1.本发明涉及纺织细纱技术领域,具体为旋转式热辊导纱用细纱机精密自动牵引装置。
背景技术:
2.细纱机是棉纺生产流程中重要的生产设备,它的技术水平和性能能够直接影响成纱质量、用工数量、劳动强度等多个方面,在纱线牵引拉伸时,纱线主体还会产生飞花、飞羽对后面的生产工序造成不良影响。
3.而现有的纺纱过程中一般通过气流对纱线进行集聚,然后加捻成纱,可以有效降低纱线的飞羽,但是长时间的使用,车间内会产生很多飞羽,严重影响生产环境,且飞羽的产生会对设备的运行造成不良影响,甚至会损坏设备。因此,设计飞花自动检测处理和提高纱线质量的旋转式热辊导纱用细纱机精密自动牵引装置是很有必要的。
技术实现要素:
4.本发明的目的在于提供旋转式热辊导纱用细纱机精密自动牵引装置,以解决上述背景技术中提出的问题。
5.为了解决上述技术问题,本发明提供如下技术方案:旋转式热辊导纱用细纱机精密自动牵引装置,包括支架,其特征在于:所述支架的顶部固定安装有顶板,所述顶板的下方轴承连接有粗纱筒,所述粗纱筒的表面缠绕有粗纱,所述支架的内部设置有后皮辊和前皮辊,所述后皮辊和前皮辊与支架均为轴承连接,所述后皮辊和前皮辊之间设置有罗拉,所述罗拉与支架为轴承连接,所述支架的下方轴承连接有细纱筒,所述罗拉的下方后侧固定安装有喷雾管,所述罗拉的下方固定安装有力传感器,所述力传感器固定安装在支架的表面。
6.根据上述技术方案,所述旋转式热辊导纱用细纱机精密自动牵引装置包括纺纱飞花处理系统,所述纺纱飞花处理系统包括有湿度检测模块、牵引力检测模块、捻度计算模块和纱线数量输入模块,所述湿度检测模块、牵引力检测模块、捻度计算模块和纱线数量输入模块电连接有纺纱飞花分析模块;
7.所述湿度检测模块用于对空气中的湿度进行检测,所述牵引力检测模块通过利用力传感器对纺纱的牵引力进行检测,所述捻度计算模块用于对纺纱的捻度进行计算,所述纱线数量输入模块用于将纱线的数量进行录入,所述纺纱飞花分析模块用于对纺纱的飞花进行分析。
8.根据上述技术方案,所述纺纱飞花分析模块包括图像分析模块和处理分析模块,所述图像分析模块通信连接有照相单元,所述处理分析模块电连接有热辊处理模块和吹风处理模块,所述热辊处理模块电连接有温度控制模块,所述吹风处理模块电连接有风力控制模块,所述照相单元固定安装在喷雾管与罗拉之间的间隙内,所述照相单元安装在支架的后侧;
9.所述图像分析模块用于对纱线的图像进行分析,所述照相单元用于对纱线进行照相并将图像上传,所述热辊处理模块用于对前皮辊进行加热,从而对纺纱表面的飞花进行处理,所述吹风处理模块用于对纱线上的飞花进行清理,利用风力的吹拂使飞花脱离纱线。
10.根据上述技术方案,所述处理分析模块电连接有静电检测模块,所述静电检测模块电连接有静电检测仪,所述静电检测仪安装在前皮辊和后皮辊之间的纱线上方;
11.所述处理分析模块用于根据纱线表面的飞花和毛羽对纱线进行处理,所述静电检测模块用于对纱线表面的静电进行检测。
12.根据上述技术方案,所述纺纱飞花处理系统的运行步骤如下:
13.s1、通过湿度检测模块对装置的运行环境进行检测;
14.s2、利用牵引力检测模块通过力传感器对纱线的牵引力进行检测;
15.s3、利用照相单元对拉出后的纱线进行图像记录,并将图像进行上传;
16.s4、在照相单元拍照的时候,同时运用静电检测模块对纱线进行静电检测,并将静电量进行上传;
17.s5、利用图像分析模块对上传的图像进行分析,根据图像确定纱线的捻回数,同时根据图像的数据计算出纱线的捻度;
18.s6、根据图像确定纱线表面飞花、飞羽的数量,再根据纱线的静电量,从而根据纱线的瑕疵确定纱线的处理方式;
19.s7、根据空气的湿度、牵引力、纱线捻度,对后续生产纱线的飞花进行评估;
20.s8、根据对纱线飞花的评估系数,对纱线进行处理,避免飞花产生。
21.根据上述技术方案,所述s5包括如下步骤:
22.s51、利用上传的图像,对图像进行分析,对图像中显示的纱线进行多次清点,从而得出纱线的数量以及在一定长度c内纱线的缠绕次数即捻回数;
23.s52、将清点出的纱线数量和缠绕次数n进行上传;
24.s53、利用捻度公式计算出纱线的捻度;
25.捻度公式式中n为捻回数的总和,c为纱线的清点长度,a为计数次数。
26.根据上述技术方案,所述s6包括如下步骤:
27.s61、利用图像分析模块,对图像中纱线的飞花、飞羽进行检测;
28.s62、当纱线表面有飞花、飞羽的纱线长度占比小于图像中纱线长度的10%时,且纱线不带静电,则将处理信号反应给处理分析模块,随后将启动信号传输给吹风处理模块,对纱线表面的飞花进行清理;
29.s63、当纱线表面飞花、飞羽占比大于图像中纱线长度的10%时,且纱线存在静电时,将处理信号反应给处理分析模块,随后将启动信号传输给热辊处理模块,对辊进行加热,利用熨烫的原理,使纱线表面产生的飞花与纱线重新混合在一起。
30.根据上述技术方案,所述s63中,在对辊进行加热时,同时能够利用喷雾管对纱线进行加湿,使纱线表面的飞花重新吸附在纱线上;
31.喷雾管的喷洒量q为:
32.式中,b为存在飞花现象的纱线长度,b为图像中的纱线长度,δ为车间内的空气湿度,α为纱线数量,μ为飞花的吸水量。
33.根据上述技术方案,所述s7中,空气湿度越大,纱线在牵引拉伸过程中越不容易产生静电,静电越少,越不易产生飞花毛絮,同时当牵引力越大,纱线数量越多,捻度越大的情况下,在牵引拉伸过程中,纱线之间的摩擦力越大,越容易产生静电,这样纱线在拉伸中最易产生飞花、飞羽,因此,飞花的产生系数τ为:δ《60%;
34.式中,α为纱线数量,f为牵引力,tt为细纱的纱线捻度,δ为装置附近的空气湿度,k为修正系数,当空气湿度小于60%,飞花的产生系数越大,纱线在拉伸时越易产生飞花、飞羽,当空气湿度大于60%时,纱线湿度高,吸附在纱线表面的水分增多,纱线表面的导电性能升高,这样电荷易被释放,不易聚集形成静电。
35.根据上述技术方案,所述s8中,飞花产生系数τ越大,这时后续的纱线越易产生飞羽,这时喷雾管会开始持续喷洒水雾,同时辊会进行加热,水雾会使纱线表面的飞花重新贴合在纱线的表面,随后经过热辊,对纱线进行加热,使纱线表面的飞花经过类似熨烫处理,能够与纱线结合在一起,提高了细纱的牵引质量,避免了飞花的产生。
36.与现有技术相比,本发明所达到的有益效果是:本发明,通过对纱线牵引的参数进行上传,利用照相单元对纱线生产中产生的飞花进行分析,并进行飞花的处理,在根据图像预测后续生产的纱线质量,从而使纱线的生产质量达到稳定状态,避免了对纱线进行实时检测,节省了能源,利用热辊对纱线进行处理,对飞花进行熨烫处理,使飞花与纱线贴合,提高了纱线的质量。
附图说明
37.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
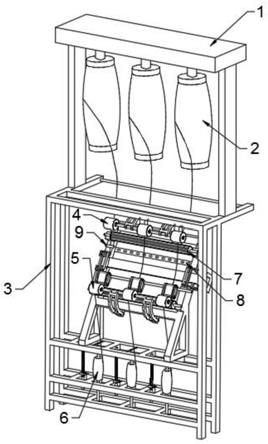
38.图1是本发明的整体正面结构示意图;
39.图2是本发明的系统模块示意图;
40.图中:1、顶板;2、粗纱筒;3、支架;4、后皮辊;5、前皮辊;6、细纱筒;7、罗拉;8、喷雾管;9、力传感器。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.请参阅图1-2,本发明提供技术方案:旋转式热辊导纱用细纱机精密自动牵引装置,包括支架3,其特征在于:支架3的顶部固定安装有顶板1,顶板1的下方轴承连接有粗纱筒2,粗纱筒2的表面缠绕有粗纱,支架3的内部设置有后皮辊4和前皮辊5,后皮辊4和前皮辊5与支架3均为轴承连接,后皮辊4和前皮辊5之间设置有罗拉7,罗拉7与支架3为轴承连接,支架3的下方轴承连接有细纱筒6,罗拉7的下方后侧固定安装有喷雾管8,罗拉7的下方固定
安装有力传感器9,力传感器9固定安装在支架3的表面;粗纱从粗纱筒2引出,经过前皮辊5、罗拉7和后皮辊4牵引在细纱筒6的表面。
43.旋转式热辊导纱用细纱机精密自动牵引装置包括纺纱飞花处理系统,纺纱飞花处理系统包括有湿度检测模块、牵引力检测模块、捻度计算模块和纱线数量输入模块,湿度检测模块、牵引力检测模块、捻度计算模块和纱线数量输入模块电连接有纺纱飞花分析模块;
44.湿度检测模块用于对空气中的湿度进行检测,牵引力检测模块通过利用力传感器对纺纱的牵引力进行检测,捻度计算模块用于对纺纱的捻度进行计算,纱线数量输入模块用于将纱线的数量进行录入,纺纱飞花分析模块用于对纺纱的飞花进行分析。
45.纺纱飞花分析模块包括图像分析模块和处理分析模块,图像分析模块通信连接有照相单元,处理分析模块电连接有热辊处理模块和吹风处理模块,热辊处理模块电连接有温度控制模块,吹风处理模块电连接有风力控制模块,照相单元固定安装在喷雾管8与罗拉7之间的间隙内,照相单元安装在支架3的后侧;
46.图像分析模块用于对纱线的图像进行分析,照相单元用于对纱线进行照相并将图像上传,热辊处理模块用于对前皮辊5进行加热,从而对纺纱表面的飞花进行处理,吹风处理模块用于对纱线上的飞花进行清理,利用风力的吹拂使飞花脱离纱线。
47.处理分析模块电连接有静电检测模块,静电检测模块电连接有静电检测仪,静电检测仪安装在前皮辊5和后皮辊4之间的纱线上方;
48.处理分析模块用于根据纱线表面的飞花和毛羽对纱线进行处理,静电检测模块用于对纱线表面的静电进行检测。
49.纺纱飞花处理系统的运行步骤如下:
50.s1、通过湿度检测模块对装置的运行环境进行检测;
51.s2、利用牵引力检测模块通过力传感器对纱线的牵引力进行检测;
52.s3、利用照相单元对拉出后的纱线进行图像记录,并将图像进行上传;
53.s4、在照相单元拍照的时候,同时运用静电检测模块对纱线进行静电检测,并将静电量进行上传;
54.s5、利用图像分析模块对上传的图像进行分析,根据图像确定纱线的捻回数,同时根据图像的数据计算出纱线的捻度;
55.s6、根据图像确定纱线表面飞花、飞羽的数量,再根据纱线的静电量,从而根据纱线的瑕疵确定纱线的处理方式;
56.s7、根据空气的湿度、牵引力、纱线捻度,对后续生产纱线的飞花进行评估;
57.s8、根据对纱线飞花的评估系数,对纱线进行处理,避免飞花产生。
58.s5包括如下步骤:
59.s51、利用上传的图像,对图像进行分析,对图像中显示的纱线进行多次清点,从而得出纱线的数量以及在一定长度c内纱线的缠绕次数即捻回数;
60.s52、将清点出的纱线数量和缠绕次数n进行上传;
61.s53、利用捻度公式计算出纱线的捻度;
62.捻度公式式中n为捻回数的总和,c为纱线的清点长度,a为计数次数。
63.s6包括如下步骤:
64.s61、利用图像分析模块,对图像中纱线的飞花、飞羽进行检测;
65.s62、当纱线表面有飞花、飞羽的纱线长度占比小于图像中纱线长度的10%时,且纱线不带静电,则将处理信号反应给处理分析模块,随后将启动信号传输给吹风处理模块,对纱线表面的飞花进行清理;
66.s63、当纱线表面飞花、飞羽占比大于图像中纱线长度的10%时,且纱线存在静电时,将处理信号反应给处理分析模块,随后将启动信号传输给热辊处理模块,对辊进行加热,利用熨烫的原理,使纱线表面产生的飞花与纱线重新混合在一起。
67.s63中,在对辊进行加热时,同时能够利用喷雾器8对纱线进行加湿,使纱线表面的飞花重新吸附在纱线上;
68.喷雾器的喷洒量q为:
69.式中,b为存在飞花现象的纱线长度,b为图像中的纱线长度,δ为车间内的空气湿度,α为纱线数量,μ为飞花的吸水量。
70.s7中,空气湿度越大,纱线在牵引拉伸过程中越不容易产生静电,静电越少,越不易产生飞花毛絮,同时当牵引力越大,纱线数量越多,捻度越大的情况下,在牵引拉伸过程中,纱线之间的摩擦力越大,越容易产生静电,这样纱线在拉伸中最易产生飞花、飞羽,因此,飞花的产生系数τ为:δ《60%;
71.式中,α为纱线数量,f为牵引力,tt为细纱的纱线捻度,δ为装置附近的空气湿度,k为修正系数,当空气湿度小于60%,飞花的产生系数越大,纱线在拉伸时越易产生飞花、飞羽,当空气湿度大于60%时,纱线湿度高,吸附在纱线表面的水分增多,纱线表面的导电性能升高,这样电荷易被释放,不易聚集形成静电。
72.s8中,飞花产生系数τ越大,这时后续的纱线越易产生飞羽,这时喷雾器8会开始持续喷洒水雾,同时辊会进行加热,水雾会使纱线表面的飞花重新贴合在纱线的表面,随后经过热辊,对纱线进行加热,使纱线表面的飞花经过类似熨烫处理,能够与纱线结合在一起,提高了细纱的牵引质量,避免了飞花的产生。
73.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
74.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。