1.本实用新型涉及的是一种纸袋机的改进发明,特别涉及的是一种纸袋机的分离机构。
背景技术:
2.纸袋机以卷筒纸为原料,连续的袋坯成型后将其分切为单元袋体,纸袋的分切采用可以采用切刀切断也可以采用打断刀打断,因纸袋从袋坯输出到成型均为连续生产,切刀则为间歇式运动,因而不适用纸袋机,打断刀能在纸袋输送过程中将其打断,但是袋口参差不齐,而且打断刀为竖向转动,打断刀的转动范围时袋坯宽度的两倍多,导致设备宽度变宽,不利于设备的布置。
技术实现要素:
3.鉴于背景技术中存在的技术问题,本实用新型所解决的技术问题旨在提供一种纸袋机的分离机构,结构设计合理,且袋口平整美观。
4.为解决上述技术问题,本实用新型采用如下的技术方案:该种纸袋机的分离机构,其特征在于:包括有
5.预刺部件,其包括有预刺辊,所述预刺辊包括有刺辊、橡胶辊及调节橡胶辊与刺辊之间间距的调节组件;
6.及拉断部件,其设置在预刺部件的前方,其包括有牵引辊和拉辊,所述拉辊设置在牵引辊的前方,所述拉辊的转速比牵引辊的转速快,所述拉辊包括有上辊和下辊,所述上辊的辊面上设有与下辊压合的凸条,所述凸条横向设置。
7.本实用新型采用预刺部件在连续的袋坯进行间歇性针刺,针刺部位即分离部位,为袋体的袋口和袋底,针刺后,拉辊与牵引辊配合将袋体从连续的袋坯上拉断,形成单元袋体,因袋坯上已有针刺线,断开部位即针刺部位,因此袋体的袋口会平整,针刺越密,效果越好;而且预刺辊、牵引辊及拉辊均为连续运转,即袋坯在输送过程中进行预刺及拉断,与间歇式相比效率更高。
8.作为优选,所述凸条采用橡胶制成。
9.作为优选,所述凸条设置有若干条,且沿上辊的圆周辊面均匀分布。橡胶增加上辊和下辊之间的摩擦力,在拉断时避免滑动,每次凸条与下辊的压合都是一次拉断作业,因此拉辊转动一周可以进行多次拉断作业。
10.作为优选,所述牵引辊其包括有转动轴和主动辊,所述转动轴上设有与主动辊压合的橡胶套,所述橡胶套设有两套,且设置在两侧。同样,橡胶套增加摩擦力,提高袋坯输送的稳定性,而且是在袋坯的两侧进行牵引,减少与袋面的接触,避免袋面受损,提高产品质量。
11.作为优选,所述拉辊设有两组,分为第一拉辊和第二拉辊,且二者同步。
12.作为优选,所述第一拉辊和第二拉辊之间设有压辊,其包括有托辊及压轮,所述压
轮安装在转轴上,所述压轮与托辊压合。两组拉辊增加拉力,压辊则起到辅助作用,将袋坯向前输送并且在输送过程中避免袋坯跳动,保证拉断作业的稳定。
13.作为优选,所述托辊转动安装在机架上 ,所述转轴安装在固定座上,所述固定座上安装有螺杆,所述螺杆外套设有弹簧,所述机架上设有安装槽,所述安装槽的上方设有固定板,所述固定板上开设有供螺杆穿过的通孔,所述固定座置于安装槽内,所述弹簧设置在固定座与固定板之间,所述螺杆穿过通孔与固定板上方的螺母螺纹连接。根据袋坯的厚度可以调整压轮与托辊之间的间距及压力,使袋坯输送及拉断作均能正常实施。
14.作为优选,所述预刺部件还包括有
15.预刺机组,其包括有左牌坊、右牌坊及安全门,且三者围成安全腔体,所述安全门安装在左牌坊和右牌坊上,且所述安全门设置在物料进入端;
16.将预刺辊隔离的挡板,其倾斜安装在左牌坊和右牌坊上,所述安全腔体被挡板分割为预刺腔和上胶腔,所述预刺腔设置在上胶腔的下方,所述预刺辊安装在预刺腔内;
17.及导辊,其包括有输出导辊,所述输出导辊设有至少两条,分别设置在挡板的两端。
18.将预刺辊隔离在预刺腔内,只有在维护、穿纸时,打开安全门,预刺辊才暴露出来,在平时,特别是工作时,预刺辊隐藏在预刺腔内,不外露,消除刺辊存在的安全隐患,提高生产安全。
附图说明
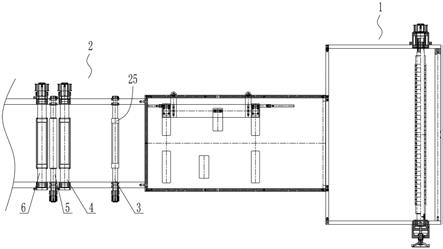
19.图1为本实用新型的结构示意图。
20.图2为本实用新型预刺部件的示意图。
21.图3为本实用新型拉断部件的示意图。
具体实施方式
22.下面结合附图描述本实用新型的实施方式及实施例的有关细节及工作原理。该种纸袋机的分离机构,包括有预刺部件1和拉断部件2,所述预刺部件1包括有预刺辊,所述预刺辊包括有刺辊13、橡胶辊12及调节橡胶辊与刺辊之间间距的调节组件14,所述调节组件可以采用丝杆机构和导向件结合,导向件可以导杆或直线导轨等,所述橡胶辊12安装在辊座上,辊座与导向件滑动配合,所述丝杠机构的螺母与辊座连接,所述丝杠机构的螺杆安装在机架上,转动螺杆,使螺母及辊座在导向件上移动,从而调节橡胶辊12与刺辊13之间的间距,二者间距越大,则针刺越其浅,针孔小,反之,二者间距越小,则针刺越深,针孔大。所述拉断部件2设置在预刺部件1的前方,所述拉断部件包括有牵引辊3和拉辊4、6,所述拉辊设置在牵引辊3的前方,所述拉辊的转速比牵引辊的转速快,所述拉辊包括有上辊16和下辊15,所述上辊的辊面上设有与下辊压合的凸条17,所述凸条横向设置;所述上辊的凸条17与下辊15压合将袋坯快速向前拉,利用速差在袋坯上的预刺部位断开,将袋坯拉断,形成单元袋体,上辊16的其他部位与下辊15之间具有间隙,在这段行程中,袋坯穿过上辊和下辊之间的间隙向前输送,袋坯输送的长度即单元袋体的长度。为避免在拉断过程中出现打滑,所述凸条17采用橡胶制成,橡胶摩擦力大,增加凸条与袋坯之间的摩擦力,确保凸条与下辊压合时将袋坯拉断,而且所述拉辊设有两组,分为第一拉辊4和第二拉辊6,且二者同步,两组拉
辊增加拉力及稳定性,确保拉断作业顺利、稳定。同样,牵引辊3也可以采用橡胶,所述牵引辊其包括有转动轴和主动辊,所述转动轴上设有与主动辊压合的橡胶套25,所述橡胶套设有两套,且设置在两侧。橡胶套增加摩擦力,提高袋坯输送的稳定性,而且是在袋坯的两侧进行牵引,减少与袋面的接触,避免袋面受损,提高产品质量。为提高效率,降低成本,所述凸条设置有若干条,且沿上辊的圆周辊面均匀分布,见附图3,本实施例采用了两条,每次凸条18与下辊的压合都是一次拉断作业,因此拉辊转动一周可以进行两次拉断作业。袋坯先穿过预刺辊,经刺辊13和橡胶辊12辊压、针刺后,袋坯上形成横向针刺线,所述针刺线即拉断线,袋体从针刺线处于袋坯分离,形成单元袋体,该针刺线即能作为前一袋体的袋口,也能作为后一袋体的袋底,所述牵引辊3将袋体向前输送,所述袋坯进入穿过拉辊4,当拉辊的凸条17与下辊15压合时,利用拉辊与牵引辊之间的速差将袋体从连续的袋坯上拉断,形成单元袋体,因袋坯上已有针刺线,因此袋体的袋口会平整,针刺越密,效果越好;所述预刺辊、牵引辊3及拉辊4均为连续运转,即袋坯在输送过程中进行预刺及拉断,与间歇式相比效率更高。
23.从牵引辊到拉辊有一定的行程,所述第一拉辊4和第二拉辊6之间设有压辊5,所述压辊包括有托辊及压轮18,所述压轮安装在转轴19上,所述压轮与托辊压合。压辊则起到辅助输送作用,使将袋坯前移并且在输送过程中避免袋坯跳动,保证拉断作业的稳定。所述托辊转动安装在机架上 ,所述转轴19安装在固定座20上,所述固定座上安装有螺杆22,所述螺杆外套设有弹簧21,所述机架上设有安装槽,所述安装槽的上方设有固定板24,所述固定板上开设有供螺杆穿过的通孔,所述固定座置于安装槽内,所述弹簧设置在固定座与固定板之间,所述螺杆穿过通孔与固定板上方的螺母23螺纹连接。根据袋坯的厚度可以调整压轮18与托辊之间的间距及压力,使袋坯输送及拉断作均能正常实施。
24.所述预刺部件还包括有预刺机组、将预刺辊隔离的挡板11及导辊10,所述预刺机组包括有左牌坊8、右牌坊9及安全门,图中未画出安全门,且三者围成安全腔体,所述安全门安装在左牌坊和右牌坊上,且所述安全门设置在物料进入端,所述刺辊13和橡胶辊12转动安装在左牌坊和右牌坊上;所述挡板11倾斜安装在左牌坊和右牌坊上,所述安全腔体被挡板分割为预刺腔和上胶腔,所述预刺腔在上胶腔的下方,上胶部件7则安装在上胶腔内,所述预刺辊安装在预刺腔内;所述导辊包括有输出导辊,所述输出导辊设有两条,分别第一输出辊和第二输出辊10,设置在挡板的两端,袋坯穿过预刺辊,再依次绕过第一输出辊和第二输出辊,而后再穿过牵引辊及拉辊。预刺辊被隔离在预刺腔内,只有在维护、穿纸时,打开安全门,预刺辊才暴露在外,在平时,特别是工作时,预刺辊隐藏在预刺腔内,不外露,这样就避免工作人员与刺辊的接触,消除刺辊存在的安全隐患,提高生产安全。