1.本实用新型涉及钢包烘烤领域,具体的涉及一种烘烤器用可调节烧嘴。
背景技术:
2.钢包烘烤器是指钢包在新砌后和盛装钢水前一般都需要烘烤,烘烤充分干燥并达到一定温度后才能使用,用来烘烤钢包的装置,又称烘烤器。
3.现有的烘烤器是通过调整燃气管路的手动蝶阀开度调整燃气进气量,从而调整火焰大小来控制钢包烘烤的温度,因手动蝶阀开度每次调整幅度为固定值,且幅度较大,导致火焰大小的调整精度不高,烘烤温度的调整幅度较大,当气源压力波动时,火焰大小随着波动,烘烤质量易受气源压力波动的影响。
技术实现要素:
4.针对现有技术中钢包烘烤器由于火焰仅通过燃气管路的手动蝶阀来调整火焰大小导致火焰调整精度低的技术问题,本实用新型提供一种烘烤器用可调节烧嘴,对烘烤器火焰精准调整。
5.本实用新型为解决上述技术问题所采用的技术方案为一种烘烤器用可调节烧嘴,包括烧嘴壳体以及位于烧嘴壳体上的燃气进气管,所述烧嘴壳体内套装有调节螺杆,调节螺杆通过螺母固定在烧嘴壳体上,调节螺杆底端设置有调节锥,调节锥上设置有导流板,导流板及调节锥和烧嘴壳体内壁之间形成气流通道,燃气自燃气进气管进入经所述气流通道流出。
6.本实用新型的一种优选实施方式为所述烧嘴壳体部分套装在燃烧管内,所述气流通道所在的燃烧管上开设有空气进气孔,空气进气孔下方的燃烧管上设置有电子点火器。
7.本实用新型的另一种优选实施方式为所述空气进气孔的数量采用若干个,若干个空气进气孔沿燃烧管外径均匀分布。
8.本实用新型的另一种优选实施方式为所述空气进气孔的数量采用4个。
9.本实用新型的另一种优选实施方式为所述调节螺杆上部设置有第一锁紧螺母和第二锁紧螺母,第一锁紧螺母位于烧嘴壳体上方,第二锁紧螺母位于烧嘴壳体下方,调节螺杆顶端设置有把手,调节螺杆底端安装有调节锥。
10.本实用新型的另一种优选实施方式为所述调节锥采用下端开口的锥形桶状结构,调节螺杆下部设置有第三锁紧螺母和第四锁紧螺母,第三锁紧螺母和第四锁紧螺母分别位于调节锥外侧和内侧,调节锥通过第三锁紧螺母及第四锁紧螺母与调节螺杆相连接。
11.本实用新型的另一种优选实施方式为所述调节锥采用圆台形结构,调节锥和调节螺杆采用一体成型结构。
12.本实用新型的另一种优选实施方式所述调节锥外壁上固定安装有若干个导流板,若干个导流板沿调节锥外壁均匀分布,导流板采用梯形板状结构。
13.本实用新型的一种优选实施方式为所述导流板的数量采用4个。
14.本实用新型的一种优选实施方式为一种烘烤器,包含所述烘烤器用可调节烧嘴,所述可调节烧嘴安装在包盖上,包盖顶端设置有空气管道和燃气管道,空气管道和空气进气孔相连通,燃气管道和燃气进气管相连通。
15.本实用新型的使用方法:使用时,燃气进气管和煤气管相连通,松开第一锁紧螺母和第二锁紧螺母,旋转把手调整调节锥和烧嘴壳体内壁之间的间隙,间隙调整到位后拧紧第一锁紧螺母和第二锁紧螺母,开启煤气管进气阀,通过电子点火器点火,烘烤器开始工作。
16.与现有技术相比,本实用新型具有如下有益效果:
17.1、本实用新型采用一种烘烤器用可调节烧嘴,通过在烧嘴上设置烧嘴火焰调整装置,通过调节螺杆及第一锁紧螺母和第二锁紧螺母调整调节锥和烧嘴壳体内壁之间的间隙,间隙的调整精度可达到1mm,进而调整燃气进气量,便于调控燃烧火焰的大小,调整精度比较高;当气源燃气压力增大时,可将锥体与缩颈喷口的间隙减小,气源燃气压力减小时,可将其间隙调大,充分适应气源压力的波动;导流板及调节锥和烧嘴壳体内壁之间形成气流通道,位于调节锥上的导流板对燃气进行分流,分流后的燃气沿气流通道流入燃烧管内,该分流结构保证了烧嘴壳体燃气的稳定性,从而确保烧嘴壳体燃气和燃烧管内的空气混合后沿钢包内壁方向喷出火焰的稳定性,确保钢包烘烤区域的均衡稳定,防止钢包烘烤温度不均匀的技术问题。
18.2、本实用新型所述导流板安装在调节锥上,防止调节锥在高压燃气的冲击下变形,从而保证调节锥和烧嘴壳体内部之间间隙的一致性,利于后续烘烤器燃烧火焰的一致性,从而保证的钢包内部烘烤的均衡性。
附图说明
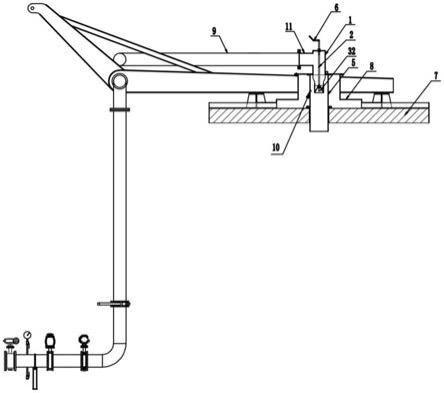
19.图1为本实用新型烘烤器及可调节烧嘴的结构示意图;
20.图2为可调节烧嘴一种优选实施例的示意图;
21.图3为可调节烧嘴另一种优选实施例的示意图;
22.图4为本实用新型的调节锥的示意图;
23.附图标记:1、烧嘴壳体,11、燃气进气管,2、调节螺杆,21、第一锁紧螺母,22、第二锁紧螺母,23、第三锁紧螺母,24、第四锁紧螺母,32、调节锥,4、导流板,5、燃烧管,51、空气进气孔,6、把手,7、包盖,8、空气管道,9、燃气管道,10、电子点火器。
具体实施方式
24.下面结合具体实施例对本实用新型的技术方案做进一步的阐述和说明,在本实用新型以下各实施例中未做明确说明的部分均为现有技术,比如包盖属于本领域的公知常识。
25.实施例1
26.如图1、2和3所示,包括烧嘴壳体1以及位于烧嘴壳体1上的燃气进气管11,所述烧嘴壳体1内套装有调节螺杆2,调节螺杆2通过螺母固定在烧嘴壳体1上,调节螺杆2底端设置有调节锥3,调节锥3上设置有导流板4,导流板4及调节锥3和烧嘴壳体1内壁之间形成气流通道,燃气自燃气进气管11进入经所述气流通道流出。
27.在本实施例中,通过调节螺杆2及第一锁紧螺母21和第二锁紧螺母22调整调节锥3和烧嘴壳体1内壁之间的间隙,导流板4及调节锥3和烧嘴壳体1内壁之间形成气流通道,位于调节锥3上的导流板4对燃气进行分流,分流后的燃气沿气流通道流入燃烧管5内,该分流结构保证了烧嘴壳体1内燃气的稳定性,从而确保烧嘴壳体1燃气和燃烧管5内的空气混合后沿钢内壁方向喷出的稳定性,确保钢包烘烤区域的均衡稳定,防止出现钢包内部烘烤温度不均匀的技术问题。
28.实施例2
29.本实施例是在实施例1的基础上所做的一种改进方案,其主体结构与实施例1相同,改进点在于:如图1所示,所述烧嘴壳体1部分套装在燃烧管5内,所述气流通道所在的燃烧管5上开设有空气进气孔51,空气进气孔51下方的燃烧管5上设置有电子点火器10。
30.在本实施例中,采用电子点火器10保证了点火的安全性。
31.实施例3
32.本实施例是在实施例2的基础上所做的一种改进方案,其主体结构与实施例1相同,改进点在于:如图1所示,所述空气进气孔51的数量采用4个,4个空气进气孔51沿燃烧管5外径均匀分布。
33.在本实施例中,采用4个空气进气孔51沿燃烧管5外径均匀分布的结构,确保空气和燃气混合的均匀性。
34.实施例4
35.本实施例是在实施例1的基础上所做的一种改进方案,其主体结构与实施例1相同,改进点在于:如图1和2所示,所述调节螺杆2上部设置有第一锁紧螺母21和第二锁紧螺母22,第一锁紧螺母21位于烧嘴壳体1上方,第二锁紧螺母22位于烧嘴壳体1下方,调节螺杆2顶端设置有把手6,调节螺杆2底端安装有调节锥3。
36.在本实施例中,调节螺杆2通过第一锁紧螺母21和第二锁紧螺母22固定安装在烧嘴壳体1上。
37.实施例5
38.本实施例是在实施例1的基础上所做的一种改进方案,其主体结构与实施例1相同,改进点在于:如图1、2和4所示,所述调节锥3采用下端开口的锥形桶状结构,调节螺杆2下部设置有第三锁紧螺母23和第四锁紧螺母24,第三锁紧螺母23和第四锁紧螺母24分别位于调节锥3外侧和内侧,调节锥3通过第三锁紧螺母23及第四锁紧螺母24与调节螺杆2相连接。
39.在本实施例中,调节锥3采用下端开口的锥形桶状结构,并通过第三锁紧螺母23和第四锁紧螺母24固定安装在调节螺杆2上。
40.实施例6
41.本实施例是在实施例5的基础上所做的一种改进方案,其主体结构与实施例5相同,改进点在于:如图1、3和4所示,所述调节锥3采用圆台形结构,调节锥3和调节螺杆2采用一体成型结构。
42.在本实施例中,调节锥3采用和调节螺杆2采用一体成型结构。
43.实施例7
44.本实施例是在实施例1的基础上所做的一种改进方案,其主体结构与实施例6相
同,改进点在于:如图1、2、3和4所示,所述调节锥3外壁上固定安装有若干个导流板4,4个导流板4沿调节锥3外壁均匀分布,导流板4采用梯形板状结构。
45.实施例8
46.本实施例是在1-7任一实施例的基础上所做的一种改进方案,其主体结构与实施例6相同,改进点在于:如图1、2、3和4所示,一种烘烤器,包含所述烧嘴火焰调整装置,所述烧嘴火焰调整装置安装在包盖7上,包盖7顶端设置有空气管道8和燃气管道9,空气管道8和空气进气孔51相连通,燃气管道9和燃气进气管11相连通。