1.本实用新型涉及制盒机技术领域,具体而言,涉及一种自动制盒机的定位压紧机构。
背景技术:
2.纸盒是一个立体的造型,它是由若干个组成的面的移动、堆积、折叠、包围而成的多面形体构成的;
3.在进行纸盒生产时,需要对纸盒进行翻折钉装成型,但是传统的钉装成型方式多是使用人工进行翻折钉装,这种钉装方式费时费力,工作效率低下;
4.所以在这里提出一种制盒机的的定位压紧装置,快速完成对纸盒的翻折钉装,加快工作效率。
技术实现要素:
5.本实用新型的主要目的在于提供一种自动制盒机的定位压紧机构,可以有效解决背景技术中的问题。
6.为实现上述目的,本实用新型采取的技术方案为:
7.一种自动制盒机的定位压紧机构,包括底盘,所述底盘上表面固定安装有传输机,所述传输机的传输带上表面设有若干限位条,每两个限位条中间分别夹紧连接有基台,所述底盘上表面固定安装有定位组件,所述定位组件包括有拨板和固定杆,所述拨板一端活动连接限位条,所述底盘上表面固定连接有支撑架,所述支撑架上侧内部固定安装有气缸,所述气缸输出端固定连接有压制组件。
8.作为优选,所述固定杆下侧固定连接底盘,所述固定杆上侧内部活动连接有转杆,所述转杆固定连接拨板。
9.作为优选,所述拨板远离限位条的一侧设有顶杆,所述底盘上表面固定连接有支撑台,所述支撑台上表面固定连接有支撑板。
10.作为优选,所述支撑板一侧安装有按钮,所述按钮活动连接顶杆,所述支撑板一侧通过弹簧连接拨板。
11.作为优选,所述压制组件包括有活动板,所述活动板上表面固定连接气缸输出端,所述活动板四周分别固定连接有连接板,所述连接板内部固定连接有斜板,所述斜板设有第三斜面。
12.作为优选,其中两个所述斜板内侧分别固定环连接有横板,所述横板两侧分别固定连接有导向杆,所述导向杆内部设有两个钉装槽,所述导向杆设有导向曲面,所述导向曲面有第一斜面和第二斜面组成。
13.与现有技术相比,本实用新型具有如下有益效果:
14.本实用新型通过底盘上表面固定安装有传输机,且传输机的传输带上表面设有若干限位条,可以对基台进行夹紧固定并进行旋转传输,通过基台可以让工人将待翻折钉装
的纸盒板,对齐基台向下压进行,使得纸盒变形限位,然后进行传输,通过定位组件包括有拨板和固定杆,拨板一端活动连接限位条,使得传输机在进行移动时,基台转动到指定位置后可以停止;
15.本实用新型通过支撑架上侧内部固定安装有气缸,且气缸输出端固定连接有压制组件,可以基台上的待成型纸盒进行压制,然后通过钉箱枪等相关功能器械进行自动化钉箱操作,通过活动板上表面固定连接气缸输出端,可以进行升降操作,通过活动板四周分别固定连接有连接板,且连接板内部固定连接有斜板,通过四个斜板对待成型纸盒进行限位压制,使得基台外侧的纸盒可以呈90度向下弯折,同理通过导向杆设有导向曲面,且导向曲面有第一斜面和第二斜面组成,对其中纸盒其中两个面设置的多处封装条进行横向90度弯折,然后自动钉枪可以通过导向杆的钉装槽对纸盒封装条进行钉装,完成纸盒成型,区别于传统的手工进行弯折,传统的弯折需要人手进行按压固定,防止纸盒复位,本实用新型通过压制组件,快速完成对纸盒的压制定位,加快了生产效率。
附图说明
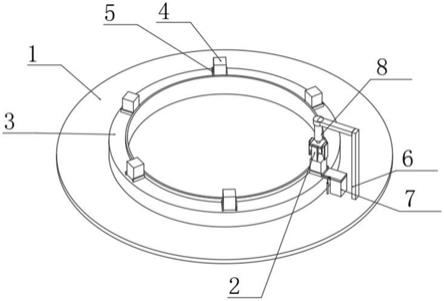
16.图1为本实用新型一种自动制盒机的定位压紧机构的整体结构示意图;
17.图2为本实用新型一种自动制盒机的定位压紧机构的定位组件结构示意图;
18.图3为本实用新型一种自动制盒机的定位压紧机构的图2中a中放大结构示意图;
19.图4为本实用新型一种自动制盒机的定位压紧机构的压制组件结构示意图;
20.图5为本实用新型一种自动制盒机的定位压紧机构的导向杆结构示意图。
21.图中:1、底盘;2、压制组件;201、活动板;202、连接板;203、斜板;204、横板;205、导向杆;206、钉装槽;207、导向曲面;2071、第一斜面;2072、第二斜面;208、第三斜面;3、传输机;4、基台;5、限位条;6、支撑架;7、定位组件;701、支撑台;702、固定杆;703、转杆;704、拨板;705、支撑板;706、顶杆;707、按钮;8、气缸。
具体实施方式
22.下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.实施例
24.如图1-5所示,一种自动制盒机的定位压紧机构,包括底盘1,底盘1上表面固定安装有传输机3,传输机3的传输带上表面设有若干限位条5,每两个限位条5中间分别夹紧连接有基台4,底盘1上表面固定安装有定位组件7,定位组件7包括有拨板704和固定杆702,拨板704一端活动连接限位条5,底盘1上表面固定连接有支撑架6,支撑架6上侧内部固定安装有气缸8,气缸8输出端固定连接有压制组件2。
25.通过上述技术方案,通过底盘1上表面固定安装有传输机3,且传输机3的传输带上表面设有若干限位条5,可以对基台4进行夹紧固定并进行旋转传输,通过基台4可以让工人将待翻折钉装的纸盒板,对齐基台4向下压进行,使得纸盒变形限位,然后进行传输,通过定位组件7包括有拨板704和固定杆702,拨板704一端活动连接限位条5,使得传输机3在进行
移动时,基台4转动到指定位置后可以停止,通过支撑架6上侧内部固定安装有气缸8,且气缸8输出端固定连接有压制组件2,可以基台4上的待成型纸盒进行压制,然后通过钉箱枪等相关功能器械进行自动化钉箱操作。
26.在本实施例中,固定杆702下侧固定连接底盘1,固定杆702上侧内部活动连接有转杆703,转杆703固定连接拨板704,拨板704远离限位条5的一侧设有顶杆706,底盘1上表面固定连接有支撑台701,支撑台701上表面固定连接有支撑板705,支撑板705一侧安装有按钮707,按钮707活动连接顶杆706,支撑板705一侧通过弹簧连接拨板704。当拨板704单数与限位条5接触时,可以控制传输机3停止,然后启动启刚和进行压制操作。
27.在本实施例中,压制组件2包括有活动板201,活动板201上表面固定连接气缸8输出端,活动板201四周分别固定连接有连接板202,连接板202内部固定连接有斜板203,斜板203设有第三斜面208,其中两个斜板203内侧分别固定环连接有横板204,横板204两侧分别固定连接有导向杆205,导向杆205内部设有两个钉装槽206,导向杆205设有导向曲面207,导向曲面207有第一斜面2071和第二斜面2072组成。通过活动板201上表面固定连接气缸8输出端,可以进行升降操作,通过活动板201四周分别固定连接有连接板202,且连接板202内部固定连接有斜板203,通过四个斜板203对待成型纸盒进行限位压制,使得基台4外侧的纸盒可以呈90度向下弯折,同理通过导向杆205设有导向曲面207,且导向曲面207有第一斜面2071和第二斜面2072组成,对其中纸盒其中两个面设置的多处封装条进行横向90度弯折,然后自动钉枪可以通过导向杆205的钉装槽206对纸盒封装条进行钉装,完成纸盒成型,区别于传统的手工进行弯折,传统的弯折需要人手进行按压固定,防止纸盒复位,本实用新型通过压制组件2,快速完成对纸盒的压制定位,加快了生产效率。
28.该一种自动制盒机的定位压紧机构的工作原理:
29.使用时,首先通过底盘1上表面固定安装有传输机3,且传输机3的传输带上表面设有若干限位条5,可以对基台4进行夹紧固定并进行旋转传输,通过基台4可以让工人将待翻折钉装的纸盒板,对齐基台4向下压进行,使得纸盒变形限位,然后进行传输,通过定位组件7包括有拨板704和固定杆702,拨板704一端活动连接限位条5,使得传输机3在进行移动时,基台4转动到指定位置后可以停止,通过支撑架6上侧内部固定安装有气缸8,且气缸8输出端固定连接有压制组件2,可以基台4上的待成型纸盒进行压制,然后通过钉箱枪等相关功能器械进行自动化钉箱操作,通过活动板201上表面固定连接气缸8输出端,可以进行升降操作,通过活动板201四周分别固定连接有连接板202,且连接板202内部固定连接有斜板203,通过四个斜板203对待成型纸盒进行限位压制,使得基台4外侧的纸盒可以呈90度向下弯折,同理通过导向杆205设有导向曲面207,且导向曲面207有第一斜面2071和第二斜面2072组成,对其中纸盒其中两个面设置的多处封装条进行横向90度弯折,然后自动钉枪可以通过导向杆205的钉装槽206对纸盒封装条进行钉装,完成纸盒成型,区别于传统的手工进行弯折,传统的弯折需要人手进行按压固定,防止纸盒复位,本实用新型通过压制组件2,快速完成对纸盒的压制定位,加快了生产效率。
30.需要说明的是,气泵具体的型号规格为mal40x500,传输机3具体的型号规格为c2133。
31.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述
的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。