1.本发明属于纸箱加工领域,具体涉及纸箱全自动套箱装置。
背景技术:
2.随着时代的不断发展,烟草纸箱的套箱工作已逐渐成为烟草领域在纸箱制作过程中极为重要的一项工作环节,在纸箱套箱的过程中,需将外纸箱与内纸箱在分类放置后,人为将其分别拾取,并将拾取后的内纸箱由上至下放置于外纸箱的内部,以便于后期对烟草纸箱的套膜及其他加工工作顺利进行;
3.然而上述传统的内外纸箱套箱方式在实际使用过程中,逐渐呈现出了一些弊端,且该弊端的出现导致纸箱传统的内外纸箱套箱方式已然无法满足目前本领域的高标准使用需求,现将纸箱传统的内外纸箱套箱方式所存在的弊端进行如下具体说明:
4.1.纸箱的传统内外箱套箱工作,是由工作人员人为拾取内纸箱,于外纸箱顶部敞口处将内纸箱放入,显而易见,此过程必然费时费力,且在工作人员手抱内纸箱的过程中,其必须站立于位置相对较高处方可进行套箱工作,此点明显存在一定的安全隐患,稍有不慎,站立于较高处的工作人员则容易出现摔倒的现象。
5.2.纸箱的传统内外箱套箱工作,需由多位工作人员协同配合操作完成,此过程必然需耗费过多的人力,且工作人员的精力与时间有限,则无法达到本领域对烟草纸箱所需的批量生产要求。
6.由此可见,设计出一种专用于烟草纸箱的内外箱套箱装置以解决上述问题,对于目前本领域来说是迫切需要的。
技术实现要素:
7.有鉴于此,本发明的目的在于提供纸箱全自动套箱装置,以解决现有技术烟草纸箱传统的内外箱套箱工作,需耗费工作人员过多时间与精力的问题,更解决了在套箱过程中存在安全隐患的问题,此外更解决了内外箱套箱过程中所需人工成本较大,且工作效率较低的问题。
8.本发明通过以下技术方案实现:
9.纸箱全自动套箱装置,包括用于对内纸箱滚动支撑的支撑组件i和用于对外纸箱滚动支撑的支撑组件ii,所述支撑组件i及支撑组件ii相邻分布;
10.所述支撑组件i包括机架i、设置于机架i顶部的滚轮支撑台i,以及配置于滚轮支撑台i上用于推动内纸箱的推杆机构i;
11.所述支撑组件ii包括机架ii、设置于机架ii顶部的滚轮支撑台ii,以及配置于滚轮支撑台ii上用于推动外纸箱的推杆机构ii;
12.所述滚轮支撑台i的滚轮分布方向与滚轮支撑台ii的分布方向相互垂直,所述推杆机构i能够推动位于其上的内纸箱朝滚轮支撑台ii方向运动,使其套入位于滚轮支撑台ii上的外纸箱中。
13.进一步,所述机架i及机架ii的顶部边缘设置有支撑架,所述推杆机构i包括驱动电缸及设置于驱动电缸活塞杆端部的推板,所述驱动电缸设置于机架i的顶部,且对应机架i远离机架ii一侧的位置。
14.进一步,所述推杆机构ii包括气缸以及配置于气缸活塞杆端部的伸缩式推板,所述气缸设置于滚轮支撑台ii底部一侧的边缘。
15.进一步,所述伸缩式推板包括设置于气缸活塞杆端部的电动推杆,以及设置于电动推杆活塞杆端部的平推板。
16.进一步,所述平推板为橡胶材质制作而成。
17.进一步,所述支撑架对应机架i远离机架ii的一侧设置有检修口。
18.进一步,所述检修口上以可拆卸的方式设置有防护板。
19.进一步,所述支撑架内侧的靠顶部两端边缘配置有对内纸箱导向滑动的导向机构。
20.本发明的有益效果在于:
21.该纸箱全自动套箱装置,通过机架i、滚轮支撑台i、推杆机构i、机架ii、滚轮支撑台ii和推杆机构ii的配合使用,当工作人员将内纸箱放置于滚轮支撑台i顶部后,再将外纸箱放置于滚轮支撑台ii顶部,此时推杆机构i开始工作,对内纸箱进行推动,此时内纸箱于滚轮支撑台i上朝滚轮支撑台ii的方向滑动,此时内纸箱可顺势经由外纸箱的敞口处滑入至外纸箱的内部,随后推杆机构ii开始工作,将套箱后的纸箱,推送至下一加工环节处,本技术技术方案利用连贯而又紧凑的结构,解决了现有技术烟草纸箱传统的内外箱套箱工作,需耗费工作人员过多时间与精力的问题,更解决了在套箱过程中存在安全隐患的问题,此外更解决了内外箱套箱过程中所需人工成本较大,且工作效率较低的问题。
22.本技术技术方案采用智能套箱模式替代传统的人工套箱方法,从而可满足本领域对纸箱批量生产的目的。
23.本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本实用新型的实践中得到教导。本实用新型的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
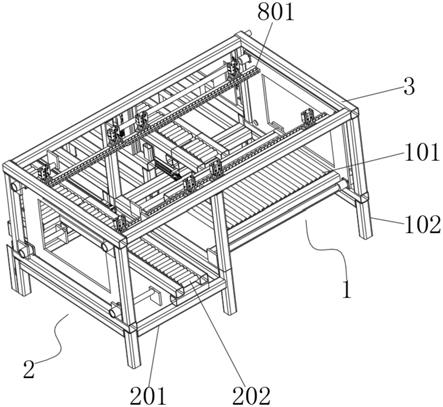
24.图1为本发明的立体示意图;
25.图2为本发明的支撑架顶壁拆卸后,整体立体示意图i;
26.图3为本发明的支撑架顶壁拆卸后,整体立体示意图ii;
27.图4为本发明的纸箱支撑状态示意图i;
28.图5为本发明的纸箱支撑状态示意图ii;
29.图6为图3中a的局部放大图;
30.图7为工作流程示意图。
31.图中:1、支撑组件i;101、滚轮支撑台i;102、机架i;2、支撑组件;201、机架ii;202、滚轮支撑台ii;3、支撑架;4、推杆机构i;401、驱动电缸;402、推板;5、推杆机构ii;501、气缸;502、伸缩式推板;6、检修口;7、防护板;8、导向机构;801、轮组i;802、轮组ii;9、供料单
元;10、箱体成型单元;11、套箱单元;12、翻转单元;13、底板填装单元;14、套膜单元。
具体实施方式
32.下面结合附图对本发明作进一步的详细说明。
33.具体实施时:如图1至图6所述,纸箱全自动套箱装置,包括用于对内纸箱滚动支撑的支撑组件i1和用于对外纸箱滚动支撑的支撑组件ii2,支撑组件i及支撑组件ii相邻分布;
34.支撑组件i包括机架i102、设置于机架i顶部的滚轮支撑台i101,以及配置于滚轮支撑台i上用于推动内纸箱的推杆机构i4;
35.支撑组件ii2包括机架ii201、设置于机架ii顶部的滚轮支撑台ii202,以及配置于滚轮支撑台ii上用于推动外纸箱的推杆机构ii5;
36.滚轮支撑台i的滚轮分布方向与滚轮支撑台ii的分布方向相互垂直,推杆机构i4能够推动位于其上的内纸箱朝滚轮支撑台ii方向运动,使其套入位于滚轮支撑台ii上的外纸箱中;
37.当内纸箱位于滚轮支撑台i的顶部,外纸箱位于滚轮支撑台ii的顶部,此时推杆机构i开始工作,对内纸箱进行推动,此时内纸箱于滚轮支撑台i上朝滚轮支撑台ii的方向滑动,此时内纸箱可顺势经由外纸箱的敞口处滑入至外纸箱的内部,随后推杆机构ii开始工作,将套箱后的纸箱,推送至下一加工环节处(套膜环节)。
38.本实施例中:机架i及机架ii的顶部边缘设置有支撑架3,推杆机构i4包括驱动电缸401及设置于驱动电缸活塞杆端部的推板402,驱动电缸设置于机架i的顶部,且对应机架i远离机架ii一侧的位置,该驱动电缸的型号可为jytxl驱动电缸,当内纸箱位于滚轮支撑台i的顶部后,驱动电缸开始工作,其活塞杆伸长,可经由推板对内箱施加推力,使其向滚轮支撑台ii的方向运动,此时内纸箱可顺势嵌入至外纸箱的内部,外纸箱的敞口方向正对于内纸箱的运动方向;
39.此处需要强调的是推板402为伸入至支撑架的内侧,且位于纸箱的后侧,此处将推板402设计为l型、u型皆在本技术技术方案的保护范围之内。
40.本实施例中:推杆机构ii5包括气缸以及配置于气缸活塞杆端部的伸缩式推板,气缸501设置于滚轮支撑台ii底部一侧的边缘,该气缸的型号可为cy1s气缸,当套箱完毕后,气缸开始工作,其活塞杆伸长,可经伸缩式推板将套箱完毕的纸箱推送至下一加工环节(套膜),而此处采用伸缩式推板502,其目的是在外纸箱于成型环节中运动至滚轮支撑台ii的顶部时,可避免出现其他所存在的阻碍影响,当外纸箱滑动至滚轮支撑台ii的顶部前,伸缩式推板首先呈收缩状,当外纸箱滑动至滚轮支撑台ii的顶部后,伸缩式推板伸长,可达到与外纸箱外壁抵接的状态。
41.本实施例中:伸缩式推板包括设置于气缸活塞杆端部的电动推杆,以及设置于电动推杆活塞杆端部的平推板,当需将平推板收缩至滚轮支撑台ii的底部时,电动推杆的活塞杆收缩,当需将平推板升高,以达到与外纸箱抵接时,电动推杆的活塞杆伸长,此时气缸工作时,可经由平推板对外纸箱进行推移;
42.此处需要强调的是平推板为伸入至支撑架的内侧,且位于纸箱的后侧,此处将平推板设计为l型、u型皆在本技术技术方案的保护范围之内。
43.本实施例中:平推板为橡胶材质制作而成,此处进一步限定平推板及推板的材质,其目的是避免在对外纸箱及内纸箱推动的过程中,对纸箱外壁造成损坏,此处利用橡胶材质的柔软性,可便于对纸箱进行保护。
44.本实施例中:支撑架对应机架i远离机架ii的一侧设置有检修口6,此处进一步设置有检修口,其目的是在内纸箱嵌入至外纸箱内部的过程中,若存在突发问题时,可随即经由检修口将内纸箱取出,避免内纸箱继续于滚轮支撑台i顶部运动而造成机械故障等情况。
45.本实施例中:检修口上以可拆卸的方式设置有防护板7,此处设置有防护板,其目的是在装置正常运转的过程中,防护板可对检修口起到一定的防护性,避免检修口的敞口面积过大,而容易使得外界不可控因素经由检修口对内纸箱的运动过程造成影响,而此处可进一步的将防护板设置为快拆模式,例如插销结构或卡扣结构,当内纸箱套箱工作存在问题时,可随即拆卸下防护板,取出内纸箱,以保障本装置的正常运行。
46.本实施例中:支撑架内侧的靠顶部两端边缘配置有对内纸箱导向滑动的导向机构;
47.每组导向机构8由轮组i801及轮组ii802构成,且轮组i及轮组ii垂直相交构成直角区域与内纸箱的外壁相接,此处进一步通过由轮组i及轮组ii所构成的导向机构,其目的是在电动推杆工作,对内纸箱推动的过程中,内纸箱的外壁可与轮组i及轮组ii上的滚轮相接触,此时内纸箱可达到导向滑动的目的,避免内纸箱在滑动的过程中出现偏移或于滚轮支撑台i顶部滑落的情况。
48.此外需重点说明的是,导向机构与支撑架之间可设置有电动推杆,当内纸箱于上一环节(纸箱成型环节)运动至滚轮支撑台i的顶部时,电动推杆的活塞杆收缩,此时导向机构的高度相对较高,可避免对内纸箱在运动至滚轮支撑台i的顶部时,出现阻碍物,影响内纸箱的正常转运,而当内纸箱运动至滚轮支撑台i的顶部后,电动推杆的活塞杆伸长,轮组i及轮组ii便可与内纸箱的外壁相接触,从而保障本装置的工作正常运行。
49.简而言之,本技术技术方案通过机械臂及夹持组件的配合使用,首先对内外纸箱进行夹持转运至加工地点,接着在初成型机构的作用下,对纸箱达到初成型的目的(供料单元9),随后在成型组件上,将内外纸箱予以彻底成型(箱体成型单元10),接着将成型完毕的内外箱送入套箱单元11完成对内外箱进行套箱的工作,当成型完毕后,纸箱转运至翻转机构的皮带输送机上,接着在对纸箱翻转完毕后(翻转单元12),皮带输送机将纸箱输送至下一工作环节,对纸箱的底部内壁进行填装(底板填装单元13),接着转运至皮带轮机构,对纸箱完成套膜工作(套膜单元14),随后成型、套箱、翻转、套膜完毕的纸箱可于皮带轮机构上运动至下一取用地点或存放地点,本技术技术方案的操作流程皆由plc控制器,一体化控制,极大限度的降低人力输出,提高工作效率(如附图7所示)。
50.以上仅是本实用新型优选的实施方式,需指出的是,对于本领域技术人员在不脱离本技术方案的前提下,做出的若干变形和改进的技术方案应同样视为落入本技术的保护范围。