1.本实用新型具体涉及一种复合肥包装前定温装置,属于复合肥冷却设备技术领域。
背景技术:
2.为了降低复合肥成品颗粒的温度,通常需要冷却设备对其进行降温,现有技术通常是使用冷空气与成品粒子直接接触换热;传统的冷空气冷却方式又分为滚筒冷却和流化床冷却2种,但滚筒冷却和流化床冷却一般会将复合肥冷却到不低于42℃,当在夏季炎热时,最低能冷却到48℃,其仍在肥料板结的温度之内,包装后的复合肥容易在装袋后板结。
技术实现要素:
3.为解决上述问题,本实用新型提出了一种复合肥包装前定温装置,产品温度能够得到很好地控制,现场环境好。
4.本实用新型的复合肥包装前定温装置,是应用在现有的滚筒冷却或流化床冷却末端的保护级冷却,当因为外界或复合肥自身在预定周期内,未达到冷却温度,并进入到本技术的定温装置,其温度超过预设值,从而触发冷却机制,对复合肥进行二次冷却后,通过传送带送入到包装线的料斗;其具体结构如下:包括冷却仓体,所述冷却仓体一侧顶部设置有进料仓道,所述冷却仓体另一侧底部设置有出料仓道,所述进料仓道远离冷却仓体一端设置有进料斗;所述进料仓道和出料仓道内侧分别设置有第一传送带和第二传送带;所述进料仓道内侧顶部固定有非接触式的温度变送器;所述温度变送器接入到控制器;所述冷却仓体内侧设置有由减速电机驱动的旋转轴;所述旋转轴上固定有三网板;相邻所述网板之间间隔120
°
;所述网板两侧设置有围板;当复合肥通过进料斗送入到进料仓道内侧的第一传送带,当温度变送器未检测到超阈值温度,第一传送带将复合肥成品粒子向前输送,并通过第二传送带输出到包装线;输送时,复合肥先送入到相邻两网板和其围板形成的暂存料斗上,并通过控制器内部计时,计时时间到,旋转轴旋转120
°
,其旋转角度通过电机编码器获取,或通过到位检测的接近开关检测,从而将网板上的复合肥颗粒卸入第二传送带;与其间隔的暂存料斗作为接料斗继续接料;所述冷却仓体内侧顶部固定有盘管;所述盘管底部间隔设置有喷头;所述盘管通过风机接入到过滤器;所述第一传送带、第二传送带、网板和喷头之间设置有安全间隙;所述冷却仓体底部设置有抽尘管;所述抽尘管通过阀体并入到布袋除尘器的抽尘管;所述冷却仓体内壁于进料仓道下方设置有接近开关,该接近开关作为网板到位检测开关;所述阀体、接近开关和风机接入到控制器;当温度变送器检测到超阈值温度时,控制器控制输送带停止运行,旋转轴旋转120
°
,输送带被重新触发工作,同时,风机和阀体被触发,风机送入冷风,同时阀体被触发,利用现有的布袋除尘器对冷却仓体进行除尘,风机将冷风送入到盘管,通过盘管上的喷头对复合肥粒子提供冷却流动气体;从而将复合肥冷却,当旋转轴达到旋转时间时,控制器给第一传送带停止信号,同时,进行延时,延时时间到,旋转轴旋转,旋转后,第一传送带继续工作,当第一传送带进料时,如果复合肥粒
子低于超阈值温度,此时,继续进料,直到旋转轴达到旋转时间时,复合肥粒子被送出;送出后,风机停止运行和阀体关闭。
5.进一步地,所述风机和过滤器之间设置有空气冷却器。
6.进一步地,所述空气冷却器包括水塔,所述水塔内布置有盘管,所述盘管两端分别连接风机和过滤器,利用水塔的冷却水对盘管进行冷却,从而对盘管内侧的空气进行冷却。
7.进一步地,所述空气冷却器包括板式换热器,所述板式换热器两换热端分别连接风机和过滤器;所述板式换热器两冷介端通过循环泵与水塔形成闭环,利用板式换热器将空气和冷水进行循环换热,从而使板式换热器换热输出端持续提供低温冷空气。
8.进一步地,所述第一传送带的驱动电机和旋转轴的减速电机通过控制器互锁,当旋转轴旋转时,第一传送带停止工作。
9.进一步地,所述第二传送带上方设置有斜向导料板;所述斜向导料板与网板之间设置有安全间隙,当网板向第二传送带运转时,一部分颗粒通过斜向导料板向第二传送带传输,剩余部分直接落入第二传送带,从而降低复合肥颗粒的排料落差。
10.与现有技术相比,本实用新型的复合肥包装前定温装置,在包装前能够对复合肥温度进行很好地控制,避免因为前端冷却温度过高,导致包装板结现象,产品质量能够得到保证。
附图说明
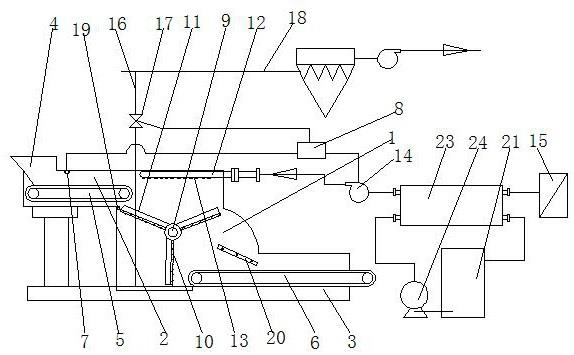
11.图1为本实用新型的实施例1整体结构示意图。
12.图2为本实用新型的实施例2整体结构示意图。
具体实施方式
13.实施例1:
14.如图1所示的复合肥包装前定温装置,是应用在现有的滚筒冷却或流化床冷却末端的保护级冷却,当因为外界或复合肥自身在预定周期内,未达到冷却温度,并进入到本技术的定温装置,其温度超过预设值,从而触发冷却机制,对复合肥进行二次冷却后,通过传送带送入到包装线的料斗;其具体结构如下:包括冷却仓体1,所述冷却仓体1一侧顶部设置有进料仓道2,所述冷却仓体1另一侧底部设置有出料仓道3,所述进料仓道2远离冷却仓体1一端设置有进料斗4;所述进料仓道2和出料仓道3内侧分别设置有第一传送带5和第二传送带6;所述进料仓道2内侧顶部固定有非接触式的温度变送器7;所述温度变送器7接入到控制器8;所述冷却仓体1内侧设置有由减速电机驱动的旋转轴9;所述旋转轴9上固定有三网板10;相邻所述网板10之间间隔120
°
;所述网板10两侧设置有围板11;当复合肥通过进料斗送入到进料仓道内侧的第一传送带,而温度变送器未检测到超阈值温度,第一传送带将复合肥成品粒子向前输送,并通过第二传送带输出到包装线;输送时,复合肥先送入到相邻两网板和其围板形成的暂存料斗上,并通过控制器内部计时,计时时间到,旋转轴旋转120
°
,其旋转角度通过电机编码器获取,或通过到位检测的接近开关检测,从而将网板上的复合肥颗粒卸入第二传送带;与其间隔的暂存料斗作为接料斗继续接料;所述冷却仓体1内侧顶部固定有盘管12;所述盘管12底部间隔设置有喷头13;所述盘管12通过风机14接入到过滤器15;所述第一传送带5、第二传送带6、网板10和喷头13之间设置有安全间隙;所述冷却仓
体1底部设置有抽尘管16;所述抽尘管16通过阀体17并入到布袋除尘器的抽尘管18;所述冷却仓体1内壁于进料仓道2下方设置有接近开关19,该接近开关作为网板到位检测开关;所述阀体17、接近开关19和风机14接入到控制器8;当温度变送器检测到超阈值温度时,控制器控制输送带停止运行,旋转轴旋转120
°
,输送带被重新触发工作,同时,风机和阀体被触发,风机送入冷风,同时阀体被触发,利用现有的布袋除尘器对冷却仓体进行除尘,风机将冷风送入到盘管,通过盘管上的喷头对复合肥粒子提供冷却流动气体;从而将复合肥冷却,当旋转轴达到旋转时间时,控制器给第一传送带停止信号,同时,进行延时,延时时间到,旋转轴旋转,旋转后,第一传送带继续工作,当第一传送带进料时,如果复合肥粒子低于超阈值温度,此时,继续进料,直到旋转轴达到旋转时间时,复合肥粒子被送出;送出后,风机停止运行和阀体关闭。
15.其中,所述第一传送带5的驱动电机和旋转轴9的减速电机通过控制器互锁,当旋转轴旋转时,第一传送带停止工作。所述第二传送带6上方设置有斜向导料板20;所述斜向导料板20与网板10之间设置有安全间隙,当网板向第二传送带运转时,一部分颗粒通过斜向导料板向第二传送带传输,剩余部分直接落入第二传送带,从而降低复合肥颗粒的排料落差。
16.其中,所述风机14和过滤器15之间设置有空气冷却器。所述空气冷却器包括水塔21,所述水塔21内布置有盘管22,所述盘22管两端分别连接风机14和过滤器15,利用水塔的冷却水对盘管进行冷却,从而对盘管内侧的空气进行冷却。
17.实施例2:
18.如图2所示的复合肥包装前定温装置,所述空气冷却器包括板式换热器23,所述板式换热器23两换热端分别连接风机14和过滤器15;所述板式换热器23两冷介端通过循环泵24与水塔21形成闭环,利用板式换热器将空气和冷水进行循环换热,从而使板式换热器换热输出端持续提供低温冷空气。
19.上述实施例,仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。