1.本发明涉及全自动制袋设备领域,特别涉及卷筒式六角袋底快递袋生产装置及其加工方法。
背景技术:
2.随着互联网电商的发展,快递产业也得到了蓬勃发展;现有的快递袋多采用塑料制品;这种材料不仅制作时污染环境,使用后也是对土壤,水体有很大的危害;现有的快递袋也有采用纸质材料;该种快递袋由于强度问题多用于小件打包;
3.现有纸质快递袋制作采用常规的折叠封口;这导致使用容量大打折扣;因此需要在封口时采用多角封口,才能保证袋体的大容量;
4.新型的卷筒式六角袋底快递具有防水防漏大容量的功能,本发明将纸张的刺孔、成筒后双层纸单层切口、拉断、底部高低口打开及成型、贴离型纸、贴撕裂条为一体;形成生产工艺一条龙不需要人工参与;旨在提高成功速度,降低制造成本;与现有纸袋的最大不同是在于袋底的新型成型方式和袋口贴离型纸及撕裂条;同时便于后期物料打包,用于拆袋等。
技术实现要素:
5.因此,本发明正是鉴于以上问题而做出的,本发明的现有六角袋底快递袋生产工艺进行优化,对生产设备进行改造,提高生产速度,降低制造成本本发明是通过以下技术方案实现上述目的:
6.卷筒式六角袋底快递袋生产装置,包括上料组件、刺孔组件、成筒组件、切口组件、拉断组件、底部压印上胶组件、输送架组件、压底组件、推链组件、贴离型纸组件、压轮组件、贴撕裂条组件和收袋组件;所述上料组件、刺孔组件、成筒组件、切口组件、拉断组件、底部压印上胶组件、输送架组件、压底组件、推链组件、贴离型纸组件、压轮组件、贴撕裂条组件和收袋组件依次连接;所述刺孔组件包括压印刀轴,所述压印刀轴轴身中间设置有两对刺孔圆弧刀;所述刺孔圆弧刀前后两侧均设置有刺孔直刀;所述压印刀轴前后两端设置有调节座;所述成筒组件包括调节架,所述调节架下方设置有成型板,所述成型板下方设置有m边滚轮;所述切口组件包括切口架,所述切口架中部设置有切口上刀和切口下刀;所述拉断组件包括拉断滚架,所述拉断滚架内部转动连接有高速辊和低速辊;所述压底组件设置在推链组件的顶部;所述贴离型纸组件设置在压轮组件一侧;所述贴离型纸组件包括离型纸贴敷机构和离型纸放料架;所述离型纸贴敷机构和离型纸放料架均与机架固定连接。
7.优选的,所述调节座通过螺钉与机架固定通过调节螺钉可控制刺孔的深度。
8.优选的,所述切口下刀通过皮带与切口电机转动连接;切口电机与切口架一侧固定连接。
9.优选的,所述高速辊和低速辊通过独立的驱动依靠齿形皮带传动连接;纸筒经过拉断组件需沿刺孔位置拉断成高低口纸纸袋,通过两组高速辊和低速辊拉断辊的速度差使
纸筒拉断。
10.优选的,所述底部压印上胶组件包括底部压印座,底部压印座转动连接有底部成型机构、底部上胶机构、底部打开机构和底部压印机构;所述底部成型机构、底部上胶机构、底部打开机构和底部压印机构均为现有机构。
11.优选的,所述离型纸贴敷机构包括墙板;墙板中间设置有拉纸轴,拉纸轴两侧设置有放料过纸滚和过纸板;墙板靠近过纸板上方设置有胶枪安装孔;过纸板下方设置有滚轮组件,右侧设置有切断盘和吸盘。
12.本发明还提供一种卷筒式六角袋底快递袋的加工方法,结合本发明提供的一卷筒式六角袋底快递袋生产装置,该加工方法具有以下步骤:
13.s1:上料组件把纸袋送至刺孔组件下方;通过刺孔组件的刺孔圆弧刀和刺孔直刀在纸袋表面刺孔;
14.s2:将刺孔后的纸带输送至成筒组件工位处;已经过刺孔组件的纸带通过成型板的下方,在m边滚轮的作用下将纸带侧边对折从而形成纸筒;
15.s3:纸筒通过切口组件下方,通过切口上刀和切口下刀中部的刀片将纸筒切口;
16.s4:经过切口后的纸筒送入拉断组件工位,纸筒经过拉断组件需沿刺孔位置拉断成高低口纸纸袋,通过两组高速辊和低速辊拉断辊的速度差使纸筒拉断;
17.s5:拉断后的纸筒通过底部压印上胶组件,先对底部进行压印,再对底部压印进行打开进行底部上胶;最后进行底部碾压成型;
18.s6:纸筒袋口通过贴离型纸组件的离型纸贴敷机构;离型纸穿过放料过纸滚在穿过拉纸轴;通过拉纸轴驱动拉动离型纸;离型纸通过过纸板,通过胶枪在离型纸打胶;上侧打胶的离型纸通过切断盘和吸盘;首先被切断盘切断,切断后的打胶离型纸被吸盘吸附;最后贴敷在纸袋上;再通过滚轮组件碾压定形;
19.s7:离型纸贴敷完毕,再通过贴撕裂条组件进行撕裂条贴敷;最后通过收袋组件进行收集打包。
20.优选的,所述步骤s6中,在对底部进行上胶时,底部高口涂胶为槽口形,低口仅对两端进行涂胶。
21.本发明有益效果:
22.1、本发明将纸张的刺孔、成筒后双层纸单层切口、拉断、底部高低口打开及成型、贴离型纸、贴撕裂条为一体;形成生产工艺一条龙不需要人工参与;提高生产速度,降低制造成本;
23.2、现有纸袋的最大不同是在于袋底的新型成型方式和袋口贴离型纸及撕裂条;同时便于后期物料打包,用于拆袋等。
附图说明
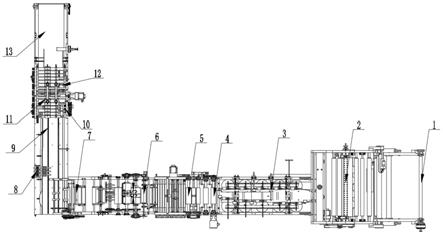
24.图1为本发明设置总装俯视图。
25.图2为本发明刺孔组件结构示意图。
26.图3为本发明成筒组件结构示意图。
27.图4为本发明切口组件结构示意图。
28.图5为本发明断组件结构示意图。
29.图6为本发明底部压印上胶组件结构示意图。
30.图7为本发明贴离型纸组件结构示意图。
31.图8为本发明离型纸贴敷机构结构示意图。
32.图9为本发明纸袋的折纸工艺流程图。
33.图10为图9中底部压印打开和底部上胶折纸工艺放大图。
34.附图说明:1、上料组件;2、刺孔组件;21、压印刀轴;22、刺孔直刀;23、刺孔圆弧刀;24、调节座;3、成筒组件;31、调节架;32、成型板;33、m边滚轮;4、切口组件;41、切口架;42、切口电机;43、切口上刀;44、切口下刀;5、拉断组件;51、拉断滚架;52、高速辊;53、低速辊;6、底部压印上胶组件;61、底部压印座;62、底部成型机构;63、底部上胶机构;64、底部打开机构;65、底部压印机构;7、输送架组件;8、压底组件;9、推链组件;10、贴离型纸组件;101、离型纸贴敷机构;1011、墙板;1012、拉纸轴;1013、过纸板;1014、切断盘;1015、吸盘;1016、胶枪安装孔;1017、滚轮组件;1018、放料过纸滚;102、离型纸放料架;11、压轮组件;12、贴撕裂条组件;13、收袋组件。
具体实施方式
35.本发明优选实施例将通过参考附图进行详细描述然而本发明也可以各种不同的形式实现,因此本发明不限于下文中描述的实施例,另外,为了更清楚地描述本发明,与发明没有连接的部件将从附图中省略;
36.如图1所示,卷筒式六角袋底快递袋生产装置,包括:上料组件1、刺孔组件2、成筒组件3、切口组件4、拉断组件5、底部压印上胶组件6、输送架组件7、压底组件8、推链组件9、贴离型纸组件10、压轮组件11、贴撕裂条组件12和收袋组件13;
37.所述上料组件1、刺孔组件2、成筒组件3、切口组件4、拉断组件5、底部压印上胶组件6、输送架组件7、压底组件8、推链组件9、贴离型纸组件10、压轮组件11、贴撕裂条组件12和收袋组件13依次连接;
38.如图2所示,所述刺孔组件2包括压印刀轴21,压印刀轴21轴身中间设置有两对刺孔圆弧刀23;刺孔圆弧刀23前后两侧均设置有刺孔直刀22;压印刀轴21前后两端设置有调节座24;
39.进一步的,调节座24通过螺钉与机架固定通过调节螺钉可控制刺孔的深度;
40.如图3所示,所述成筒组件3包括调节架31,所述调节架31下方设置有成型板32,成型板32下方设置有m边滚轮33;已经过刺孔组件2的纸带通过成型板32的下方,在m边滚轮33的作用下将纸带侧边对折从而形成纸筒;
41.如图4所示,所述切口组件4包括切口架41,切口架41中部设置有切口上刀43和切口下刀44;切口上刀43和切口下刀44通过中部的刀片将纸筒切口;
42.进一步的,切口下刀44通过皮带与切口电机42转动连接;切口电机42与切口架41一侧固定连接;
43.如图5所示,所述拉断组件5包括拉断滚架51,拉断滚架51内部转动连接有高速辊52和低速辊53;所述高速辊52和低速辊53通过独立的驱动依靠齿形皮带传动连接;纸筒经过拉断组件5需沿刺孔位置拉断成高低口纸纸袋,通过两组高速辊52和低速辊53拉断辊的速度差使纸筒拉断;
44.如图6所示,所述底部压印上胶组件6包括底部压印座61,底部压印座61转动连接有底部成型机构62、底部上胶机构63、底部打开机构64和底部压印机构65;所述底部成型机构62、底部上胶机构63、底部打开机构64和底部压印机构65均为现有技术;
45.如图7所示,所述压底组件8设置在推链组件9的顶部;用于对纸袋底部二次压紧;所述贴离型纸组件10设置在压轮组件11一侧;
46.所述贴离型纸组件10包括离型纸贴敷机构101和离型纸放料架102;离型纸贴敷机构101用于贴敷离型纸;
47.如图8所示,所述离型纸贴敷机构101包括墙板1011;墙板1011中间设置有拉纸轴1012,拉纸轴1012两侧设置有放料过纸滚1018和过纸板1013;墙板1011靠近过纸板1013上方设置有胶枪安装孔1016;过纸板1013下方设置有滚轮组件1017,右侧设置有切断盘1014和吸盘1015;离型纸穿过放料过纸滚1018在穿过拉纸轴1012;通过拉纸轴1012驱动拉动离型纸;离型纸通过过纸板1013,通过胶枪在离型纸打胶;上侧打胶的离型纸通过切断盘1014和吸盘1015;首先被切断盘1014切断,切断后的打胶离型纸被吸盘1015吸附;最后贴敷在纸袋上;再通过滚轮组件1017碾压定形;
48.如图9和10所示,本发明还提供卷筒式六角袋底快递袋加工方法,该加工方法结合上述卷筒式六角袋底快递袋生产装置,具有以下步骤:
49.s1:上料组件1把纸袋送至刺孔组件2下方;通过刺孔组件2的刺孔圆弧刀23和刺孔直刀22在纸袋表面刺孔,刺孔形状如图9中刺孔工艺所示;
50.s2:将刺孔后的纸带输送至成筒组件3工位处;已经过刺孔组件2的纸带通过成型板32的下方,在m边滚轮33的作用下将纸带侧边对折从而形成纸筒;如图9中成筒工艺所示;
51.s3:纸筒通过切口组件4下方,通过切口上刀43和切口下刀44中部的刀片将纸筒切口;如图9中切口工艺所示;
52.s4:经过切口后的纸筒送入拉断组件5工位,纸筒经过拉断组件5需沿刺孔位置拉断成高低口纸纸袋,通过两组高速辊52和低速辊53拉断辊的速度差使纸筒拉断;如图9中拉断工艺所示;
53.s5:拉断后的纸筒通过底部压印上胶组件6,先对底部进行压印,再对底部压印进行打开进行底部上胶;最后进行底部碾压成型;进一步的,在对底部进行上胶时,底部高口涂胶为槽口形,低口仅对两端进行涂胶;
54.s6:纸筒袋口通过贴离型纸组件10的离型纸贴敷机构101;离型纸穿过放料过纸滚1018在穿过拉纸轴1012;通过拉纸轴1012驱动拉动离型纸;离型纸通过过纸板1013,通过胶枪在离型纸打胶;上侧打胶的离型纸通过切断盘1014和吸盘1015;首先被切断盘1014切断,切断后的打胶离型纸被吸盘1015吸附;最后贴敷在纸袋上;再通过滚轮组件1017碾压定形;
55.s7:离型纸贴敷完毕,再通过贴撕裂条组件12进行撕裂条贴敷;最后通过收袋组件13进行收集打包;
56.本技术方案对六角纸袋成型进行优化,将纸张的刺孔、成筒后双层纸单层切口、拉断、底部高低口打开及成型、贴离型纸、贴撕裂条为一体;形成生产工艺一条龙不需要人工参与;提高生产速度,降低制造成本;与现有纸袋的最大不同是在于袋底的新型成型方式和袋口贴离型纸及撕裂条;同时便于后期物料打包,用于拆袋等。