1.本发明属于自动控制技术领域,尤其涉及一种超临界燃煤机组再热汽温控制方法和装置。
背景技术:
2.在燃煤发电领域中,再热蒸汽温度是超临界燃煤发电机组的重要调节参数,对保证锅炉的安全和经济运行起到重要的作用,在正常运行工况时,再热蒸汽的温度由布置在锅炉尾部烟道两侧的烟气挡板控制,前侧烟气挡板控制烟气流向再热器中,后侧烟气挡板控制烟气流向过热器中,两侧烟气挡板以相反的方向调节动作,喷水减温调节阀在再热汽温过高时将短时间打开然后参与自动调节。烟气挡板和喷水调节阀都具有很大的非线性与迟延惯性,目前很多机组的再热汽温都不能连续稳定地投入自动运行,经常需要运行人员手动干预,这就增加了运行人员的工作强度,甚至由于操作不当造成减温水过量喷入,大大降低了机组运行的经济性。因此,亟需研发一种超临界燃煤机组再热汽温的自动控制方法来解决上述问题。
技术实现要素:
3.为解决上述问题,本发明提供了一种超临界燃煤机组再热汽温控制方法和装置,易于组态,易于整定调节参数,能够连续稳定投入自动状态,提高机组运行的经济性。
4.本发明提供的一种超临界燃煤机组再热汽温控制方法包括:
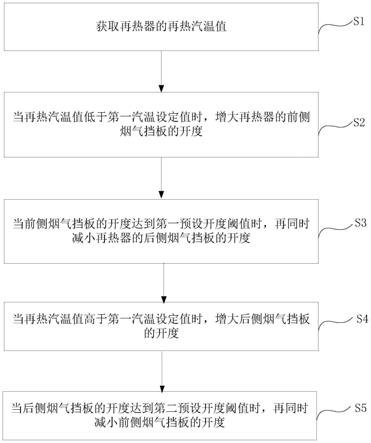
5.获取再热器的再热汽温值;
6.当所述再热汽温值低于第一汽温设定值时,增大所述再热器的前侧烟气挡板的开度;
7.当所述前侧烟气挡板的开度达到第一预设开度阈值时,再同时减小所述再热器的后侧烟气挡板的开度;
8.当所述再热汽温值高于所述第一汽温设定值时,增大所述后侧烟气挡板的开度;
9.当所述后侧烟气挡板的开度达到第二预设开度阈值时,再同时减小所述前侧烟气挡板的开度。
10.优选的,在上述超临界燃煤机组再热汽温控制方法中,还包括:
11.当所述再热汽温值致使所述后侧烟气挡板的开度达到第三预设开度阈值时,开始以预设速度加快增大所述后侧烟气挡板的开度,所述预设速度大于所述后侧烟气挡板的正常开启速度,所述第三预设开度阈值大于所述第二预设开度阈值。
12.优选的,在上述超临界燃煤机组再热汽温控制方法中,当所述前侧烟气挡板的开度达到第一预设开度阈值时,再同时减小所述再热器的后侧烟气挡板的开度之后,还包括:
13.当所述后侧烟气挡板的开度降低到第一开度下限时,停止减小所述后侧烟气挡板的开度。
14.优选的,在上述超临界燃煤机组再热汽温控制方法中,当所述后侧烟气挡板的开
度达到第二预设开度阈值时,再同时减小所述前侧烟气挡板的开度之后,还包括:
15.当所述前侧烟气挡板的开度降低到第二开度下限时,停止减小所述前侧烟气挡板的开度。
16.优选的,在上述超临界燃煤机组再热汽温控制方法中,还包括:
17.当所述再热汽温值高于第二汽温设定值时,对所述再热器进行喷水减温,其中,所述第二汽温设定值比所述第一汽温设定值高3摄氏度至5摄氏度。
18.优选的,在上述超临界燃煤机组再热汽温控制方法中,所述获取再热器的再热汽温值包括:
19.同时获取所述锅炉左侧和右侧的再热器的再热汽温值,将其中的最大值作为所述再热器的再热气温值。
20.优选的,在上述超临界燃煤机组再热汽温控制方法中,所述第一预设开度阈值的范围为65%~75%。
21.优选的,在上述超临界燃煤机组再热汽温控制方法中,所述第二预设开度阈值的范围为60%~70%。
22.优选的,在上述超临界燃煤机组再热汽温控制方法中,所述第三预设开度阈值为60%;
23.所述预设速度为所述正常开启速度的1.1倍至1.3倍。
24.本发明提供的一种超临界燃煤机组再热汽温控制装置包括:
25.获取单元,用于获取再热器的再热汽温值;
26.前侧挡板开度增大单元,用于当所述再热汽温值低于第一汽温设定值时,增大所述再热器的前侧烟气挡板的开度;
27.后侧挡板开度减小单元,用于当所述前侧烟气挡板的开度达到第一预设开度阈值时,再同时减小所述再热器的后侧烟气挡板的开度;
28.后侧挡板开度增大单元,用于当所述再热汽温值高于所述第一汽温设定值时,增大所述后侧烟气挡板的开度;
29.前侧挡板开度减小单元,用于当所述后侧烟气挡板的开度达到第二预设开度阈值时,再同时减小所述前侧烟气挡板的开度。
30.通过上述描述可知,本发明提供的上述超临界燃煤机组再热汽温控制方法,由于包括获取再热器的再热汽温值;当所述再热汽温值低于第一汽温设定值时,增大所述再热器的前侧烟气挡板的开度;当所述前侧烟气挡板的开度达到第一预设开度阈值时,再同时减小所述再热器的后侧烟气挡板的开度;当所述再热汽温值高于所述第一汽温设定值时,增大所述后侧烟气挡板的开度;当所述后侧烟气挡板的开度达到第二预设开度阈值时,再同时减小所述前侧烟气挡板的开度,可见该方法不再像现有技术那样只能以一个特定的速率来开启或关闭前侧烟气挡板和后侧烟气挡板,而且既能够单独开启关闭一个挡板也能够同时开启关闭两个挡板,开启关闭速度也可以分别根据情况来单独调节,因此易于组态,易于整定调节参数,能够连续稳定投入自动状态,提高机组运行的经济性。本发明提供的上述超临界燃煤机组再热汽温控制装置也具有相同的优点。
附图说明
31.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
32.图1为本发明提供的一种超临界燃煤机组再热汽温控制方法的实施例的示意图;
33.图2为本发明提供的一种超临界燃煤机组再热汽温控制装置的实施例的示意图;
34.图3为喷水调节阀与汽温设定控制逻辑图;
35.图4为前侧烟气挡板控制逻辑图;
36.图5为后侧烟气挡板控制逻辑图;
37.其中,
38.11-逻辑与;
39.12-逻辑或;
40.13-模拟量输出选择器(“s”为1时,“y”输入端为输出,否则“n”输入端为输出);
41.14-取大值;
42.15-加法器;
43.16-pid调节器;
44.17-手操器;
45.20-常数;
46.21-手操器;
47.22-手操器切手动状态的引脚参数;
48.23-pid调节器;
49.24-pid调节器的输出高限引脚参数ot;
50.25-pid调节器的输出高限引脚参数ob;
51.26-低限判断;
52.27-延时闭合块(延时时间8s);
53.28-逻辑非;
54.29-脉冲块(脉冲时间1s);
55.30-常数;
56.31-手操器;
57.32-手操器切手动状态的引脚参数;
58.33-pid调节器;
59.34-pid调节器的输出高限引脚参数ot;
60.35-pid调节器的输出高限引脚参数ob;
61.36-低限判断;
62.37-折线函数;
63.38-乘法器;
64.39-常数。
具体实施方式
65.本发明的核心是提供一种超临界燃煤机组再热汽温控制方法和装置,易于组态,易于整定调节参数,能够连续稳定投入自动状态,提高机组运行的经济性。
66.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
67.本发明提供的一种超临界燃煤机组再热汽温控制方法的实施例如图1所示,图1为本发明提供的一种超临界燃煤机组再热汽温控制方法的实施例的示意图,该方法可以包括如下步骤:
68.s1:获取再热器的再热汽温值;
69.需要说明的是,该再热器的左右两侧都可以设置温度传感器,这样就可以同时获取锅炉左侧和右侧的再热器的再热汽温值,可以将其中的最大值作为再热器的再热气温值,当然这只是一个优选实施方式,还可以根据实际需要选择再热汽温值的其他确定方式,此处并不限制。
70.s2:当再热汽温值低于第一汽温设定值时,增大再热器的前侧烟气挡板的开度;
71.需要说明的是,前侧烟气挡板和后侧烟气挡板均可以采用单回路pid调节器控制,前侧烟气挡板pid调节器作用类型设置为“反向”,后侧烟气挡板pid调节器作用类型设置为“正向”,确保两侧烟气挡板以相反的方向动作,一侧烟气挡板投入自动后,另一侧烟气挡板必须在8秒钟之内也投入自动运行,还需要说明的是,必须在前后侧烟气挡板均投入自动状态、或者任一侧喷水减温调节阀投入自动状态,运行人员方可手动输入该第一汽温设定值,这就作为烟气挡板pid调节器的目标设定值,否则就实时跟踪两侧再热汽温的最大值。此时再热汽温值低于该第一汽温设定值时,就需要增加再热汽的进入量,从而就可以增大前侧烟气挡板的开度,向全开位置调整,以减小再热器烟道阻力,增加通过再热器烟道的烟气量,提高再热汽温,此时在前侧烟气挡板开度指令低于某一开度时无需后侧烟气挡板执行任何动作。
72.s3:当前侧烟气挡板的开度达到第一预设开度阈值时,再同时减小再热器的后侧烟气挡板的开度;
73.也就是说,当前侧烟气挡板开度足够大而再热汽温仍然低于第一汽温设定值时,就同时减小后侧烟气挡板的开度,以提高增温速度,该第一预设开度阈值的优选范围为65%~75%。
74.s4:当再热汽温值高于第一汽温设定值时,增大后侧烟气挡板的开度;
75.也就是说,当再热汽温升高时,后侧烟气挡板将开启,在后侧烟气挡板的开度指令低于某一开度时,前侧烟气挡板禁止向关闭方向动作。
76.s5:当后侧烟气挡板的开度达到第二预设开度阈值时,再同时减小前侧烟气挡板的开度。
77.也就是说,当后侧烟气挡板开度超过某一开度时,两侧烟气挡板将同时调节动作,前侧烟气挡板的开度减小就能够减少流向再热器烟道的烟气量,使再热汽温更快速地减小,该第二预设开度阈值的优选范围为60%~70%。
78.需要说明的是,该方法的实现依赖以下步骤:首先,组态再热汽温调节逻辑,包含前后侧烟气挡板pid调节器及其同操手操器、喷水减温调节阀串级控制回路;然后优化组态再热汽温自动调节逻辑的设定值形成回路逻辑,确保喷水调节阀作为备用事故工况进行自动调节;再优化组态两侧烟气挡板pid调节器耦合控制逻辑,拟合烟气挡板的非线性调节特性;最后根据再热汽温、烟气挡板和喷水减温调节阀的特性,整定控制参数。该实施例中,前后侧烟气挡板实现耦合控制开大或关小,可以更好地满足再热汽温与烟气挡板的调节特性,最大程度地克服烟气挡板的非线性和再热汽温调节的迟延性。
79.通过上述描述可知,本发明提供的上述超临界燃煤机组再热汽温控制方法的实施例中,由于包括获取再热器的再热汽温值;当再热汽温值低于第一汽温设定值时,增大再热器的前侧烟气挡板的开度;当前侧烟气挡板的开度达到第一预设开度阈值时,再同时减小再热器的后侧烟气挡板的开度;当再热汽温值高于第一汽温设定值时,增大后侧烟气挡板的开度;当后侧烟气挡板的开度达到第二预设开度阈值时,再同时减小前侧烟气挡板的开度,可见该方法不再像现有技术那样只能以一个特定的速率来开启或关闭前侧烟气挡板和后侧烟气挡板,而且既能够单独开启关闭一个挡板也能够同时开启关闭两个挡板,开启关闭速度也可以分别根据情况来单独调节,因此易于组态,易于整定调节参数,能够连续稳定投入自动状态,提高机组运行的经济性。
80.在上述超临界燃煤机组再热汽温控制方法的一个具体实施例中,还可以包括如下步骤:
81.当再热汽温值致使后侧烟气挡板的开度达到第三预设开度阈值时,开始以预设速度加快增大后侧烟气挡板的开度,该预设速度大于后侧烟气挡板的正常开启速度,第三预设开度阈值大于第二预设开度阈值。
82.具体的,该第三预设开度阈值可以为60%,该预设速度可以为正常开启速度的1.1倍至1.3倍,也就是说,当后侧烟气挡板开度达到60%时,仍然无法实现预先的降温目的时,就可以将后侧烟气挡板加速开启,速度可以变成正常开启速度的1.1倍至1.3倍,具体操作时就可以将后侧烟气挡板的开启速度乘以一个与大于1的加速系数,以便开度更加快速地开大后侧烟气挡板,当然这只是优选方案,还可以根据实际需要来进行相应参数的设置,此处并不限制。事先调节时,由于后侧烟气挡板在大于某一开度后会进行加速开关动作,所以后侧烟气挡板的pid调节器的高限引脚参数需要根据加速函数反向计算,具体应该设置为小于100的常数。
83.在上述超临界燃煤机组再热汽温控制方法的另一个具体实施例中,当前侧烟气挡板的开度达到第一预设开度阈值时,再同时减小再热器的后侧烟气挡板的开度之后,还包括:当后侧烟气挡板的开度降低到第一开度下限时,停止减小后侧烟气挡板的开度。另外,当后侧烟气挡板的开度达到第二预设开度阈值时,再同时减小前侧烟气挡板的开度之后,还包括:当前侧烟气挡板的开度降低到第二开度下限时,停止减小前侧烟气挡板的开度。
84.这就是说,两侧烟气挡板分别设置有最小开度指令值以确保前后侧烟气通道均有最小流量烟气通过。
85.在上述超临界燃煤机组再热汽温控制方法的又一个具体实施例中,还可以包括如下步骤:
86.当再热汽温值高于第二汽温设定值时,对再热器进行喷水减温,其中,第二汽温设
定值比第一汽温设定值高3摄氏度至5摄氏度。
87.需要说明的是,可以在该再热器的两侧设置喷水减温调节阀,其可以采用串级pid调节器控制,这里将喷水减温的设定值设定得更高一些,是为了实现再热汽温更多地采用前侧和后侧的烟气挡板进行调节,喷水减温仅用作事故减温的方式,这种温度差值的最优方案是3摄氏度,当然也可以根据实际情况设置为其他数值,此处并不限制。该实施例实现了以烟气挡板调节为主、以喷水减温为辅助手段来精确控制再热汽温,当再热汽温降低时,优先开大流向再热器侧的前侧烟气挡板,然后再关小流向过热器侧的后侧烟气挡板;当再热汽温升高时,优先开大流向过热器侧的后侧烟气挡板,然后再关小流向再热器侧的前侧烟气挡板;当再热汽温过高时喷水减温调节阀再自动开启以快速稳定再热汽温,这就能够合理有效的使事故喷水减温调节阀尽可能少的打开,从而很大程度地提高机组的经济性和效率。
88.本发明提供的一种超临界燃煤机组再热汽温控制装置的实施例如图2所示,图2为本发明提供的一种超临界燃煤机组再热汽温控制装置的实施例的示意图,该装置可以包括:
89.获取单元201,用于获取再热器的再热汽温值,需要说明的是,该再热器的左右两侧都可以设置温度传感器,这样就可以同时获取锅炉左侧和右侧的再热器的再热汽温值,可以将其中的最大值作为再热器的再热气温值,当然这只是一个优选实施方式,还可以根据实际需要选择再热汽温值的其他确定方式,此处并不限制;
90.前侧挡板开度增大单元202,用于当再热汽温值低于第一汽温设定值时,增大再热器的前侧烟气挡板的开度,需要说明的是,前侧烟气挡板和后侧烟气挡板均可以采用单回路pid调节器控制,前侧烟气挡板pid调节器作用类型设置为“反向”、后侧烟气挡板pid调节器作用类型设置为“正向”,确保两侧烟气挡板以相反的方向动作,一侧烟气挡板投入自动后,另一侧烟气挡板必须在8秒钟之内也投入自动运行,还需要说明的是,必须在前后侧烟气挡板均投入自动状态、或者任一侧喷水减温调节阀投入自动状态,运行人员方可手动输入该第一汽温设定值,这就作为烟气挡板pid调节器的目标设定值,否则就实时跟踪两侧再热汽温的最大值,此时再热汽温值低于该第一汽温设定值时,就需要增加再热汽的进入量,从而就可以增大前侧烟气挡板的开度,向全开位置调整,以减小再热器烟道的阻力,增加通过再热器烟道的烟气量,提高再热汽温,此时在前侧烟气挡板开度指令低于某一开度时无需后侧烟气挡板执行任何动作;
91.后侧挡板开度减小单元203,用于当前侧烟气挡板的开度达到第一预设开度阈值时,再同时减小再热器的后侧烟气挡板的开度,也就是说,当前侧烟气挡板开度足够大而再热汽温仍然低于第一汽温设定值时,就同时减小后侧烟气挡板的开度,以提高增温速度,该第一预设开度阈值的优选范围为65%~75%;
92.后侧挡板开度增大单元204,用于当再热汽温值高于第一汽温设定值时,增大后侧烟气挡板的开度,也就是说,当再热汽温升高时,后侧烟气挡板将开启,在后侧烟气挡板的开度指令低于某一开度时,前侧烟气挡板禁止向关闭方向动作;
93.前侧挡板开度减小单元205,用于当后侧烟气挡板的开度达到第二预设开度阈值时,再同时减小前侧烟气挡板的开度,也就是说,当后侧烟气挡板开度超过某一开度时,就控制两侧烟气挡板同时调节动作,前侧烟气挡板的开度减小就能够减少流向再热器烟道的
烟气量,使再热汽温更快速的减小,该第二预设开度阈值的优选范围为60%~70%。
94.当然,该装置中还有其他一些细节与上述方法中的优选实施例相对应,此处不再赘述。
95.下面以一个具体例子对上述方法和装置进行详细说明:
96.参见图3、图4、图5,图3为喷水调节阀与汽温设定控制逻辑图,图4为前侧烟气挡板控制逻辑图,图5为后侧烟气挡板控制逻辑图,总体而言该例子是通过对两侧烟气挡板的耦合控制、提高喷水减温调节阀的设定值而将喷水作为事故备用调节,更合理有效地控制再热汽温。具体的,依次包括如下步骤:
97.第一步:组态再热汽温调节逻辑,包含前侧烟气挡板pid调节器23及其同操手操器21、后侧烟气挡板pid调节器33及其同操手操器31、喷水减温调节阀串级控制回路;
98.前侧烟气挡板pid调节器23和后侧烟气挡板pid调节器33均采用单回路控制,过程值为两侧再热汽温的大值14,前侧烟气挡板pid调节器23作用类型设置为“反向”、后侧烟气挡板pid调节器33作用类型设置为“正向”,确保两侧烟气挡板以相反的方向动作,两侧烟气挡板分别设置有最小开度指令值10%(根据实际需要,可调)以确保前后侧烟气通道均有最小流量烟气通过,两侧烟气挡板必须同时投入自动状态,一侧烟气挡板投入自动后,另一侧烟气挡板必须在8秒钟之内也投入自动运行;两侧喷水减温调节阀采用串级pid调节器控制。
99.第二步:优化组态再热汽温自动调节逻辑的设定值形成回路逻辑,确保喷水调节阀作为备用事故工况进行自动调节;
100.前侧烟气挡板自动状态和后侧烟气挡板自动状态进行逻辑与运算11、然后同任一侧喷水减温调节阀自动状态进行逻辑或运算12(前后侧烟气挡板均投入自动状态、或者任一侧喷水减温调节阀投入自动状态),运行人员方可手动输入“再热汽温设定值”,否则再热汽温设定实时跟踪两侧再热汽温的大值14,再热汽温设定作为前侧烟气挡板pid调节器23和后侧烟气挡板pid调节器33的目标设定值。为了实现再热汽温更多地采用烟气挡板调节,喷水减温仅用作事故减温,喷水减温调节阀的设定值为再热汽温设定加上3摄氏度(可调,一般设置高于3~5摄氏度)。
101.第三步:优化组态前侧烟气挡板pid调节器23和后侧烟气挡板pid调节器33的耦合控制逻辑,拟合烟气挡板的非线性调节特性;
102.当再热汽温偏低时,前侧尾部烟道温度调节挡板(流向再热器)向全开位置调整,以减小再热器烟道阻力,增加通过再热器烟道烟气量,提高再热汽温;后侧尾部烟道温度调节挡板(流向过热器)在前侧尾部烟道温度调节挡板开度指令低于某一开度30时禁止向关闭方向动作。当再热汽温升高时,后侧尾部烟道温度调节挡板将开启,在后侧尾部烟道温度调节挡板开度指令低于某一开度20时,前侧尾部烟道温度调节挡板禁止向关闭方向动作,当后侧尾部烟道温度调节挡板开度超过某一开度时,两侧烟气挡板将同时调节动作。如果再热汽温继续升高,那么后侧尾部烟道温度调节挡板将加速开启(乘以38一个与后侧尾部烟道温度调节挡板开度指令相关的输出大于1的加速折线函数37,以便开度大于某一开度值后更加快速地开大后侧尾部烟道温度调节挡板),前侧尾部烟道温度调节挡板向关闭方向动作,这将减少流向再热器烟道的烟气量,使再热汽温减小。前后侧烟气挡板的耦合控制开大或关小,可以更好地满足再热汽温与烟气挡板的调节特性,最大程度地克服烟气挡板
的非线性和再热汽温迟延性。
103.第四步:根据再热汽温、烟气挡板和喷水减温调节阀的特性,整定控制参数。
104.烟气挡板、喷水减温调节阀和再热汽温的调节特性,进行多工况调整试验,设置最佳的自动调节参数。特别指出,由于后侧烟气挡板在大于某一开度后会进行加速开关动作,所以后侧烟气挡板的pid调节器的高限引脚参数39需要根据折线函数37反向计算,具体应该设置为小于100的常数。
105.本例子的核心是优化再热汽温设定值形成回路,两侧烟气挡板使用耦合控制和分段加速调节,实现了以烟气挡板调节为主、以喷水减温为辅助手段来精确控制再热汽温。当再热汽温降低时,优先开大流向再热器侧的烟气挡板,然后再关小流向过热器侧的烟气挡板;当再热汽温升高时,优先开大流向过热器侧的烟气挡板,然后再关小流向再热器侧的烟气挡板;当再热汽温过高时喷水减温调节阀再自动开启以快速稳定再热汽温。该方法可以合理有效地避免事故喷水减温调节阀尽可能少地打开状态,能够很大程度地提高机组的经济性和效率。
106.下面以内蒙古国华呼伦贝尔电厂燃煤超临界600mw机组的“再热蒸汽温度控制方法”为应用实例,介绍该控制方法的实施步骤与控制参数整定。锅炉为600mw褐煤超临界压力变压运行、一次中间再热、带内置式再循环泵启动系统的直流锅炉。正常运行期间,再热蒸汽温度由布置在尾部烟道中的前侧7个烟气挡板(控制烟气流向再热器)和后侧7个烟气挡板(控制烟气流向再热器)共同控制,两侧烟气挡板以相反的方向动作。机组dcs采用hollias_macs控制系统,烟气挡板和喷水减温调节阀的控制逻辑在dcs中优化设计与组态,控制逻辑见图1、图2和图3,具体实施步骤如下:
107.第一步:组态再热汽温调节逻辑,包含前侧烟气挡板pid调节器23及其同操手操器21、后侧烟气挡板pid调节器33及其同操手操器31、喷水减温调节阀串级控制回路;
108.第二步:优化组态再热汽温自动调节逻辑的设定值形成回路逻辑,确保喷水调节阀作为备用事故工况进行自动调节;
109.第三步:优化组态前侧烟气挡板pid调节器23和后侧烟气挡板pid调节器33的耦合控制逻辑,拟合烟气挡板的非线性调节特性;
110.第四步:根据再热汽温、烟气挡板和喷水减温调节阀的特性,整定控制参数。
111.经过多种工况调整试验,得出最佳的调节参数,参数及数值见表1、表2:
112.表1定值常数
[0113][0114]
表2折线函数19参数值
[0115]
pid调节器33的输出6065708083.33100fx函数37的输出值1.001.041.091.181.201.20
[0116]
正常运行期间,再热蒸汽温度由布置在尾部烟道中的14个烟气挡板控制,前侧7个
烟气调节挡板和后侧7个烟气调节挡板以相反的方向动作。尾部烟气挡板pid调节器的设定值低于喷水减温调节的设定值3摄氏度。前、后墙尾部烟道挡板最小开度均为10%,避免运行人员误操作,保证手自动状态下尾部烟道至少有一定的烟气量通过。只有在前侧尾部烟道温度调节挡板同操和后侧尾部烟道温度调节挡板同操都投入自动状态后,整个尾部烟道调节再热汽温才算是处于自动控制。
[0117]
当再热汽温偏低时,前侧尾部烟道温度调节挡板(流向再热器)向全开位置调整,以减小再热器烟道阻力,增加通过再热器烟道烟气量,提高再热汽温。后侧尾部烟道温度调节挡板(流向过热器)在前侧尾部烟道温度调节挡板开度指令低于65%时禁止向关闭方向动作;当再热汽温升高时,后侧尾部烟道温度调节挡板将开启。在后侧尾部烟道温度调节挡板开度指令低于60%时,前侧尾部烟道温度调节挡板维持在当前位置。当后侧尾部烟道温度调节挡板开度超过60%时,两套挡板将同时操作。如果再热器汽温继续升高,那么后侧尾部烟道温度调节挡板将加速开启(乘以一个与后侧尾部烟道温度调节挡板开度指令相关的加速速率系数,以便开度大于60%后更加快速开大后侧尾部烟道温度调节挡板),前侧尾部烟道温度调节挡板向关闭方向动作。这将减少再热器烟道的烟气量,使再热汽温减小。
[0118]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。