1.本发明涉一种假捻加工丝及其制备方法,具体的,涉及一种加工丝上具有毛羽且染色后具有不同颜色的自然斑纹感的假捻加工丝及其制备方法。
背景技术:
2.棉纤维是传统纺纱的天然纤维,具有蓬松、触感柔顺、手感柔软、表面光泽柔和等优点。随着市场需求量的不断增加,棉纤维的供给存在一定的压力,同时棉花的种植容易受气候的影响,使得棉原材料的供给存在很大的不稳定性。因此,使用化纤代替棉纤维,生产出具有棉的优点、且又能解决棉缺点的仿棉纤维是非常有必要的。
3.虽然市场已有各种形式的仿棉纤维产品,但大多数是通过复合丝在面料整理加工中通过强制起毛工艺产生毛羽,既增加了生产成本,仿棉的面料也因为毛羽集中在织物表面而缺少柔软感和干松感。另外,市面上使用的仿棉品色彩大多比较单一,影响视觉效果。
4.中国专利 cn110029419a公开了一种涤纶混纤假捻加工丝,其中包含聚酯长丝a和聚酯长丝b,且所述聚酯长丝a和聚酯长丝b均具有粗细节结构。该加工丝虽然实现了混色的效果,但没有仿棉的效果,织成的面料柔软度低、舒适感差。
5.中国专利cn108118418a公开了一种毛羽状复合变形纱及其制备方法,复合变形纱线中包含了高强度变形纱线与低强度变形纱线,其中低强度变形纱线的一部分单丝被切断,突出在复合变形纱线表面形成毛羽,使制得的织物具有类似于棉纱的毛羽感。但是该复合变形纱表面的毛羽的长短难以控制,长毛羽的个数偏多,容易起球,影响视觉效果。
技术实现要素:
6.本发明的目的在于提供一种具有与棉纱同等程度毛羽、不易起球,且具有混色感的假捻加工丝。
7.本发明的技术解决方案如下:毛羽混色假捻加工丝,包含聚酯长丝a和聚酯长丝b,所述聚酯长丝a和/或聚酯长丝b具有粗细节结构,所述粗细节结构中的部分粗节被切断形成毛羽,2mm以上的毛羽数量在100个以下。
8.所述2mm以上的毛羽数量优选在50个以下。
9.所述加工丝中1mm以上毛羽的个数优选300~1500个,更优选500~1000个。
10.所述的加工丝中的聚酯长丝a和聚酯长丝b具有两种不同的染色机理。
11.所述聚酯长丝a和聚酯长丝b的单丝纤度均优选在2.00dtex以下。
12.本发明还公开了上述毛羽混色假捻加工丝的制备方法:将聚酯预取向丝a和聚酯预取向丝b通过同一锭位喂入第一罗拉,经热辊延伸后进入第二罗拉,再经第一热箱加热后导入假捻器进行加捻,最后经第三罗拉、交络器、第四罗拉得到毛羽混色假捻加工丝。解捻张力与加捻张力的比值(k值)为0.30~1.00。
13.所述第一热箱的温度优选150~220℃。
14.所述第一罗拉与第二罗拉之间的倍率优选1.050~1.250。
15.本发明的毛羽假捻加工丝上具有优良的棉感,且2mm以上的毛羽个数少,加工丝的抗起球效果好。同时,由该假捻加工丝制得的织物进行染色后,具有不同颜色的自然斑纹感,混色效果好。
附图说明
16.图1是本发明毛羽混纤假捻加工丝制备方法的概略工程图。
17.图中:1、聚酯预取向丝a;2、聚酯预取向丝b;3、第一罗拉;4、热辊;5、第二罗拉;6、第一热箱;7、冷却板;8、假捻器;9、第三罗拉;10、第四罗拉。
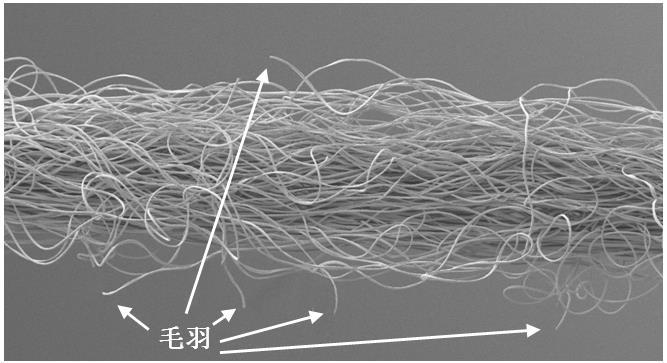
18.图2是本发明毛羽混纤假捻加工丝的侧面照片。
19.图3是未延伸丝的伸度曲线图。
具体实施方式
20.虽然现有技术中不乏毛羽加工丝的技术,但是所生产的毛羽加工丝中的毛羽往往存在长度过长、所得织物容易起球的缺点。
21.本发明通过限定加工丝上2mm以上毛羽的个数在100个以下,使所得织物的抗起球效果好,达到优异的混色效果及优良的手感。如果所述加工丝上2mm以上毛羽个数大于100的话,织物的抗起球效果变差,而且随着2mm以上的毛羽逐渐增多,纱线的强度也随之降低,织物的牢度达不到要求。因此,为了获得更优异的抗起球效果,本发明所述加工丝上2mm以上毛羽的个数优选在50个以下。
22.为了获得更优良的棉感,本发明所述加工丝中1mm以上毛羽的个数优选300~1500个。1mm以上的毛羽个数太少的话,所得的织物手感偏硬;如果1mm以上的毛羽个数太多的话,则所得的织物的抗起球效果差。本发明所述加工丝中1mm以上毛羽的个数更优选500~1000个。
23.本发明所述聚酯长丝a和聚酯长丝b的单丝纤度均优选在2.00dtex以下,如果单丝纤度太大的话,毛羽生成困难。
24.在假捻加工丝的生产过程中,通过热辊处的不均匀拉伸,产生粗节与细节的结构,所述粗节与细节部分的结晶度及配向度不同,导致染色时染料和/或颜料的上染率有差异,从而使得本发明所述毛羽混色假捻加工丝有混色的效果。
25.为了获得更优异的混色效果,本发明优选所述聚酯长丝a和聚酯长丝b具有不同的染色机理。不同染色机理是指染料与聚合物的结合方式不同,如聚合物a为普通pet(嵌入型染色方式)时,聚合物b可以是阳离子(结合型染色方式)等非嵌入型染色方式的聚合物。
26.本发明还公开了一种上述毛羽混色假捻加工丝的制备方法,将聚酯预取向丝a和聚酯预取向丝b通过同一锭位喂入第一罗拉,经热辊延伸后进入第二罗拉,再经第一热箱加热后导入假捻器进行加捻,最后经第三罗拉、交络器、第四罗拉得到毛羽混色假捻加工丝。
27.在假捻器后端进行的解捻加工的张力,与在假捻器前端进行的加捻加工的张力的比值为0.30~1.00。当所述解捻张力与加捻张力的比值(k值)小于0.30时,虽然2mm以上的毛羽数很少,但是1mm以上毛羽的数量也很少,所得织物的手感偏硬,达不到棉织物柔软的手感;当所述解捻张力与加捻张力的比值(k值)大于1.00时,加工丝上毛羽个数过多,加工
丝的强度下降严重,影响在后续织物牢度,且2mm以上毛羽的数量超过100个,所得织物起球严重,品质变差。
28.为了进一步获得抗起球效果优异的假捻加工丝,本发明优选第一热箱的温度为150~220℃,如果第一热箱的温度过高,则加工困难,纱线的强度过低,并且容易产生过多的长度在2mm以上的毛羽,导致假捻加工丝的抗起球效果变差;如果第一热箱的温度过低,则假捻不充分,不易形成毛羽。
29.当聚酯预取向丝a和聚酯预取向丝b经过第一罗拉和第二罗拉时,在聚酯的定应力伸长区域内产生不均匀拉伸,从而产生拉伸和未拉伸部分,也就是细节和粗节部分,并通过拉伸倍率的高低来控制细节和粗节的长度。只要能够获得自然多样的斑纹混色感,本发明对聚酯预取向丝a和聚酯预取向丝b在拉伸中形成的粗细节的长度及直径不作特别限定。
30.当第一罗拉和第二罗拉之间的倍率太大时,粗节部分过长,导致2mm以上的毛羽增多,从而使织物容易起球,效果变差;当第一罗拉和第二罗拉之间的倍率太小时,聚酯预取向丝a和聚酯预取向丝b基本上被全部延伸,没有了粗细节的效果,形成不了毛羽,达不到棉织物柔软的手感。本发明所述第一罗拉与第二罗拉之间的倍率优选1.050~1.250。
31.本发明通过将具有粗细节的聚酯长丝,经过特殊假捻工艺使部分粗节部分切断,得到与棉纱同等毛羽,同时保证具有高强度且有混色效果的毛羽状假捻加工丝。由该毛羽混色假捻加工丝制备得到的织物具有良好的柔软感、同棉纱的毛羽感和自然的斑纹感。
32.本发明涉及的测试方法如下:(1)毛羽数使用毛羽测定仪器model mfc-120(f),所得到的毛羽数是通过如下测定条件实现的:毛羽丝检测长度设定:2mm和1mm,测定速度:200m/min,测定时间:5min,结果为测试10次的平均值。
33.(2)起毛起球采用jis l 1076:2012 a法测定(织物/筒编物),且判定标准为2级以下为不合格,3级以上为合格。
34.(3)织物染色后的斑纹感效果将假捻加工丝织成织物,用两种染料染色后观察织物表面,染色不匀、有明显的浓淡染混色效果说明有异色效果,染色均匀、全部上染时说明没有异色效果。本领域经验者10人对布面外观进行判定,全部认为斑纹感丰富且天然则判定为
○
、6~9人认为斑纹感丰富且天然则判定为
△
、小于6人认为斑纹感很丰富且天然则判定为
×
。
35.(4)织物的仿棉感判定将毛羽混纤加工丝织成织物,本领域经验者10人对布面手感进行判定,其中,10人全部认为具有仿棉手感则判定为优秀,6~9人认为具有仿棉手感则判定为良好、小于6人认为具有仿棉手感则判定为不足。
36.实施例1将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.162,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为175℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.53,然后经过喷嘴进行交络后卷绕
成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为813个/1000米,毛羽长度2mm以上的测定数量为29个/1000米。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感很丰富且天然,仿棉效果优秀,且起球等级为3-4级。
37.实施例2将单丝纤度为1.96dtex的普通聚酯pet(sd)长丝poy和单丝纤度为0.89dtex阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.162,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为175℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.53,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为900个/1000m,毛羽长度2mm以上的测定数量为35个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感很丰富且天然,仿棉效果优秀,且起球等级为3-4级。
38.实施例3将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.162,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为175℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.30,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为350个/1000m,毛羽长度2mm以上的测定数量为15个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感很丰富且天然,仿棉效果良好,且起球等级为4级。
39.实施例4将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.162,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为175℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为1.00,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为1200个/1000m,毛羽长度2mm以上的测定数量为85个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感很丰富且天然,仿棉效果优秀,且起球等级为3级。
40.实施例5将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.162,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为150℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.53,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为350个/1000m,毛羽长度2mm以上的测定数量为15个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感很丰富且天然,仿棉效果良好,且起球等级为3-4级。
41.实施例6将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.162,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为220℃,过冷却板进行冷却,然后进入假
捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.53,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为1200个/1000m,毛羽长度2mm以上的测定数量为85个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感很丰富且天然,仿棉效果优秀,且起球等级为4级。
42.实施例7将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.050,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为175℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.53,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为900个/1000m,毛羽长度2mm以上的测定数量为35个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感效果一般,仿棉效果优秀,且起球等级为3级。
43.实施例8将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.250,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为175℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.53,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为1350个/1000m,毛羽长度2mm以上的测定数量为55个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感效果一般,仿棉效果优秀,且起球等级为3-4级。
44.实施例9将单丝纤度为2.13dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.162,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为175℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.53,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为220个/1000m,毛羽长度2mm以上的测定数量为10个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感效果一般,仿棉效果良好,起球等级为4-5级。
45.实施例10将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex的普通聚酯pet(sd)长丝poy汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.162,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为175℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.53,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为300个/1000m,毛羽长度2mm以上的测定数量为12个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感效果一般,仿棉效果良好,起球等级为3-4级。
46.实施例11将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex的阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.162,再经
第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为140℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.53,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为260个/1000m,毛羽长度2mm以上的测定数量为8个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感很丰富且天然,仿棉效果良好,起球等级为3-4级。
47.实施例12将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex的阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.162,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为230℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.53,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为1600个/1000m,毛羽长度2mm以上的测定数量为100个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感很丰富且天然,仿棉效果优秀,但是起球等级为3级。
48.实施例13将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex的阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.010,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为175℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.53,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为350个/1000m,毛羽长度2mm以上的测定数量为25个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感效果一般,仿棉效果良好,起球等级为4级。
49.实施例14将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex的阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.260,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为175℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.53,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为1400个/1000m,毛羽长度2mm以上的测定数量为75个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感效果一般,仿棉效果良好,起球等级为3级。
50.实施例15将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy喂入第一罗拉,经过热针延伸,其中延伸倍率为1.162,进入第二罗拉,将另一单丝纤度为1.96dtex的阳离子可染聚酯(cd)长丝直接喂入第二罗拉,然后同时进入热箱加热,第一热箱(1ht)温度为175℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.53,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为700个/1000m,毛羽长度2mm以上的测定数量为10个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感效果一般,仿棉效果良好,起球等级为3级。
51.比较例1将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex的阳离子
可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.162,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为175℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.20,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为150个/1000m,毛羽长度2mm以上的测定数量为15个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感很丰富且天然,起球等级为3级。但是由于解捻张力与加捻张力的比值小于0.3,导致加工丝上的毛羽数量少,仿棉效果不足。
52.比较例2将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex的阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后经过热针延伸,其中延伸倍率为1.162,再经第二罗拉,然后进入热箱加热,第一热箱(1ht)温度为175℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为1.50,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为1600个/1000m,毛羽长度2mm以上的测定数量为130个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感很丰富且天然,仿棉效果优秀。但是,由于解捻张力与加捻张力的比值大于1.0,导致长度2mm以上毛羽的数量超过100个/1000m,起球等级为2级。
53.比较例3将单丝纤度为0.89dtex的普通聚酯pet(sd)长丝poy和单丝纤度为1.96dtex的阳离子可染聚酯(cd)长丝汇合后喂入第一罗拉,然后进入热箱加热,第一热箱(1ht)温度为230℃,过冷却板进行冷却,然后进入假捻盘中假捻变形,其中解捻张力与加捻张力的比值为0.70,然后经过喷嘴进行交络后卷绕成型。卷绕得到的混纤丝中,毛羽长度1mm以上的测定的数量为0个/1000m,毛羽长度2mm以上的测定数量为0个/1000m。对该毛羽混色假捻加工丝制得的织物进行染色后,斑纹感效果一般,起球等级为3级。但是,由于没有进行延伸加工,导致聚酯长丝a和聚酯长丝b没有粗细节,在假捻加工中无法产生毛羽,加工丝仿棉效果不足。