1.本发明涉及一种复合加工丝,具体的,涉及一种由s捻和z捻两种假捻加工丝组成的复合加工丝。
背景技术:
2.针织物由于其良好的手感以及弹性而广泛应用于运动面料、内衣面料等,但由于针织物的高孔隙率导致的高通气性,作为外套或裤子使用时防风性差,因此仿机织风格的针织物存在一定的市场。另外,针织物使用的普通假捻变形纱都具有一定的扭矩,所以由其形成的针织物表面会出现扭曲,而且针织物表面会有纱线的线圈突出,从而与机织物相比,容易发生勾丝、起球的后果。为了改善这些问题,采用了各种方法,比如采用s捻的纱线和z捻的纱线同时织造,或加工时s捻与z捻纱线合股成一股纱线,这些改善方法能一定程度上改善上述问题,但是由于s捻纱线与z捻纱线结合不够紧密,在高织造张力情况下,s捻纱线与z捻纱线出现分离,导致分离部分出现扭曲,容易发生勾丝、起球,且染色后产生色差。还有如提高织造张力、改变纱线的加捻程度、提高针织物的密度以及在针织物表面增加固定剂等方法,但是这些改善方法损失了针织物本身的手感以及弹性。
3.中国申请cn102704087a公开了一种适于高速织造的无扭矩涤纶假捻变形丝及其制备方法,采用的s捻和z捻两部分组成的丝条整体残余扭矩为零。但由于采用的常规涤纶系纱线,得到的纱线s捻与z捻的紧密度较差,在织造过程中,高张力的情况下容易导致s捻与z捻纱线分开,纱线的线圈就会突出在表面,形成易勾丝、起球的缺点。
4.中国申请cn101851812a公开了一种pbt/pet并列复合型弹性纤维及制造方法,采用特性粘度为0.45~0.60dl/g的pet切片和与其特性粘度差为0.40~1.05dl/g的pbt为原料,通过隔板型并列喷丝板挤出成型、热针延伸假捻加工得到弹性伸长率为130~220%、弹性回复率在85%以上的弹性纤维。但由于采用了单一的s捻或z捻,不适用于针织物,限制了其使用范围。
5.中国申请专利cn108474149a公开了一种针织物和纤维制品,采用由聚酯纤维或尼龙纤维构成的无扭矩的假捻卷曲加工丝。但由于卷曲纤维的卷曲率为2%以上(更优选为10~30%),卷曲率低,得到的s方向扭矩的假捻卷曲加工丝和z方向扭矩的假捻卷曲加工丝在高张力的情况下容易分开,纱线的线圈就会突出在表面,形成易勾丝、起球的缺点,同时卷曲率低得到的针织物密度小,得不到机织物的手感。
技术实现要素:
6.本发明的目的在于提供一种集束性高的s捻/z捻复合加工丝,该复合加工丝适用于织物的制备,特别是制备具有针织物手感的机织物。
7.本发明的技术方案是:一种复合加工丝,由具有s捻的假捻加工丝a与具有z捻的假捻加工丝b构成,假捻加工丝a和假捻加工丝b之间的集束率在95.0%以上。
8.所述复合加工丝的残留扭矩优选0~50t/m。
9.所述假捻加工丝a和假捻加工丝b的伸缩复原率优选30~60%。
10.所述假捻加工丝a和假捻加工丝b分别优选多组分假捻加工丝,更优选双组分假捻加工丝。当假捻加工丝a和假捻加工丝b分别为双组分假捻加工丝时,均由聚酯a与聚酯b以70:30~30:70的重量比进行并列复合。
11.所述聚酯a优选特性粘度1.00~2.00dl/g的聚对苯二甲酸丁二醇酯。
12.所述聚酯b优选聚对苯二甲酸乙二醇酯,且聚酯b的特性粘度比聚酯a的特性粘度小0.35~1.55dl/g。
13.该复合加工丝的弹性伸长率优选20~220%,更优选40~150%;弹性回复率优选在65%以上。
14.本发明的复合加工丝可用于制备织物,特别是扭曲率为0~4.0%的针织物,所得针织物具有机织物的手感。
15.由于本发明的假捻加工丝a与假捻加工丝b具有弹性和卷曲,当它们分别以s捻和z捻的形式构成复合加工丝时,假捻加工丝a与假捻加工丝b之间更加紧凑,之间更加紧凑,改善了纱线的线圈就突出表面而易勾丝、起球的缺点。同时所得针织物能产生机织物的手感,且不影响针织物的特性。
具体实施方式
16.普通针织物使用具有单一捻向的纱线织造而成,因此在针织物表面具有扭曲。与机织物相比,针织物的组织密度比较小,线圈之间有很大的空隙,表面会有纱线的线圈突出,从而容易发生易勾丝、起球,且达不到机织物的手感。
17.本发明提供了一种适用于针织加工、能改善针织物表面的扭曲,还能改变针织物的紧密程度、从而能获得机织物手感的复合加工丝。
18.本发明的复合加工丝由具有s捻的假捻加工丝a与具有z捻的假捻加工丝b构成,假捻加工丝a和假捻加工丝b之间的集束率在95.0%以上。
19.所述复合加工丝的残留扭矩优选0~50t/m。残留扭矩太高的话,s捻或z捻的纱线线圈就会突出在表面,导致织物扭曲率高,造成易勾丝、起球的缺点。所述残留扭矩最理想为0t/m,但是一般加工后加工丝的残留扭矩不可能为0t/m。本发明残留扭矩更优选0~30t/m。
20.所述假捻加工丝a和假捻加工丝b的伸缩复原率优选30~60%。如果假捻加工丝的伸缩复原率太低,由于得到的复合加工丝s捻与z捻的紧密度较差,在高张力下容易导致s捻与z捻纱线分开,复合加工丝的集束率低,纱线的线圈就会突出在织物表面,造成易勾丝、起球的缺点。而如果假捻加工丝的伸缩复原率太高,由于得到的复合加工丝卷曲性高,本身具有较高的紧密度,导致s捻与z捻不易复合,在织造过程中更容易分开。只有假捻丝的伸缩复原率在30~60%之间,假捻丝产生足够的卷曲,使得s捻与z捻的紧密度适中,得到的复合加工丝的集束率高,在高张力下也不会产生分割。所述假捻加工丝a和假捻加工丝b的伸缩复原率更优选35~50%。
21.所述假捻加工丝a和b可以为单组分假捻加工丝、双组分假捻加工丝、三组分假捻加工丝或四组分假捻加工丝等,其中优选为双组分假捻加工丝。
22.所述双组分假捻加工丝a和b均优选由聚酯a与聚酯b以70:30~30:70的重量比进行并列复合而成。聚酯a与聚酯b的重量比太高的话,形成的加工丝弹性不足,如果聚酯a与聚酯b的重量比太低的话,纺丝时丝条会出现弯曲而无法成丝。
23.所述聚酯a优选特性粘度1.00~2.00dl/g的聚对苯二甲酸丁二醇酯,聚对苯二甲酸丁二醇酯的特性粘度太高会导致熔融复合纺丝困难,且切片成本上升;特性粘度太低则通过熔融复合纺丝得到的并列纤维弹性性能不明显。所述聚酯a聚对苯二甲酸丁二醇酯的特性粘度更优选1.20~1.50dl/g。
24.所述聚酯b优选特性粘度为0.45~0.65dl/g聚对苯二甲酸乙二醇酯。这是因为如果采用特性粘度过高的聚对苯二甲酸乙二醇酯与聚对苯二甲酸丁二醇酯组合,经熔融复合纺丝得到的并列纤维及由该纤维得到的织物弹性伸长率较差,如果采用特性粘度过低的聚对苯二甲酸乙二醇酯与聚对苯二甲酸丁二醇酯组合,则通过复合纺丝得到的并列纤维性能提升不高,且成本提高,纺丝性变差。本专利所提及的聚对苯二甲酸乙二醇酯也包括了改性聚对苯二甲酸乙二醇酯,如阳离子聚对苯二甲酸乙二醇酯、难燃聚对苯二甲酸乙二醇酯、全消光聚对苯二甲酸乙二醇酯等。
25.所述聚酯b的特性粘度小于聚酯a的特性粘度。两者的特性粘度差太低的话,则纤维弹性不明显,得到的复合加工丝s捻与z捻的紧密度较差,在高张力下容易导致s捻与z捻纱线分开,复合加工丝的集束率低,纱线的线圈就会突出在织物表面,造成易勾丝、起球的缺点;特性粘度差增大,则弹性性能提高,得到的复合加工丝s捻与z捻的紧密度变好,复合加工丝的集束率增大;当粘度差高到一定程度后,弹性性能提高程度降低,得到的复合加工丝s捻与z捻的紧密度无变化,复合加工丝的集束率不再增大,而且高粘度差会导致纺丝性变差,喷丝板孔口弯曲效应变大,纺丝困难。因此,所述聚酯b与聚酯a的特性粘度差优选0.35~1.55dl/g,更优选0.35~1.20dl/g。
26.本发明所述双组分假捻加工丝a和b的断面形状可以是圆形并列、花生型、薄皮芯鞘形等等。由多组分假捻加工丝组成的复合加工丝的弹性伸长率优选20~220%,更优选40~150%,弹性回复率优选在65%以上。
27.该复合加工丝的长丝网络度为100~200个/米,如果长丝网络度大于200个/米,会损害针织物的手感,如果长丝网络度低于100个/米,复合加工丝的集束性不充分,假捻加工丝受到织造张力后易分开。
28.一种复合加工丝的制造方法,多组分假捻加工丝a以s捻方向加捻,多组分假捻加工丝b以z捻方向加捻,将两束丝合股后经过交络,制得复合加工丝。
29.具体的,聚酯a以及与聚酯b经隔板型或后合流型复合喷丝板后卷取,得到预取向丝,然后在假捻加工时,一束丝条以z捻方向加捻,一束丝条以s捻方向加捻,将两束丝合股后经过交络,制得复合加工丝。
30.本发明的复合加工丝在织造过程中不容易分开,所得针织物具有0~4.0%的扭曲率,且能产生机织物的手感,同时织物表面无线圈突出,不易造成易勾丝、起球的问题。
31.本说明书中提及一些参数测定方法如下:1.残留扭矩纱线取样(0.002g/d)在自由垂直状态下静置2min后采用捻度仪测定残留扭矩。分别取样测试10次取平均值。
32.2.弹性伸长率、弹性回复率弹性伸长率、弹性回复率测定方法参照jis l1090-1992标准测定。
33.3.伸缩复原率将多组分假捻加工丝a和b分别进行假捻加工后卷曲测定。
34.(1)纱线取样后热处理(聚酯:90℃
×
20min,尼龙:60℃
×
20min),放置调试12hr,(2)在水中进行测试,测定初荷重(0.002g/d)+定荷重(0.1g/d)下长度l1,(3)移除定荷重后测定长度l2,伸缩复原率(%)=(l1-l2)
×
100/l1,分别取10次样测试后,最终结果取平均值。
35.4.长丝网络度测定方法参照fz/t 50001-2016标准手工重锤法测定。
36.5.特性粘度配制2.4g/30ml pet的ocp溶液,温度25℃下使用奥式粘度计进行测试。使用仪器为:上海思尔达生产,通过光信号感应测定溶液流下时间。测试公式iv=ts(sec)
×
fv+0.269;其中fv为粘度计常数,可以同过测试已知粘度东丽标准切片fv=(东丽std值-0.269)/ts;其中ts为溶液下落时间。
37.6.复合加工丝的集束率取30cm长度的纱线,施加0~0.5g/dtex的张力后在显微镜下测定长度方向上假捻加工丝a和假捻加工丝b分开部分的长度,集束率=(1-分割部长度/30)
×
100%。集束率在95.0%以上时,集束性〇;集束率小于95.0%时,集束性
×
。分别取10次样测试后,最终结果取平均值。
38.7.扭曲率织物水洗后扭曲率测定,测定方法参照按fz/t 73020-2012进行。
39.下面通过具体实施例对本发明作进一步说明。以下实施例不应看作是对本发明的限制。
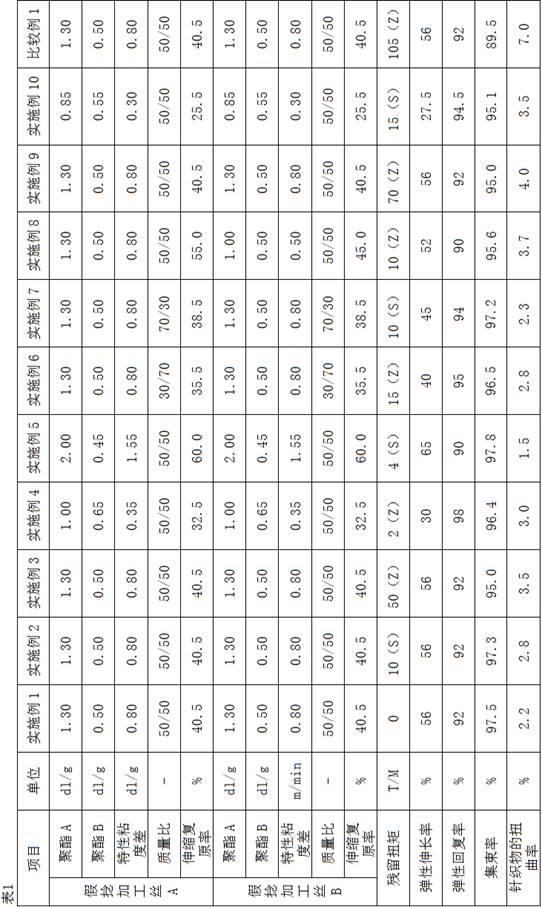
40.实施例1选取特性粘度为1.30dl/g的聚对苯二甲酸丁二醇酯与特性粘度为0.50dl/g的聚对苯二甲酸乙二醇酯进行复合纺丝,复合比为50/50,它们的特性粘度差为0.80dl/g。一束丝条以z捻方向加捻,一束丝条以s捻方向加捻,将两束丝合股后经过交络,长丝网络度为120个/米,制得复合加工丝的残留扭矩为0。
41.测定复合加工丝弹性伸长率、弹性回复率以及集束率。同时测定针织物的扭曲率。具体数值见表1。
42.实施例2选取特性粘度为1.30dl/g的聚对苯二甲酸丁二醇酯与特性粘度为0.50dl/g的聚对苯二甲酸乙二醇酯进行复合纺丝,复合比为50/50,它们的特性粘度差为0.80dl/g。一束丝条以z捻方向加捻,一束丝条以s捻方向加捻,将两束丝合股后经过交络,长丝网络度为120个/米,制得复合加工丝的残留扭矩为10(s)t/m。
43.测定复合加工丝弹性伸长率、弹性回复率以及集束率。同时测定针织物的扭曲率。具体数值见表1。
44.实施例3
选取特性粘度为1.30dl/g的聚对苯二甲酸丁二醇酯与特性粘度为0.50dl/g的聚对苯二甲酸乙二醇酯进行复合纺丝,复合比为50/50,它们的特性粘度差为0.80dl/g。一束丝条以z捻方向加捻,一束丝条以s捻方向加捻,将两束丝合股后经过交络,长丝网络度为120个/米,制得复合加工丝的残留扭矩为50(z)t/m。
45.测定复合加工丝弹性伸长率、弹性回复率以及集束率。同时测定针织物的扭曲率。具体数值见表1。
46.实施例4选取特性粘度为1.00dl/g的聚对苯二甲酸丁二醇酯与特性粘度为0.65dl/g的聚对苯二甲酸乙二醇酯进行复合纺丝,复合比为50/50,它们的特性粘度差为0.35dl/g。一束丝条以z捻方向加捻,一束丝条以s捻方向加捻,将两束丝合股后经过交络,长丝网络度为120个/米,制得复合加工丝的残留扭矩为2(z)t/m。
47.测定复合加工丝弹性伸长率、弹性回复率以及集束率。同时测定针织物的扭曲率。具体数值见表1。
48.实施例5选取特性粘度为2.00dl/g的聚对苯二甲酸乙二醇酯与特性粘度为0.45dl/g的聚对苯二甲酸乙二醇酯进行复合纺丝,复合比为50/50,它们的特性粘度差为1.55dl/g。一束丝条以z捻方向加捻,一束丝条以s捻方向加捻,将两束丝合股后经过交络,长丝网络度为120个/米,制得复合加工丝的残留扭矩为4(s)t/m。
49.测定复合加工丝弹性伸长率、弹性回复率以及集束率。同时测定针织物的扭曲率。具体数值见表1。
50.实施例6选取特性粘度为1.30dl/g的聚对苯二甲酸丁二醇酯与特性粘度为0.50dl/g的聚对苯二甲酸乙二醇酯进行复合纺丝,复合比为30/70,它们的特性粘度差为0.80dl/g。一束丝条以z捻方向加捻,一束丝条以s捻方向加捻,将两束丝合股后经过交络,长丝网络度为120个/米,制得复合加工丝的残留扭矩为15(z)t/m。
51.测定复合加工丝弹性伸长率、弹性回复率以及集束率。同时测定针织物的扭曲率。具体数值见表1。
52.实施例7选取特性粘度为1.30dl/g的聚对苯二甲酸丁二醇酯与特性粘度为0.50dl/g的聚对苯二甲酸乙二醇酯进行复合纺丝,复合比为70/30,它们的特性粘度差为0.80dl/g。一束丝条以z捻方向加捻,一束丝条以s捻方向加捻,将两束丝合股后经过交络,长丝网络度为120个/米,制得复合加工丝的残留扭矩为10(s)t/m。
53.测定复合加工丝弹性伸长率、弹性回复率以及集束率。同时测定针织物的扭曲率。具体数值见表1。
54.实施例8选取特性粘度为1.30dl/g的聚对苯二甲酸丁二醇酯与特性粘度为0.50dl/g的聚对苯二甲酸乙二醇酯进行复合纺丝,复合比为50/50,它们的特性粘度差为0.80dl/g。再选取特性粘度为1.00dl/g的聚对苯二甲酸丁二醇酯与特性粘度为0.50dl/g的聚对苯二甲酸乙二醇酯进行复合纺丝,复合比为50/50,它们的特性粘度差为0.50dl/g。一束丝条以z捻方向加
捻,一束丝条以s捻方向加捻,将两束丝合股后经过交络,长丝网络度为120个/米,制得复合加工丝的残留扭矩为10(z)t/m。
55.测定复合加工丝弹性伸长率、弹性回复率以及集束率。同时测定针织物的扭曲率。具体数值见表1。
56.实施例9选取特性粘度为1.30dl/g的聚对苯二甲酸丁二醇酯与特性粘度为0.50dl/g的聚对苯二甲酸乙二醇酯进行复合纺丝,复合比为50/50,它们的特性粘度差为0.80dl/g。一束丝条以z捻方向加捻,一束丝条以s捻方向加捻,将两束丝合股后经过交络,长丝网络度为120个/米,制得复合加工丝的残留扭矩为70(z)t/m。测定复合加工丝弹性伸长率、弹性回复率以及集束率。同时测定针织物的扭曲率。具体数值见表1。
57.实施例10选取特性粘度为0.85dl/g的聚对苯二甲酸丁二醇酯与特性粘度为0.55dl/g的聚对苯二甲酸乙二醇酯进行复合纺丝,复合比为50/50,它们的特性粘度差为0.30dl/g。一束丝条以z捻方向加捻,一束丝条以s捻方向加捻,将两束丝合股后经过交络,长丝网络度为120个/米,制得复合加工丝的残留扭矩为15(s)t/m。
58.测定复合加工丝弹性伸长率、弹性回复率以及集束率。同时测定针织物的扭曲率。具体数值见表1。
59.比较例1选取特性粘度为1.30dl/g的聚对苯二甲酸丁二醇酯与特性粘度为0.50dl/g的聚对苯二甲酸乙二醇酯进行复合纺丝,复合比为50/50,它们的特性粘度差为0.80dl/g。一束丝条以z捻方向加捻,一束丝条以s捻方向加捻,将两束丝合股后经过交络,长丝网络度为120个/米,制得复合加工丝的残留扭矩为105(z)t/m。由于复合加工丝的残留扭矩高于100t/m,导致其集束率低,所得针织物的扭曲率高,易勾丝、起球。