同。
27.具体实施方式六:结合图1说明本实施方式,本实施方式的所述限位边a-1-5-2为圆环形限位挡沿。如此设置,无论柔性臂在任何方向进行转动,以及无论转动角度为多大,均不会发生卡死的现象。其它组成及连接关系与具体实施方式一至五中任意一项相同。
28.具体实施方式七:结合图1说明本实施方式,本实施方式的碗状件的外表面与内表面上附有的纹理为新川8024号纹路。如此设置,便于在经过长期使用摩擦后,仍然具有较大的摩擦力,而且长期使用。其它组成及连接关系与具体实施方式一至六中任意一项相同。
29.具体实施方式八:结合图1说明本实施方式,本实施方式的碗状件材质为17-4ph不锈钢,碗状件的材质一方面是能承受住极大的压力,另一方面能够防锈。
30.具体实施方式九:本实施方式说明如何制造上述碗状件。上述碗状件采用金属粉末注射成形工艺制造,包括以下步骤:1)将金属粉末与粘合剂均匀混合成具有流变性的喂料。此处使用的金属粉末是17-4ph不锈钢粉末,该材料既有足够的强度又不易生锈,同时不含重金属等对人体有害的材料,当然也可使用其他具备上述特性的材料,粉末的中值粒径d50为5~20μm,此处使用的粉末d50为10μm;加入约40~60%体积分数的包括有机聚合物的粘合剂,此处加入50%体积分数的包括热塑性粘合剂pmma。
31.2)用注射成形机采用点进胶的方式注入与所述碗状件外形相匹配的模腔内固化成形;进胶口直径1.5mm。
32.3)脱脂处理;将固化成形后的坯料,加热至粘合剂组分挥发温度,从而脱出其中的粘合剂。
33.4)烧结。将脱脂处理后的坯料在1300℃~1400℃的高温下烧结,为了促进烧结,还可在其中加入了少量的b、si或p,此处加入的是0.5%重量比的b。
34.上述制造方法制造的上述碗状件成本低,且结构强度满足要求,大大促进了上述碗状件的商业化应用。
35.具体实施方式十:结合图1至图6说明本实施方式,本实施方式提供一种柔性臂,包括碗状件软体a-1和退出锁死部件a-2,所述退出锁死部件a-2安装于所述碗状件软体a-1的一端、用于将所述柔性臂固定在设备安装座上;所述碗状件软体a-1包括多个碗状件a-1-5和柔性臂钢丝绳a-1-2,所述多个碗状件a-1-5由上至下依次堆叠,所述柔性臂钢丝绳a-1-2穿过多个所述碗状件a-1-5,且在外部驱动机构的作用下可被松弛或张紧,以改变所述多个所述碗状件a-1-5的间隙,从而实现所述柔性臂的自由状态或固定状态。本实施方式所采用的碗状件与具体实施方式一至八中的任意一项内容相同。
36.具体实施方式十一:结合图1至图7说明本实施方式,本实施方式提供一种麻醉气道辅助管理器械,包括柔性臂和面罩锁紧系统,柔性臂安装在面罩锁紧系统的左右两侧,其中柔性臂承托下颌,面罩锁紧系统实现面罩的扣压;柔性臂包括碗状件软体和退出锁死部件,所述退出锁死部件安装于所述碗状件软体的一端、用于将所述柔性臂固定在设备安装座上;所述碗状件软体包括多个碗状件和柔性臂钢丝绳,所述多个碗状件由上至下依次堆叠,所述柔性臂钢丝绳穿过多个所述碗状件,且在外部驱动机构的作用下可被松弛或张紧,以改变所述多个所述碗状件的间隙,从而实现所述柔性臂的自由状态或固定状态。本实施方式所采用的碗状件与具体实施方式一至八中任一项相同、柔性臂与具体实施方式九相同。
37.为了便于理解本实用新型的技术方案和采用本实用新型应用在柔性臂上所具有的技术效果,本实用新型在使用时的协同作用如下:
38.将本实用新型使用在柔性臂上时,如图4至图6所示,柔性臂m包括碗状件软体a-1、退出锁死部件a-2、托手部件a-3、柔性臂电机a-4、柔性臂驱动器a-5、蜗轮蜗杆组件a-6、磁片a-7和柔性臂安装座a-8,托手部件a-3转动安装在碗状件软体a-1的上端,退出锁死部件a-2转动安装在碗状件软体a-1的下端;碗状件软体a-1包括多个碗状件a-1-5、两个钢丝锁头a-1-1、柔性臂钢丝绳a-1-2、导向螺栓a-1-3、定位座帽a-1-4和臂转接头a-1-6,多个碗状件a-1-5由上至下依次堆叠,臂转接头a-1-6安装在多个碗状件a-1-5的最上端,定位座帽a-1-4安装在多个碗状件a-1-5的最下端,导向螺栓a-1-3安装在定位座帽a-1-4的下端,两个钢丝锁头a-1-1分别安装在导向螺栓a-1-3的下端和臂转接头a-1-6的上端,柔性臂钢丝绳a-1-2的一端与一个钢丝锁头a-1-1连接,柔性臂钢丝绳a-1-2的另一端由下至上依次穿过定位座帽a-1-4、多个碗状件a-1-5和臂转接头a-1-6后与另外一个钢丝锁头a-1-1连接并伸入到托手部件a-3内;柔性臂电机a-4安装在柔性臂安装座a-8上,蜗轮蜗杆组件a-6安装在柔性臂安装座a-8上并与柔性臂电机a-4的输出轴连接,柔性臂电机a-4以力矩模式向设定力矩值运动,带动蜗轮蜗杆组件a-6转动,蜗轮通过螺纹连接带动导向螺栓a-1-3向下运动,实现柔性臂钢丝绳a-1-2以设定力矩张紧,柔性臂电机a-4反转,柔性臂钢丝绳a-1-2松弛。
39.在实际使用时,柔性臂由软变硬是通过电机拖动传动机构,使导向螺栓a-1-3带动钢丝绳a-1-2向下运动,钢丝绳a-1-2末端挤压堆叠的碗状件a-1-5产生摩擦力,从而使柔性的柔性臂变硬。柔性臂由硬变软是通过电机反转,拖动传动机构使导向螺栓a-1-3向上运
动,使钢丝绳a-1-2从拉紧状态逐渐松弛,减少碗状件a-1-5之间的摩擦力,从而使柔性臂变软。
40.目前的麻醉气道辅助管理器械的柔性臂主要作用在于托起患者的下颌部位,面罩b-7通过拉紧绳g按压在患者的面部,柔性臂m和面罩b-7均安装在壳体c上。在实际使用过程中如果柔性臂位置和姿态不合适,容易产生压红或者压伤患者下颌部位的情况,极端情况下会压迫患者动脉。本实施方式通过以力矩模式向设定力矩值运动,便于医生随时观察下颌承托的情况,根据承托的松紧情况进行灵活调整。进而避免了压迫患者动脉的问题。
41.本实用新型的工作原理:
42.如图4至图6所示,碗状件软体a-1的柔性臂钢丝绳a-1-2逐次穿过导向螺栓a-1-3、定位座帽a-1-4、碗状件a-1-5、臂转接头1-6,并在两端用钢丝锁头a-1-1将柔性臂钢丝绳a-1-2夹紧。上部钢丝锁头a-1-1坐落在弹簧座a-3-1里侧的孔槽内,下部钢丝锁头a-1-1顶住导向螺栓a-1-3。碗状件软体a-1相邻碗状件a-1-5之间互相堆叠,轴线之间最大偏角为15
°
,保证了松弛状态下其能到达所需的姿态和位置。拉紧过程中,蜗轮同心轴转动带动导向螺栓a-1-3向下移动,继而拉紧柔性臂钢丝绳a-1-2,带动碗状件a-1-5被压紧产生较大摩擦力,使得柔性臂张紧。松弛过程中,蜗轮同心轴反向转动带动导向螺栓a-1-3向上移动,继而松开柔性臂钢丝绳a-1-2,带动碗状件a-1-5压紧力减小,使得柔性臂松弛。