1.本实用新型涉及一种安全防护装置,尤其涉及一种新能源汽车电池包防撞击测试起火用的安全防护装置。
背景技术:
2.在全球能源局势越来越紧张,而各国汽车保有量又持续飙升的大背景下,新能源汽车被推到了风口浪尖上,新能源汽车的一个关键技术就在于动力电池;目前的纯电汽车的电池包布置在车身下部,电池壳体凸出且为车辆底部最低点,当车辆行驶过程发生与地面刮碰、撞击等情况时,可能造成电池包损坏,严重时可导致动力电池起火、爆炸等安全事故,所以电池包在装配到电动汽车前,需要对电池包的防撞性进行测试。
3.但是,现有的汽车电池包撞击测试后,安全防护方面比较薄弱,甚至一些特殊起火的时候无法在第一时间处理,从而给电池包的实际生产带来诸多不便。
技术实现要素:
4.本实用新型目的是为了克服现有技术的不足而提供一种新能汽车对撞击后电池包进行起火的预处理,确保电池起火后可以第一时间进行处理,保障生产安全的新能源汽车电池包防撞击测试用起火安全防护装置。
5.为达到上述目的,本实用新型采用的技术方案是:一种新能源汽车电池包防撞击测试起火用的安全防护装置,包括:
6.电池包固定支架,所述电池包固定支架用于固定电池包;
7.撞击平台,所述撞击平台设于所述电池包固定支架下方,且,所述撞击平台可滑动的设置在撞击测试轨道上,所述撞击平台内具有电池包夹紧组件以及电池包顶升组件;
8.追踪移栽平台,所述追踪移栽平台上具有可滑动的剪叉式顶升机构,所述剪叉式顶升机构的顶部设有第一滚筒移栽组件和电池包拉动机构;其中,所述电池包夹紧组件将电池包固定支架夹紧,然后电池包通过撞击测试后,然后电池包夹紧组件松开,所述电池包顶升组件将电池包顶升脱离电池包固定支架,电池包拉动机构将电池包送入第一滚筒移栽组件内;
9.灭火组件,所述灭火组件包括灭火架,所述灭火架的底部设有水箱,所述水箱的上方设有可上下升降的第二滚筒移栽组件;其中,当所述剪叉式顶升机构将所述第一滚筒移栽组件顶升到一定位置时,所述第一滚筒移栽组件与所述第二滚筒移栽组件的高度对齐。
10.进一步的,所述电池包夹紧组件包括设置在所述撞击平台四角的四个夹紧机构,所述夹紧机构包括一倾斜设置的夹紧电缸;所述夹紧电缸的活塞杆上设有活动连接的第二摆臂;所述第二摆臂一端与位于撞击平台底部的第一旋转基座可转动相连,另一端上设有活动连接的第一摆臂;所述第一摆臂上设有活动连接的夹紧块,且所述夹紧块可转动的设置在第一旋转基座上。
11.进一步的,所述电池包顶升组件包括设置在所述撞击平台内的多个顶升电机;所
述顶升电机驱动蜗轮蜗杆升降丝杆进行上下升降,在所述蜗轮蜗杆升降丝杆上设有滚珠滑动机构。
12.进一步的,所述追踪移栽平台包括平台底座,所述平台底座的前端设有激光位移传感器,用于检测撞击平台内电池包的位置;所述平台底座上设有通过滑动组件可横向移动的追踪板;其中,所述滑动组件包括移栽电机;所述移栽电机通过齿轮带动齿条转动;所述齿条设于所述追踪板的底部,且所述追踪板通过多个追踪滑轨可滑动的设于所述平台底座上;所述剪叉式顶升机构设置在所述追踪板上。
13.进一步的,所述剪叉式顶升机构包括剪叉电机,所述剪叉电机驱动对称设置的两个滚珠丝杆同步动作,两个所述滚珠丝杆分别驱动两个推动块在对应的两个推动滑轨上进行滑动,在所述推动块上设有活动连接的剪叉悬臂,所述剪叉悬臂上设有承载架,所述第一滚筒移栽组件设置在所述承载架上。
14.进一步的,所述第一滚筒移栽组件包括相对设置的多个辅助滚筒以及多个主动滚筒,多个所述主动滚筒通过动力机构驱动转动;其中,所述动力机构包括滚筒驱动电机,所述滚筒驱动电机带动滚筒齿轮传动,滚筒齿轮带动传动轴转动;所述传动轴带动两个链条传动;两个所述链条设置在两个相邻设置的主动滚筒上,所述主动滚筒之间通过链条传动相连。
15.进一步的,电池包拉动机构包括对称设置的两个拉动组件,且两个所述拉动组件设于所述第一滚筒移栽组件的两侧;所述拉动组件包括移栽气缸,所述移栽气缸推动锁止气缸在第一滑轨上进行竖向滑动;所述锁止气缸推动锁钩在第二滑轨上进行横向滑动;所述第二滑轨设置在所述第一滑轨上。
16.进一步的,还包括控制本装置的plc控制系统。
17.进一步的,在所述灭火架的顶部还设有烟雾排气罩。
18.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
19.本实用新型方案的能源汽车电池包防撞击测试用起火安全防护装置,整体结构紧凑,布局合理,可以自动实现对电池包的夹紧后进行防撞性能测试,并能将测试后的电池包自动送入第二滚筒移栽组件上,根据是否起火,选择性的将电池包送入水箱内进行灭火,从而能在电池包起火后第一时间对其进行防火处理,保证了生产的安全,具有较高的实用性。
附图说明
20.下面结合附图对本实用新型技术方案作进一步说明:
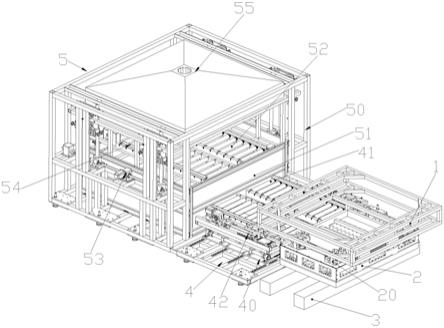
21.附图1为本实用新型的结构示意图;
22.附图2为撞击平台的主视图;
23.附图3为撞击平台的俯视图;
24.附图4为追踪移栽平台的立体结构示意图;
25.附图5为第一滚筒移栽组件的结构示意图;
26.附图6为附图5中a部的放大图;
27.附图7为剪叉式顶升机构的主视图;
28.附图8为电池包拉动机构的结构示意图;
29.其中:电池包固定支架1、撞击平台2、撞击测试轨道3、追踪移栽平台4、灭火组件5、
电池包夹紧组件20、电池包顶升组件21、剪叉式顶升机构40、第一滚筒移栽组件41、电池包拉动机构42、平台底座43、追踪板44、移栽电机45、齿轮46、齿条47、追踪滑轨48、灭火架50、水箱51、第二滚筒移栽组件52、升降组件53、限位板54、烟雾排气罩55、夹紧电缸201、第二摆臂202、第一旋转基座203、第一摆臂204、夹紧块205、第一旋转基座206、顶升电机210、蜗轮蜗杆升降丝杆211、滚珠滑动机构212、剪叉电机400、滚珠丝杆401、推动块402、推动滑轨403、剪叉悬臂404、承载架405、辅助滚筒410、主动滚筒411、滚筒驱动电机412、滚筒齿轮413、传动轴414、链条415、移栽气缸420、锁止气缸421、第一滑轨422、锁钩423、第二滑轨424。
具体实施方式
30.下面结合附图及具体实施例对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,而不构成对本实用新型的限制。
31.本实用新型的一种新能源汽车电池包防撞击测试用起火安全防护装置的设计原理如下:将电池包通过电池包夹紧组件20固定在撞击平台2后,撞击平台2在撞击测试轨道3上进行撞击测试当测试完成后,利用激光位移传感器将追踪移栽平台4移动到电池包处;若电池包发生起火,电池包拉动机构将电池包推入到第一滚筒移栽组件处,电池包再由第一滚筒移栽组件处送至第二滚筒移栽组件,最后通过升降机构将起火的电池包送至水箱内,从而实现对电池包起火的第一时间处理,保障了生产的安全进行。
32.请参阅附图1
‑
8,本实用新型一实施例所述的一种新能源汽车电池包防撞击测试用起火安全防护装置,包括电池包固定支架1、撞击平台2、撞击测试轨道3、追踪移栽平台4和灭火组件5;具体的,所述电池包固定支架1为一长方形的框体结构,所述电池包固定支架1用于固定各式各样的电池包。
33.所述撞击平台2设于所述电池包固定支架1的下方,所述撞击平台2可滑动的设置在撞击测试轨道3上,这样撞击平台2可在撞击测试轨道3上进行电池包的防撞击测试。
34.其中,所述撞击平台2内具有电池包夹紧组件20以及电池包顶升组件21,所述电池包夹紧组件20包括设置在所述撞击平台四角2的四个夹紧机构,所述夹紧机构包括一倾斜设置的夹紧电缸201;所述夹紧电缸201的活塞杆上设有活动连接的竖向设置的第二摆臂202;所述第二摆臂202一端与位于撞击平台2底部的第一旋转基座203可转动相连,另一端上设有活动连接的第一摆臂204;所述第一摆臂204上设有活动连接的夹紧块205,且所述夹紧块205可转动的设置在第一旋转基座206上,所述第一旋转基座206设置在撞击平台的上部。
35.工作时,夹紧电缸201推动第二摆臂202在第一旋转基座203上进行转动,从而带动第一摆臂204进行摆动,第一摆臂204带动夹紧块205在第一旋转基座206形成夹角,用以夹紧电池包固定支架,从而实现对电池包固定支架1四角的夹紧,便于对电池包进行防撞击测试。
36.所述电池包顶升组件21包括设置在所述撞击平台内的四个顶升电机210,四个所述顶升电机210设置在由四个夹紧机构围成的工件内;所述顶升电机210驱动蜗轮蜗杆升降丝杆211工作,所述蜗轮蜗杆升降丝杆211带动位于其上方的滚珠滑动机构212做上下移动,所述滚珠滑动机构212由呈网状分布的可滚动的滚珠构成。
37.工作时,四个顶升电机210同步工作,同步带动四组涡轮蜗杆升降丝杆211工作,带动四个滚珠滑动机构212进行顶升,使撞击完成后的电池包脱离电池包固定支架1,并使滚珠滑动机构212中的滚珠与追踪移栽平台4相齐平,从而方便追踪移栽平台4移栽电池包。
38.所述追踪移栽平台4包括平台底座43,所述平台底座43的前端设有激光位移传感器(图中未示出),激光位移传感器用于检测撞击平台2内电池包的位置;所述平台底座43上设有通过滑动组件可横向移动的追踪板44;所述滑动组件包括移栽电机45;所述移栽电机45通过齿轮46带动齿条47转动;所述齿条47设于所述追踪板44的底部,且所述追踪板41通过四个追踪滑轨48可滑动的设于所述平台底座上;所述剪叉式顶升机构40设置在所述追踪板44上。
39.工作时,当激光位移传感器检测到撞击平台2内电池包的位置时,激光位移传感器发送信号给plc控制系统,plc控制系统控制移栽电机45通过齿轮46带动齿条47转动,齿条带动追踪板44在四个追踪滑轨48上进行横向滑动至电池包的对接位置。
40.另外,所述追踪移栽平台4上具有可滑动的剪叉式顶升机构40,所述剪叉式顶升机构40包括剪叉电机400,所述剪叉电机400驱动对称设置的两个滚珠丝杆401同步动作,两个所述滚珠丝杆401分别驱动两个推动块402在对应的两个推动滑轨403上进行滑动,在所述推动块402上设有活动连接的剪叉悬臂404,所述剪叉悬臂404上设有承载架405,所述第一滚筒移栽组件41设置在所述承载架405上。
41.工作时,剪叉电机400工作,剪叉电机400带动两个滚珠丝杆401同步工作,两个滚珠丝杆带动两个推动块402在推动滑轨403上进行左右移动,通过推动块402的左右移动实现剪叉悬臂404的摆动,从而实现剪叉悬臂404对承载架405的顶升操作。
42.同时,所述剪叉式顶升机构40的顶部设有第一滚筒移栽组件41和电池包拉动机构42;所述第一滚筒移栽组件41包括相对设置的多个平行设置的辅助滚筒410以及多个平行设置的主动滚筒411,多个所述主动滚筒通过动力机构驱动转动;其中,所述动力机构包括滚筒驱动电机412,所述滚筒驱动电机412带动滚筒齿轮413传动,滚筒齿轮413带动传动轴414转动;所述传动轴带动两个链条415传动;两个所述链条设置在两个相邻设置的主动滚筒上,所述主动滚筒之间通过链条传动相连。
43.工作时,滚筒驱动电机412带动滚筒齿轮413传动,滚筒齿轮41带动传动轴转动,传动轴带动两个链条传动,链条带动多个主动滚筒411之间同步滚动,从而实现对电池包的传动。
44.所述电池包拉动机构42包括对称设置的两个拉动组件,且两个所述拉动组件设于所述第一滚筒移栽组件41的两侧;所述拉动组件包括移栽气缸420,所述移栽气缸推动锁止气缸421在第一滑轨422上进行竖向滑动;所述锁止气缸421推动锁钩423在第二滑轨424上进行横向滑动;所述第二滑轨424设置在所述第一滑轨422上。
45.工作时,移栽气缸420通过第一滑轨422推动锁止气缸421进行竖向移动,到位后锁止气缸421工作,锁止气缸421推动锁钩横向运动,从而利用两个锁钩钩动电池包,移栽气缸420回到原来的位置,将电池包拉动至第一滚筒移栽组件41上。
46.其中,所述第一滚筒移栽组件41和第二滚筒移栽组件52的结构相同。
47.所述灭火组件5包括灭火架50,所述灭火架的底部设有水箱51,所述水箱51的上方设有通过升级组件53可上下升降的第二滚筒移栽组件52;所述第二滚筒移栽组件52的两侧
设有用于限位电池包的限位板54;所述剪叉式顶升机构将第一滚筒移栽组件顶升到一定位置时,所述第一滚筒移栽组件与所述第二滚筒移栽组件的高度对齐;另外在灭火50的顶部设有防雾防护罩55。
48.作为进一步的优选实施例,还包括控制本装置的plc控制系统。
49.工作流程:
50.1.将电池包固定在电池包固定支架上,由操作人员通过吊车等方式,放置在电池包夹紧装置上,人员操作按钮通过电池包夹紧装置将电池包固定支架和撞击平台固定,然后撞击平台撞击测试轨道对电池包进行防撞性能测试;具体爱说是以设定的速度进行撞击,来模拟汽车事故时电池包的状态变化。
51.2.当电池包撞击测试完毕,激光位移传感器检测出撞击平台的停止位置,并通过数据计算传达给plc控制系统,plc控制系统传达给追踪移栽平台,移栽平台移动至指定位置,做好接应准备。
52.3.电池包夹紧装置松开夹持,撞击平台内置的电池包顶升组件将电池包顶起,电池包顶升组件的顶部分布有4组滚珠滑动机构,配合电池包拉动机构,将电池包整个拉至追踪移栽平台的第一滚筒移栽组件上,追踪移栽平台上的剪叉式顶升机构将电池包整个顶起,第一滚筒移栽组件高度跟第二滚筒移栽组件一致时,第一滚筒移栽组件将电池包送至第二滚筒移栽组件上,等待观察。
53.4.如果电池包起火,电池包自动下降到水箱内,对电池包进行第一时间的灭火冷却处理。
54.本实用新型的新能源汽车电池包防撞击测试用起火安全防护装置,整体结构紧凑,布局合理,可以自动实现对电池包的夹紧后进行防撞性能测试,并能将测试后的电池包自动送入第二滚筒移栽组件上,根据是否起火,选择性的将电池包送入水箱内进行灭火,从而能在电池包起火后第一时间对其进行防火处理,保证了生产的安全,具有较高的实用性。
55.以上仅是本实用新型的具体应用范例,对本实用新型的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本实用新型权利保护范围之内。