1.本实用新型涉及包装技术领域,具体而言,涉及一种包装盒内托翻折成型装置。
背景技术:
2.包装盒是日常生活中常见的用品,广泛用于工具包装、礼品包装、食品包装和衣物包装等。包装盒制造一般包括以下工艺步骤:将裁切好的纸板上胶、纵向折叠边粘合、横向上胶、横向折叠边粘合、纵向边和横向边折起粘合和成型等,另外,其中由于包装物品的需要,部分包装盒需要内托结构。
3.目前,内托结构在加工时需要经过自动生产线完成折压、涂胶、翻折、扣合等多重工序,但现有内托结构的扣合主要是通过人工进行,即纸板在折压、涂胶、翻折后送出,工人再手工对内托结构扣合,从而形成一个呈方正结构的内托结构,整个过程不仅费时费力,且生产效率低。
技术实现要素:
4.本实用新型的目的在于提供一种包装盒内托翻折成型装置,使纸板在输送的过程中即可实现翻折,并配合翻折板,使翻折后的纸板继续翻折,从而使纸板的翻折部分卡设在纸板折压产生的凸棱上,从而形成一个呈方正结构的内托结构,使工作人员不需要二次处理,不仅生产效率更高,且使企业生产成本大大降低。
5.为实现本实用新型目的,采用的技术方案为:一种包装盒内托翻折成型装置,包括二次成型支撑平台、二次成型压板和翻折引导条,所述二次成型压板位于二次成型支撑平台上方,翻折引导条逐渐向内螺旋翻折,翻折引导条出料侧位于二次成型支撑平台出料侧上方,所述二次成型支撑平台出料侧外还设有可翻转的翻折板。
6.进一步的,所述二次成型压板出料端外侧设有倒角。
7.进一步的,所述翻折引导条呈水平状,且翻折引导条的出料侧螺旋翻折180
°
。
8.进一步的,所述二次成型支撑平台出料侧宽度小于二次成型支撑平台进料侧宽度。
9.进一步的,还包括两个相对排布的二次成型机架,两个二次支撑平台上分别安装在两个二次成型机架上,两个二次成型机架上共同支撑有顶板,翻折引导条出料侧和成二次型压板上均安装有连接杆,且连接杆上端安装在顶板上。
10.进一步的,所述顶板上还设有多个支座,多个支座与多个连接杆一一对应,且每个支座上均安装有可转动的螺杆,所述连接杆与顶板滑动配合,且连接杆上端安装有连接块,连接块延伸端与支座上下滑动配合,且连接块上还开设有与螺杆配合的螺孔。
11.进一步的,所述支座呈“7”型。
12.进一步的,所述螺杆上还安装有手柄。
13.进一步的,所述顶板上还安装有成型直线驱动元件,成型直线驱动元件输出端贯穿顶板向下延伸,且成型直线驱动元件输出端还安装有压块,压块位于两个二次成型压板
之间。
14.进一步的,所述二次成型机架上还支承有可转动的翻转轴,翻折板安装在翻转轴上,且二次成型机架上还铰接有翻转直线驱动元件,翻转直线驱动元件的输出端与翻折板铰接。
15.本实用新型的有益效果是,
16.本实用新型配合输送机构使用,当初步折叠成型的纸板左侧和/或右侧进入到翻折引导条上时,输送机构在对纸板输送前进的同时,翻折引导条对纸板左侧和/或右侧进行引导,而随着纸板的继续前进,翻折引导条自动引导纸板左侧和/或右侧进行翻折,使纸板在输送的过程中即完成翻折,使纸板在翻折过程中不需要停顿,使纸板的折叠效率大大提高;同时,通过配设翻折板,使纸板在通过翻折引导条翻折后,翻折板推动纸板进行再次翻折,使纸板两次翻折产生的翻折线处于同一垂直面,且翻折板对纸板进行二次翻折时,纸板左侧和/或右侧向二次成型支撑平台内侧运动,从而使纸板的左侧和/或右侧扣合在纸板中部,从而形成一个完整成型的内托结构,使工作人员后期不需要再进行二次处理,使生产效率大大提高。
附图说明
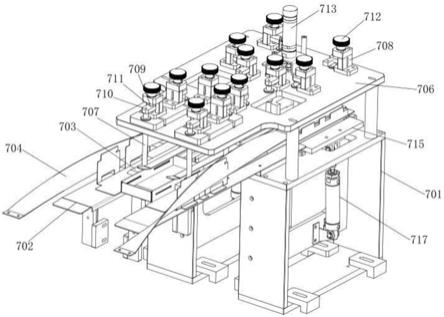
17.图1是本实用新型提供的包装盒内托翻折成型装置的结构图一;
18.图2是本实用新型提供的包装盒内托翻折成型装置的结构图二;
19.图3是二次成型压板的结构图;
20.图4是纸板折叠前和折叠后的形状图。
21.附图中标记及相应的零部件名称:
22.701、二次成型机架,702、二次成型支撑平台,703、二次成型压板,704、翻折引导条,705、倒角,706、顶板,707、连接杆,708、支座,709、螺杆,710、连接块,711、螺孔,712、手柄,713、成型直线驱动元件,714、压块,715、翻折板,716、翻转轴,717、翻转直线驱动元件
具体实施方式
23.下面通过具体的实施例子并结合附图对本实用新型做进一步的详细描述。
24.如图1至图4所示,本实用新型提供的一种包装盒内托翻折成型装置,包括二次成型支撑平台702、二次成型压板703和翻折引导条704。所述二次成型压板703位于二次成型支撑平台702上方,二次成型压板703内侧与二次成型支撑平台702内侧平齐,且定型引导条5204内侧与二次成型压板703内侧对接,使一次折叠成型后纸板上的凸棱通过定型引导条5204送出后直接进入到二次成型支撑平台702和二次成型支撑平台702内侧;同时,二次成型压板703的宽度小于纸板左右两侧的宽度,二次成型压板703的外侧与纸板的预折路径对应,使纸板左右两侧在需要翻折时,纸板沿二次成型压板703的外侧翻折;所述二次成型压板703与二次成型支撑平台702之间的间距与纸板的厚度配合,使纸板在通过二次成型压板703与二次成型支撑平台702之间时,纸板位于二次成型压板703与二次成型支撑平台702之间的部分不能在竖直方向翻折,使纸板左右两侧的翻折更加方便。所述翻折引导条704逐渐向内螺旋翻折,翻折引导条704的进料侧与一次成型平台的出料侧对接,翻折引导条704出料侧位于二次成型支撑平台702出料侧上方,使纸板在完成一次折叠成型后,纸板的左侧
或/和右侧进入到翻折引导条704上,随着输送机构传送纸板前进,纸板的左侧或/和右侧则通过翻折引导条704的引导逐渐向内侧翻折,通过二次成型压板703与二次成型支撑平台702配合、二次成型压板703与翻折引导条704的配合,使纸板运动至翻折引导条704的出料侧时,二次成型压板703与二次成型支撑平台702配合使纸板形成一处翻折,二次成型压板703与翻折引导条704的配合使纸板形成另一处翻折,且纸板在完成两侧翻折后,纸板的左侧或/和右侧被压紧在翻折引导条704出料端与二次成型压板703之间,一次折叠成型后的纸板通过二次成型机构7继续使纸板的左侧或/和右侧均完成两侧翻折,使纸板完成二次折叠成型。
25.所述二次成型支撑平台702出料侧外还设有可翻转的翻折板715,即翻折板715共同位于二次成型支撑平台702出料侧的外侧、二次成型压板703出料侧的外侧、翻折引导条704出料侧的外侧,翻折板715在翻折时主要向二次成型压板703翻转,且翻折板715翻折后呈垂直状,翻折板715翻折后的内侧面与纸板在二次成型架构上折叠形成的翻折线配合。
26.由于翻折引导条704在引导纸板左侧或/和右侧翻折时,纸板的翻折线两侧会略微鼓起,此处在二次成型压板703出料端外侧设有倒角705,倒角705的长度与纸板翻折处的长度匹配,倒角705处能对翻折线两侧的鼓起进行避让,使纸板在翻折时更加彻底,使纸板在折叠后的定型效果更好。
27.所述翻折引导条704呈水平状,使翻折引导条704的进料侧呈水平状,使完成折压后的纸板在输送过程中自动过渡到翻折引导条704上;同时,翻折引导条704的出料侧螺旋翻折180
°
,即翻折引导条704的出料侧相对翻折引导条704的进料侧向翻折引导条704的内侧翻折了180
°
,使翻折引导条704进料侧的上表面为翻折引导条704出料侧的下表面,翻折引导条704进料侧的下表面为翻折引导条704出料侧的上表面,使纸板的左侧或/和右侧随着翻折引导条704的引导完成90
°
翻折,使纸板在通过输送机构传送前进的同时即完成了纸板左侧或/和右侧的翻折,使纸板左侧或/和右侧的翻折更加方便,翻折效率更高。
28.所述二次成型支撑平台702出料侧宽度小于二次成型支撑平台702进料侧宽度,二次成型压板703出料侧与二次成型支撑平台702出料侧对应,翻折引导条704出料侧与二次成型压板703出料侧对应。
29.当纸板左侧或/和右侧通过翻折引导条704翻折引导进入到二次成型压板703与翻折引导条704出料侧之间时,纸板通过翻折引导条704翻折产生的翻折线位于翻转板,此时,翻折板715向二次成型压板703翻转,翻折板715在翻折的同时,翻折板715推动纸板进行翻折,使纸板沿过二次成型压板703外侧的下边缘翻转,而纸板在翻折的同时,纸板通过翻折引导条704翻折产生的翻折线沿纸板通过翻折板715翻折产生的翻折线向内侧摆动,从而使纸板左侧或/和右侧沿翻折引导条704出料侧与二次成型压板703之间的间隙向内侧移动,最终使纸板的左侧或/和右侧插设在纸板一次折叠成型的凸棱上。由于,纸板左侧或/和右侧的两个耳板在一次成型机构5上即完成翻折,而一次折叠成型的纸板左侧或/和右侧进入翻折引导条704上,翻折引导条704在对一次折叠成型引导的同时,纸板左侧或/和右侧的耳板被自动压设在翻折引导条704出料侧与二次成型压板703之间,从而给使纸板左侧或/和右侧在插入一次折叠成型的凸棱上时并不会受到耳板的阻碍;同时,由于纸板左侧或/和右侧在插入到纸板一次折叠成型的凸棱上后,由于纸板左侧或/和右侧的耳板不会受到限制,使纸板左侧或/和右侧的耳板会产生一定的复位,使纸板左侧或/和右侧受到纸板左侧或/
和右侧的耳板的限制而不能直接从纸板一次折叠成型的凸棱上脱落,使纸板完成二次折叠成型后的结构得到保持。
30.所述二次成型机构7还包括两个相对排布的二次成型机架701,两个二次支撑平台上分别安装在两个二次成型机架701上,两个二次成型机架701上还通过多个立柱共同支撑的顶板706,且翻折引导条704出料侧和二次成型压板703上均安装有多个连杆404,多个连接杆707的上端均安装在顶板706上,使翻折引导条704和二次成型压板703的安装方式更加简单。
31.所述顶板706上还设有多个支座708,支座708呈“7”型,每个支座708对应一个连接杆707,且每个支座708上均安装有可转动的螺杆709,螺杆709与支座708之间不通过螺纹配合,使螺杆709在转动时不会在支座708上上下移动;同时,连接杆707与顶板706滑动配合,使连接杆707在顶板706上可进行上下运动,且连接杆707上端还安装有连接块710,连接块710延伸端与支座708上下滑动配合,不仅使连接块710不能在连接杆707进行转动,且使连接块710不能带动连接杆707进行转动。所述连接块710上还开设有螺孔711,螺孔711与螺杆709螺纹配合,当螺杆709在转动时,由于连接块710不能转动,使连接杆707在螺杆709上进行上下滑动,从而带动连接杆707进行上下滑动,使连接杆707相对顶板706的高度可调节,最终使翻折引导条704出料侧和二次成型压板703的安装高度可调节,使本实用新型针对不同厚度的纸板调节翻折引导条704出料侧与二次成型压板703之间的间距、二次成型压板703和二次成型支撑平台702之间的间距,使设备的调试和安装更加方便。
32.所述支座708上开设有竖直延伸的滑槽,滑槽位于支座708靠近连接块710的一侧,且连接块710的一端滑动卡设在滑槽内,使支座708与连接块710的滑动配合结构更加简单;同时,螺杆709上还安装有手柄712,手柄712位于螺杆709上端,当需要转动螺杆709时,可转动手柄712而使螺杆709进行转动,使螺杆709的驱动更加方便。
33.所述顶板706上还安装有成型直线驱动元件713,成型直线驱动元件713输出端贯穿顶板706向下延伸,且成型直线驱动元件713输出端还安装有压块714,压块714的厚度与纸板一次折叠成型形成的凸棱的高度配合,且压块714位于两个二次成型压板703之间,成型直线驱动元件713驱动压块714向下运动时,压块714压紧在纸板一次折叠成型后的两个凸棱之间,使翻折板715在推动纸板左侧或/和右侧折叠时,纸板的中部保持固定,使纸板左侧或/和右侧折叠后能精准的卡设在纸板一次折叠成型后的凸棱上。
34.所述压块714左右两侧均设有避让槽,避让槽的位置与纸板左侧或/和右侧插设凸棱上的位置对应,避免压块714在对纸板压紧的同时对纸板左侧或/和右侧的翻折造成阻碍,使纸板左侧或/和右侧的翻折更加顺利。
35.所述二次成型机架701上通过轴承座还支承有可转动的翻转轴716,翻转板的内侧安装在翻转轴716上,二次成型机架701上还铰接安装有翻转直线驱动元件717,翻转直线驱动元件717的输出端与翻折板715的下表面铰接,当翻转直线驱动元件717伸长时,翻转直线驱动元件717的输出端推动翻折板715转动,从而使翻折板715向二次成型压板703翻转,使翻转板在翻折的同时推动纸板进行翻折,使纸板的翻折更加方便。
36.本实用新型中翻折的纸板是已经加工进行一次折叠成型后的纸板,且纸板上具有折叠路径和卡口,使纸板在通过本实用新型进行折叠时更加轻松;同时,本实用新型中的成型直线驱动元件713、翻转直线驱动元件717为气缸、液压缸或电子伸缩杆、丝杠螺母结构或
齿轮齿条结构的其中一种。
37.本实用新型在使用过程中需配合现有的输送机构使用,输送机构用于输送纸板自动前进。
38.当纸板左右两侧分别进入到二次成型支撑平台702与二次成型压板703之间,纸板左右两侧的边缘处进入到翻折引导条704上,纸板一次折叠成型的凸棱共同位于二次成型支撑平台702和二次成型压板703的内侧,而纸板左右两侧的边缘处则通过翻折引导条704进行引导翻折。当纸板左右两侧的边缘处进入到翻折引导条704与二次成型压板703之间时,成型直线驱动元件713驱动压块714向下运动,压块714对纸板中部压紧,且翻转直线驱动元件717驱动翻折板715向二次成型压板703翻转,通过翻折板715与二次成型压板703的配合,翻折板715推动纸板沿二次成型压板703的外侧向内翻折,纸板翻折的同时,以翻折引导条704翻折产生的翻折线为中心轴线使翻折板715与二次成型压板703配合形成的翻折线向内侧摆动,从而使通过翻折引导条704翻折的纸板左右两侧的边缘处沿翻折引导条704与二次成型压板703之间向纸板一次折叠成型的凸棱上移动,当翻折引导条704翻折产生的翻折线、翻折板715与二次成型压板703配合形成的翻折线在同一垂直面上时,纸板左右两侧的边缘处卡设在纸板一次折叠成型的凸棱上,使纸板折叠成型。
39.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。