1.本实用新型涉及一种带有将废料相互粘合装置的杯袋机。
背景技术:
2.现有的杯袋机一般包括安装在机架上的封边切断机构、工件输送夹和废料冲裁机构,废料冲裁机构安装在封边切断机构的后面,工件输送夹用于将封边切断机构加工出的一叠封边切断的半成品向后输送到废料冲裁机构。其存在的缺点是:在废料冲裁机构冲裁的工件是几十个杯袋重叠在一起的,冲裁出的几处废料是独立的,形成至少几百个塑料膜碎屑,会导致加工现场废料乱飞,导致清理卫生以及废料的回收过程比较费时费力。
技术实现要素:
3.本实用新型提供一种带有将废料相互粘合装置的杯袋机,以解决现有技术存在的上述问题。
4.本实用新型的技术方案是:一种带有将废料相互粘合装置的杯袋机,包括安装在机架上的封边切断机构、工件输送夹和废料冲裁机构,废料冲裁机构安装在封边切断机构的后面,工件输送夹用于将封边切断机构加工出的一叠封边切断的半成品向后输送到废料冲裁机构,其特征在于,在所述的封边切断机构与废料冲裁机构之间的机架上装有用于将废料冲裁机构将要冲裁下的每一叠废料相互粘结在一起的废料粘合机构。
5.本实用新型的优点是:通过热针将每一处的废料烫合粘结在一起,废料的重量就会加重,不会因为微风而随意飘落,可以直接落入废料箱,处理废料会很轻松,也净化了加工现场的环境。
附图说明
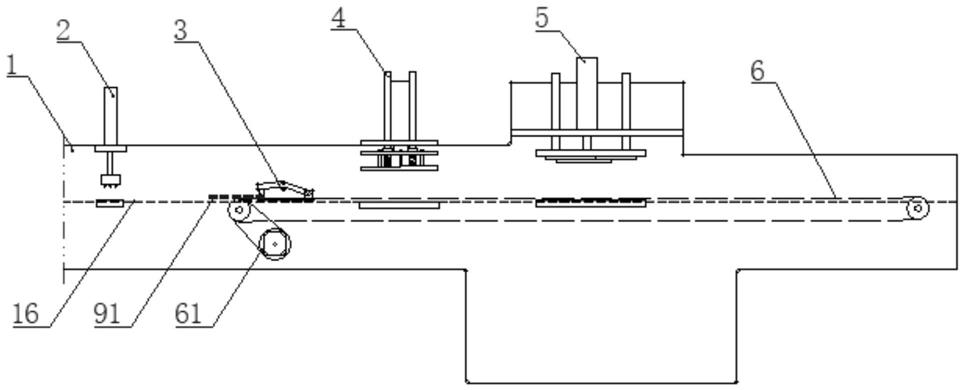
6.图1是本实用新型第一实施例的侧面结构示意图;
7.图2是图1中废料粘合机构的放大图;
8.图3是图2的仰视图;
9.图4是图2的a-a剖视图;
10.图5是图2的b-b剖视图;
11.图6是图2的俯视图;
12.图7是上述第一实施例加工的杯袋的一侧的平面结构示意图;
13.图8是上述实施例加工的杯袋的立体结构示意图;
14.图9是上述实施例的加工过程(工件的变化过程)示意图;
15.图10是本实用新型第二实施例的侧面结构示意图;
16.图11是图10中废料粘合机构的仰视图;
17.图12是上述第二实施例的加工过程(工件的变化过程)示意图;
18.图13是本实用新型废料粘合机构的另一实施例的结构示意图。
19.附图标记说明:1、机架,2、封边切断机构,3、工件输送夹,4、废料粘合机构,40、定位块(螺母),41、气缸,42、导向杆,421、螺杆,43、气缸安装板,44、热针固定板,45、压板,46、气缸活塞杆,47、热针,49、弹簧,410、热针气缸固定板,411、热针驱动气缸,412、导向杆,413、连杆,5、废料冲裁机构,6、同步传动机构,61、动力装置,7、袋体,71、手提带,72、手提孔,73、提带肩,74、热封边,8、原料轴,9、原料,91、封边切断的半成品,92、加工废料粘合孔的半成品,93、成品杯袋,10、切断线,11、提带肩废料,12、手提孔废料,13、废料粘合孔,14、双杯袋分隔烫线,15、分隔烫线加工机构,16、机架台面。
具体实施方式
20.参见图1-图9,本实用新型一种带有将废料相互粘合装置的杯袋机的第一实施例,该实施例用于加工单杯袋(袋体7内只盛装一个杯子或瓶子)包括安装在机架1上的封边切断机构2、工件输送夹3和废料冲裁机构5,废料冲裁机构5安装在封边切断机构2的后面(本文中所涉及的前、后,分别是指图1、图9、图10和图12的左和右),工件输送夹3用于将封边切断机构2加工出的一叠封边切断的半成品91向后输送到废料冲裁机构5,其特征在于,在所述的封边切断机构2与废料冲裁机构5之间的机架1上装有用于将废料冲裁机构5将要冲裁下的每一叠废料相互粘结在一起的废料粘合机构4。所述的工件输送夹3与安装在机架1上的同步传动机构6连接,该同步传动机构6与动力装置61传动连接。
21.本实用新型的两个实施例除了“废料粘合机构4”以外的其他部分不限于上述结构,均可采用任何具有相同功能的现有技术,上述现有技术部分还包括分别位于封边切断机构2前面和后门的供料装置和用于将封边切断机构2切断后并重叠为一叠封边切断的半成品91(一般为几十个,根据需要设置数目)的装置,这些装置不是本实用新型的改进部分,故未图示。
22.参见图2-图6,所述的废料粘合机构4包括气缸41、气缸安装板43、热针固定板44、压板45和热针47,气缸41安装在气缸安装板43上,气缸安装板43安装在机架1上,气缸41下端的气缸活塞杆46底端装有热针固定板44,在热针固定板44的下面固定有多个热针47;在该热针47的下面设有压板45,在该压板45上设有与热针47对应的通孔。在所述气缸41的周围设有两对对称设置的导向杆42(最佳的位置是:四根导向杆42设在矩形的四个角,矩形的中心为气缸41的轴心),该导向杆42的下端滑动穿过设在气缸安装板43和热针固定板44上的导向孔(孔内可安装直线轴承),并与压板45的上面连接。在气缸安装板43与热针固定板44之间的该导向杆42上设有能够上下调节的定位块40(可用径向的螺钉紧固在导向杆42上,未图示),该实施例的定位块40为螺母,与其配套的是,在所述导向杆42的下部设有螺纹(即螺杆421)。在该热针固定板44与压板45之间的该导向杆42上装有所述的弹簧49。在弹簧49的作用下,把压板45向下推,由于定位块40的限位作用,会使气缸41未输出状态下,热针47不会露出压板45的下面。
23.上述废料粘合机构4的工作过程是:当一叠封边切断的半成品91被工件输送夹3输送到位后(位置控制由位置传感器和控制器完成,属于常规技术),气缸41的活塞杆46向下伸出,带动压板45向下移动,首先压住封边切断的半成品91,此时热针47向下伸出,压板45将弹簧49压缩,热针47继续向下伸出压板45的通孔,在封边切断的半成品91上穿出废料粘合孔13(参见图9和图12)。当气缸41复位时,压板45在弹簧49的作用下向下弹,热针47可脱
离工件,不会把封边切断的半成品91向上带。
24.上述实施例所加工出的成品杯袋93如图7和图8所示,在袋体7的一端中部冲裁出手提孔72,在两边冲裁出提带肩73,形成设有手提带71。袋体7的底端是筒形的原料9的一边(上边或下边);袋体7的两个立边是热封边74,由封边切断机构2加工完成。封边切断机构2可以只有一个烫刀,直接烫断,烫断的时候边上即可粘合(即热封);也可为中间切断、两侧封合,均为现有技术。
25.具体的加工过程(即上述实施例的工作过程,参见图1和图9)说明如下:
26.卷绕有筒形的原料9的原料轴8支撑在机架1的前端,原料9首先在封边切断机构2切断和热封,通过其中间的热(或冷)切刀在切断线10的两侧各进行热合出热封边(线)74,相邻的两条切断线10之间即是一个袋体7的宽度,为封边切断的半成品91。然后将多个(如50个)封边切断的半成品91重叠;紧接着由工件输送夹3夹住一叠封边切断的半成品91输送到废料粘合机构4的位置,热针47向下插入拨出加工出六个废料粘合孔13(分别对应于后面工位冲裁出的两处提带肩废料11和四处手提孔废料12的位置);然后工件输送夹3继续向后移动到废料冲裁机构5的位置,冲裁两处提带肩废料11和四处手提孔废料12,由于废料粘合孔13的粘结作用,每一处的一叠废料相互连接在一起,避免了四处飞散(一处废料至少有50个碎片);冲裁后的工件即为一对成品杯袋93。至此,完成了一个加工过程。
27.所述的废料粘合机构4还可采用最简单的结构是(未图示,可以参考图2和图3):保留图2中的气缸41、气缸安装板43、热针固定板44、压板45和热针47,气缸41安装在气缸安装板43上,气缸安装板43安装在机架1上,气缸41下端的气缸活塞杆46底端连接热针固定板44,在热针固定板44的下面固定有多个热针47;在该热针47的下面设有压板45,在该压板45上设有与热针47对应的通孔;该压板45的上面与热针固定板44的下面之间连接有弹簧49。也能够实现在一叠封边切断的半成品91上穿出废料粘合孔13的功能。
28.参见图10,是本实用新型的第二实施例,该实施例用于加工双杯袋(袋体7内并排盛装两个杯子或瓶子)与上一实施例的不同之处是:可以(也可不)在所述封边切断机构2前面的机架1上装有分隔烫线加工机构15,用于在对应于双杯袋的中间加工出双杯袋分隔烫线14(如图12所示,图中的双杯袋分隔烫线14也可贯通),在使用时将双杯袋盛装的两个杯子或瓶子分隔开,避免倾倒。另外,由于双杯袋需要冲裁的废料多了几处,所以废料粘合机构4的热针47的数量和位置需要进行相应的调整,如图10所示。废料冲裁机构5的冲刀形状也要按照需要进行改变(如图12所示),属于常规设计。
29.该第二实施例的工作过程除了在上一实施例的封边切断机构2的前面增加一步利用分隔烫线加工机构15加工出双杯袋分隔烫线14外,均与上一实施例相同,不再赘述。
30.本实用新型的废料粘合机构4还可以是图13所示的结构,包括气缸41、气缸安装板43、热针固定板44、压板45和热针47,气缸41安装在气缸安装板43上,气缸安装板43安装在机架1上,气缸41下端的气缸活塞杆46底端装有热针气缸固定板410,在热针气缸固定板410的下面安装热针驱动气缸411,热针驱动气缸411下端的活塞杆下端连接热针固定板44,在接热针固定板44的下面固定有多个热针47;在该热针47的下方设有压板45,该压板45通过连杆413与热针气缸固定板410连接;在该压板45上设有与热针47对应的通孔。该结构在工作时,压板45向下压住工件后,通过热针驱动气缸411带动热针47向下伸缩,加工出废料粘合孔13。