1.本发明涉及人工晶状体领域,具体涉及一种防磨多焦点人工晶状体及其制备方法。
背景技术:
2.人工晶状体是指人工合成材料制成的一种特殊透镜,它的成分包括硅胶、聚甲基丙烯酸甲酯、水凝胶等。 人工晶状体的形状功能类似人眼的晶状体,具有重量轻、光学性能高、无抗原性、致炎性、致癌性和能生物降解等特性。 白内障术后摘除了浑浊的晶状体,将人工晶状体植入眼内替代原来的晶状体,使外界物体聚焦成像在视网膜上,就能看清周围的景物。
3.人工晶状体按照功能分类可分为多焦点人工晶状体、可调节人工晶状体、非球面人工晶状体,其中,如图1-2所示,多焦点人工晶状体由于其表面所具有的衍射结构,使得看远、看近都具有较好的视力,不必再配戴眼镜,但是在实际使用中,多焦人工晶状体尤其是晶状体上凹凸不平的阶梯型衍射结构易发生磨损。
技术实现要素:
4.为解决多焦人工晶状体易发生磨损的问题,本发明提供一种防磨多焦点人工晶状体及其制备方法。
5.本发明的目的是以下述方式实现的:一种防磨多焦点人工晶状体,包括椭圆形的晶状体本体,晶状体光学结构的前表面具有至少一层环形的衍射结构,形成环形槽,环形槽的槽口部位设置平面形状的防磨层,防磨层遮蔽环形槽的槽口。
6.进一步的,防磨层为整体一层的平面设置。
7.进一步的,防磨层上对应环形槽的部位设置针刺微孔。
8.进一步的,防磨层为环形槽槽口向环形中心平面延伸的环状防磨层,环状防磨层的数量等于衍射结构的层数,多层的环状防磨层组成了同心环状结构。
9.进一步的,防磨层材料为硅胶、聚甲基丙烯酸甲酯、亲水性丙烯酸酯、疏水性丙烯酸酯、水凝胶中的至少一种,所述防磨层材料与晶状体本体材料相同。
10.一种防磨多焦点人工晶状体的制备方法,包括以下步骤:(1)准备支撑材料以及人工晶状体材料;(2)分别将支撑材料与人工晶状体材料加入双喷头3d打印机的两个料箱内;(3)接收来自医疗机构发来的病人晶状体图纸,建立对应的具有防磨层的人工晶状体模型,其中,晶状体本体的部分对应人工晶状体材料,环形槽的部分对应支撑材料;(4)依据模型生成程序,人工晶状体材料的喷头开始工作,由下至上开始分层打印,当打印到环形槽的部分,人工晶状体材料的喷头停止工作,保持打印机平移机构坐标位置不变,切换至支撑材料喷头,完成该环形槽部分支撑材料的打印,之后保持打印机平移机构坐标位置不变,再切换回人工晶状体材料喷头继续打印,直到该层打印完成;
(5)重复步骤(4)完成对每一层的打印,直到完成人工晶状体本体的打印;(6)通过针刺装置在人工晶状体本体的侧面穿孔,直到刺穿至最内层的衍射结构;(7)通过步骤(6)的穿刺孔注入可溶解支撑材料的溶剂,使支撑材料溶解,之后抽出被溶解的支撑材料,通过穿刺孔将内部反复清洗干净,最后将孔封死;(8)将步骤(7)的初产品进行后处理,得到人工晶状体成品。
11.进一步的,步骤(7)加工后的晶状体本体,在防磨层上对应环形槽的部位设置针刺微孔。
12.进一步的,支撑材料为蜡型支撑材料,所述可溶解支撑材料的溶剂为醇类有机溶剂、醇类聚合物有机溶剂和植物油按一定的比例搅拌均匀,制得的有机混合溶剂。
13.一种防磨多焦点人工晶状体是通过一种防磨多焦点人工晶状体的制备方法制备生产。
14.相对于现有技术,本发明通过在多焦人工晶状体上设置防磨层,减少了晶状体表面衍射结构的磨损。
附图说明
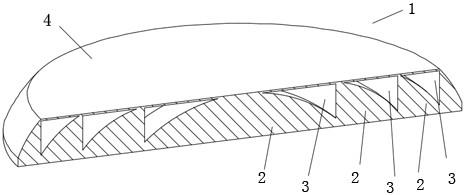
15.图1是原有的多焦点人工晶状体的结构示意图;图2是原有的多焦点人工晶状体的剖视图;图3是本发明防磨层整体一层平面设置的结构示意图;图4是本发明防磨层整体一层平面设置的剖视图;图5是本发明防磨层整体一层平面设置并设置针刺微孔的结构示意图;图6是本发明防磨层整体一层平面设置并设置针刺微孔的剖视图;图7是本发明防磨层为环状的结构示意图;图8是本发明防磨层为环状的剖视图。
16.其中,1、晶状体;2、衍射结构;3、环形槽;31、槽口;4、防磨层;41、针刺微孔;42、缝隙;43、连接点。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.在本发明中,除非另有明确的规定和限定,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
19.实施例1:如附图3-8所示,本发明提供一种技术方案:一种防磨多焦点人工晶状体,包括椭圆形的晶状体1本体,晶状体1光学结构的前表面具有至少一层环形的衍射结构
2,衍射结构之间形成环形槽3,在环形槽3的槽口31部位设置平面形状的防磨层4,防磨层4遮蔽环形槽3的槽口31,通过在多焦人工晶状体上设置防磨层,减少了晶状体表面衍射结构的磨损。
20.一种防磨多焦点人工晶状体的制备方法,包括以下步骤:(1)准备支撑材料以及人工晶状体材料;(2)分别将支撑材料与人工晶状体材料加入双喷头3d打印机的两个料箱内;(3)接收来自医疗机构发来的病人晶状体图纸,建立对应的具有防磨层的人工晶状体模型,其中,晶状体本体的部分对应人工晶状体材料,环形槽的部分对应支撑材料;(4)依据模型生成程序,人工晶状体材料的喷头开始工作,由下至上开始分层打印,当打印到环形槽的部分,人工晶状体材料的喷头停止工作,保持打印机平移机构坐标位置不变,切换至支撑材料喷头,完成该环形槽部分支撑材料的打印,之后保持打印机平移机构坐标位置不变,再切换回人工晶状体材料喷头继续打印,直到该层打印完成;(5)重复步骤(4)完成对每一层的打印,直到完成人工晶状体本体的打印;(6)通过针刺装置在人工晶状体1本体的侧面穿孔,直到刺穿至最内层的衍射结构2;(7)通过步骤(6)的穿刺孔注入可溶解支撑材料的溶剂,使支撑材料溶解,之后抽出被溶解的支撑材料,通过穿刺孔将内部反复清洗干净,最后将孔封死;(8)将步骤(7)的初产品进行后处理,得到人工晶状体成品。
21.现如今倡导精准医疗,每个人对于人工晶状体的需求不同,传统的制作方法不够方便,所以本技术使用3d打印的方法,针对每个人不同的需求,定制人工晶状体。
22.实施例2:本实施方式是对实施例1的进一步限定,本发明的防磨层4为整体一层的平面设置,防磨层4与环形槽3之间是空气。
23.一种防磨多焦点人工晶状体的制备方法,包括以下步骤:(1)准备支撑材料以及人工晶状体材料;(2)分别将支撑材料与人工晶状体材料加入双喷头3d打印机的两个料箱内;(3)接收来自医疗机构发来的病人晶状体图纸,建立对应的具有防磨层的人工晶状体模型,其中,晶状体本体的部分对应人工晶状体材料,环形槽的部分对应支撑材料;(4)依据模型生成程序,人工晶状体材料的喷头开始工作,由下至上开始分层打印,当打印到环形槽的部分,人工晶状体材料的喷头停止工作,保持打印机平移机构坐标位置不变,切换至支撑材料喷头,完成该环形槽部分支撑材料的打印,之后保持打印机平移机构坐标位置不变,再切换回人工晶状体材料喷头继续打印,直到该层打印完成;(5)重复步骤(4)完成对每一层的打印,直到完成人工晶状体本体的打印;(6)通过针刺装置在人工晶状体1本体的侧面穿孔,直到刺穿至最内层的衍射结构2;(7)通过步骤(6)的穿刺孔注入可溶解支撑材料的溶剂,使支撑材料溶解,之后抽出被溶解的支撑材料,通过穿刺孔将内部反复清洗干净,最后将孔封死;(8)将步骤(7)的初产品进行后处理,得到人工晶状体成品。
24.实施例3:本实施方式是对实施例2的进一步限定,本发明的防磨层4上对应环形槽3的部位设置针刺微孔41,用于内外的液体交换。
25.一种防磨多焦点人工晶状体的制备方法,包括以下步骤:(1)准备支撑材料以及人工晶状体材料;(2)分别将支撑材料与人工晶状体材料加入双喷头3d打印机的两个料箱内;(3)接收来自医疗机构发来的病人晶状体图纸,建立对应的具有防磨层的人工晶状体模型,其中,晶状体本体的部分对应人工晶状体材料,环形槽的部分对应支撑材料;(4)依据模型生成程序,人工晶状体材料的喷头开始工作,由下至上开始分层打印,当打印到环形槽的部分,人工晶状体材料的喷头停止工作,保持打印机平移机构坐标位置不变,切换至支撑材料喷头,完成该环形槽部分支撑材料的打印,之后保持打印机平移机构坐标位置不变,再切换回人工晶状体材料喷头继续打印,直到该层打印完成;(5)重复步骤(4)完成对每一层的打印,直到完成人工晶状体本体的打印;(6)通过针刺装置在人工晶状体1本体的侧面穿孔,直到刺穿至最内层的衍射结构2;(7)通过步骤(6)的穿刺孔注入可溶解支撑材料的溶剂,使支撑材料溶解,之后抽出被溶解的支撑材料,通过穿刺孔将内部反复清洗干净,最后将孔封死;(8)将步骤(7)加工后的晶状体本体,在防磨层4上对应环形槽3的部位设置针刺微孔41。
26.(9)将步骤(8)的初产品进行后处理,得到人工晶状体成品。
27.实施例4:本实施方式是对实施例1的进一步限定,本发明的防磨层4为环形槽3的槽口31向环形中心平面延伸的环状防磨层4,环状防磨层4的数量等于衍射结构2的层数,多层的环状防磨层4组成了同心环状结构,防磨层4与其内圈对应的衍射结构2之间形成可供内外液体交换的缝隙42,优选的,防磨层4与其内圈对应的衍射结构2之间的缝隙42处设置连接点43。
28.一种防磨多焦点人工晶状体的制备方法,包括以下步骤:(1)准备支撑材料以及人工晶状体材料;(2)分别将支撑材料与人工晶状体材料加入双喷头3d打印机的两个料箱内;(3)接收来自医疗机构发来的病人晶状体图纸,建立对应的具有防磨层的人工晶状体模型,其中,晶状体本体的部分对应人工晶状体材料,环形槽的部分对应支撑材料;(4)依据模型生成程序,人工晶状体材料的喷头开始工作,由下至上开始分层打印,当打印到环形槽的部分,人工晶状体材料的喷头停止工作,保持打印机平移机构坐标位置不变,切换至支撑材料喷头,完成该环形槽部分支撑材料的打印,之后保持打印机平移机构坐标位置不变,再切换回人工晶状体材料喷头继续打印,直到该层打印完成;(5)重复步骤(4)完成对每一层的打印,直到完成人工晶状体本体的打印;(6)通过针刺装置在人工晶状体1本体的侧面穿孔,直到刺穿至最内层的衍射结构2;(7)通过步骤(6)的穿刺孔注入可溶解支撑材料的溶剂,使支撑材料溶解,之后抽出被溶解的支撑材料,通过穿刺孔将内部反复清洗干净,最后将孔封死;(8)将步骤(7)加工后的晶状体本体,在防磨层上以环形槽中心为圆心在对应环形槽的部位开设多层同心环形缝隙。
29.(9)将步骤(8)的初产品进行后处理,得到人工晶状体成品。
30.实施例5:本实施方式是对实施例1的进一步限定,本发明防磨层材料为硅胶、聚甲基丙烯酸甲酯、亲水性丙烯酸酯、疏水性丙烯酸酯、水凝胶中的至少一种,所述防磨层材料与晶状体本体材料相同实施例6:本实施方式是对实施例1-5的进一步限定,本发明的支撑材料为蜡型支撑材料,所述可溶解支撑材料的溶剂为醇类有机溶剂、醇类聚合物有机溶剂和植物油按一定的比例搅拌均匀,制得的有机混合溶剂。
31.以上所述的仅是本发明的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本发明整体构思前提下,还可以作出若干改变和改进,这些也应该视为本发明的保护范围。