1.本实用新型涉及换卷机技术领域,尤其涉及一种塑料薄膜自动换卷机。
背景技术:
2.现有技术中,换卷机都需要人工手动操作,在纸管上贴附胶带的方式进行换卷操作,然而此种方式导致加工效率极低,严重的降低了生产效率,使生产成本较高。
技术实现要素:
3.本实用新型所要解决的问题是如何实现塑料薄膜的自动换卷的问题。
4.为解决上述技术问题,本实用新型提供了一种塑料薄膜自动换卷机,包括对称设置的侧板,侧板的一侧上部设置有链接板,链接板顶部设置有送料杆,链接板底部设置有刨刀杆,所述侧板之间设置有展平辊,其特征在于:所述侧板之间从后到前依次设置有割刀组件、压臂组件、备料组件、次轮组件、压卷组件和卷臂组件;所述传动辊筒转轴连接于侧板内部居中位置;所述备料组件包括纸辊和套筒;所述套筒通过螺栓固定于侧板内壁,所述纸辊置于套筒上部,所述压卷组件包括第三气缸和压臂;所述第三气缸通过螺栓固定于侧板外壁上,所述压臂转轴连接于侧板外壁上,所述第三气缸与压臂连接,所述卷臂组件包括第四气缸和卷臂;所述第四气缸通过螺栓固定于侧板内壁上,所述卷臂转轴连接于侧板内壁上,所述第四气缸与卷臂连接。
5.所述割刀组件包括第一气缸、割刀臂、割刀杆、无杆气缸、双联气缸和刀片;所述第一气缸通过螺栓固定于侧板内壁,所述割刀臂转轴连接于侧板内壁,所述第一气缸与割刀臂连接,所述割刀杆转轴连接于割刀臂之间,所述无杆气缸螺栓连接于割刀臂一端,所述双联气缸螺栓连接于割刀臂外侧,所述刀片设置于于无杆气缸一端。
6.所述压臂组件包括第二气缸、胶辊压臂和小胶辊;所述第二气缸通过螺栓固定于侧板内壁,所述胶辊压臂转轴连接于侧板内部,所述第二气缸与胶辊压臂连接,所述小胶辊转轴连接于胶辊压臂之间。
7.所述次轮组件包括次轮板、l形卡块、棘齿、弧形连杆、第一辊轴、第二辊轴和第三辊轴;所述次轮板销接于传动辊筒两侧,所述l形卡块固定于次轮板内壁顶端,所述弧形连杆转轴连接于次轮板内壁顶端,所述棘齿转轴连接于次轮板内壁并分别与l形卡块和弧形连杆卡接,所述第一辊轴和第二辊轴转动连接于次轮板下部顶端,所述第三辊轴销接于弧形连杆一端。
8.所述次轮组件包括次轮板、l形卡块、棘齿、弧形连杆、第一辊轴、第二辊轴和气管;所述次轮板销接于传动辊筒两侧,所述l形卡块固定于次轮板内壁顶端,所述弧形连杆转轴连接于次轮板内壁顶端,所述棘齿转轴连接于次轮板内壁并分别与l形卡块和弧形连杆卡接,所述第一辊轴和第二辊轴转动连接于次轮板下部顶端,所述气管销接于弧形连杆一端。
9.所述次轮组件包括第五气缸、第六气缸、大弧形连杆、小弧形连杆、第一辊轴、第二辊轴和连接管;所述第五气缸通过螺栓固定于侧板内壁上,所述大弧形连杆转轴连接于侧
板内壁上并与第五气缸连接,所述第六气缸转轴连接于大弧形连杆上部,所述小弧形连杆转轴连接于大弧形连杆一端并与第六气缸连接,所述第一辊轴和第二辊轴对称转轴连接于小弧形连杆上部,所述连接管固定于小弧形连杆之间。
10.所述次轮组件包括第五气缸、第六气缸、大弧形连杆、小弧形连杆、第一辊轴、气管和连接管;所述第五气缸通过螺栓固定于侧板内壁上,所述大弧形连杆转轴连接于侧板内壁上并与第五气缸连接,所述第六气缸转轴连接于大弧形连杆上部,所述小弧形连杆转轴连接于大弧形连杆一端并与第六气缸连接,所述第一辊轴转轴连接于小弧形连杆上部一端,所述气管连接于小弧形连杆上部另一端,所述连接管固定于小弧形连杆之间。
11.所述次轮组件包括电机、第五气缸、第六气缸、大弧形连杆、小弧形连杆、第一辊轴、连接管、直连杆和第二辊轴;所述电机通过螺栓固定于侧板外壁上,所述第五气缸通过螺栓固定于侧板内壁上,所述大弧形连杆转轴连接于电机输出轴上,所述第六气缸转轴连接于大弧形连杆上部,所述小弧形连杆转轴连接于大弧形连杆一端并与第六气缸连接,所述第一辊轴转轴连接于小弧形连杆上部一端,所述连接管固定于小弧形连杆之间,所述直连杆转轴连接于大弧形连杆内壁上并与第五气缸连接,所述第二辊轴转轴连接于直连杆一端。
12.所述次轮组件包括次轮板、第五气缸、弧形连杆、第一辊轴、第二辊轴和第三辊轴;所述次轮板销接于传动辊筒两侧,所述第五气缸固定于次轮板内壁顶端,所述弧形连杆转轴连接于次轮板内壁顶端,所述第一辊轴和第二辊轴转动连接于次轮板下部顶端,所述第三辊轴销接于弧形连杆一端。
13.所述次轮组件包括次轮板、第五气缸、弧形连杆、第一辊轴、第二辊轴和气管;所述次轮板销接于传动辊筒两侧,所述第五气缸固定于次轮板内壁顶端,所述弧形连杆转轴连接于次轮板内壁顶端,所述第一辊轴和第二辊轴转动连接于次轮板下部顶端,所述气管销接于弧形连杆一端。
14.由于本实用新型在在换卷机中加入了次轮组件,因此次轮组件能够自动裁切塑料薄膜,并将薄膜缠绕于新的纸管上部,从而实现了塑料薄膜的自动换卷。
附图说明
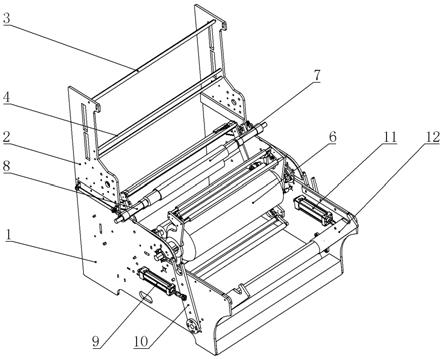
15.图1为一种塑料薄膜自动换卷机的整体结构示意图。
16.图2为一种塑料薄膜自动换卷机的部分结构示意图。
17.图3为一种塑料薄膜自动换卷机的整体结构剖面图。
18.图4为一种塑料薄膜自动换卷机的次轮组件样式1示意图。
19.图5为一种塑料薄膜自动换卷机的次轮组件样式2示意图。
20.图6为一种塑料薄膜自动换卷机的次轮组件样式3示意图。
21.图7为一种塑料薄膜自动换卷机的次轮组件样式4示意图。
22.图8为一种塑料薄膜自动换卷机的次轮组件样式5示意图。
23.图中:1、侧板;2、链接板;3、送料杆;4、刨刀杆;5、展平辊;6、传动辊筒;7、纸辊;8、套筒;9、第三气缸;10、压臂;11、第四气缸;12、卷臂;13、第一气缸;14、割刀臂;15、割刀杆;16、无杆气缸;17、双联气缸;18、刀片;19、第二气缸;20、胶辊压臂;21、小胶辊;22、次轮板;23、l形卡块;24、棘齿;25、弧形连杆;26、第一辊轴;27、第二辊轴;28、第三辊轴;29、气管;
30、第五气缸;31、第六气缸;32、大弧形连杆;33、小弧形连杆;34、连接管;35、电机;36、直连杆。
具体实施方式
24.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
25.具体实施方式:结合图1-8所示,包括对称设置的侧板1,侧板1的一侧上部设置有链接板2,链接板2顶部设置有送料杆3,链接板2底部设置有刨刀杆4,所述侧板1之间设置有展平辊5,其特征在于:所述侧板1之间从后到前依次设置有割刀组件、压臂组件、备料组件、转盘组件、压卷组件和卷臂组件;所述传动辊筒6转轴连接于侧板1内部居中位置;所述备料组件包括纸辊7和套筒8;所述套筒8通过螺栓固定于侧板1内壁,所述纸辊7置于套筒8上部,所述压卷组件包括第三气缸9和压臂10;所述第三气缸9通过螺栓固定于侧板1外壁上,所述压臂10转轴连接于侧板1外壁上,所述第三气缸9与压臂10连接,所述卷臂组件包括第四气缸11和卷臂12;所述第四气缸11通过螺栓固定于侧板1内壁上,所述卷臂12转轴连接于侧板1内壁上,所述第四气缸11与卷臂12连接;所述割刀组件包括第一气缸13、割刀臂14、割刀杆15、无杆气缸16、双联气缸17和刀片18;所述第一气缸13通过螺栓固定于侧板1内壁,所述割刀臂14转轴连接于侧板1内壁,所述第一气缸13与割刀臂14连接,所述割刀杆15转轴连接于割刀臂14之间,所述无杆气缸16螺栓连接于割刀臂14一端,所述双联气缸17螺栓连接于割刀臂14外侧,所述刀片18设置于于无杆气缸16一端;所述压臂组件包括第二气缸19、胶辊压臂20和小胶辊21;所述第二气缸19通过螺栓固定于侧板1内壁,所述胶辊压臂20转轴连接于侧板1内部,所述第二气缸19与胶辊压臂20连接,所述小胶辊21转轴连接于胶辊压臂20之间;所述次轮组件包括次轮板22、l形卡块23、棘齿24、弧形连杆25、第一辊轴26、第二辊轴27和第三辊轴28;所述次轮板22销接于传动辊筒6两侧,所述l形卡块23固定于次轮板22内壁顶端,所述弧形连杆25转轴连接于次轮板22内壁顶端,所述棘齿24转轴连接于次轮板22内壁并分别与l形卡块23和弧形连杆25卡接,所述第一辊轴26和第二辊轴27转动连接于次轮板22下部顶端,所述第三辊轴28销接于弧形连杆25一端;所述次轮组件包括次轮板22、l形卡块23、棘齿24、弧形连杆25、第一辊轴26、第二辊轴27和气管29;所述次轮板22销接于传动辊筒6两侧,所述l形卡块23固定于次轮板22内壁顶端,所述弧形连杆25转轴连接于次轮板22内壁顶端,所述棘齿24转轴连接于次轮板22内壁并分别与l形卡块23和弧形连杆25卡接,所述第一辊轴26和第二辊轴27转动连接于次轮板22下部顶端,所述气管29销接于弧形连杆25一端;所述次轮组件包括第五气缸30、第六气缸31、大弧形连杆32、小弧形连杆33、第一辊轴26、第二辊轴27和连接管34;所述第五气缸30通过螺栓固定于侧板1内壁上,所述大弧形连杆32转轴连接于侧板1内壁上并与第五气缸30连接,所述第六气缸31转轴连接于大弧形连杆32上部,所述小弧形连杆33转轴连接于大弧形连杆32一端并与第六气缸31连接,所述第一辊轴26和第二辊轴27对称转轴连接于小弧形连杆33上部,所述连接管34固定于小弧形连杆33之间;所述次轮组件包括第五气缸30、第六气缸31、大弧形连杆32、小弧形连杆33、第一辊轴26、气管29和连接管34;所述第五气缸30通过螺栓固定于侧板1内壁上,所述大弧形
连杆32转轴连接于侧板1内壁上并与第五气缸30连接,所述第六气缸31转轴连接于大弧形连杆32上部,所述小弧形连杆33转轴连接于大弧形连杆32一端并与第六气缸31连接,所述第一辊轴26转轴连接于小弧形连杆33上部一端,所述气管29连接于小弧形连杆33上部另一端,所述连接管34固定于小弧形连杆33之间;所述次轮组件包括电机35、第五气缸30、第六气缸31、大弧形连杆32、小弧形连杆33、第一辊轴26、连接管34、直连杆36和第二辊轴27;所述电机35通过螺栓固定于侧板1外壁上,所述第五气缸30通过螺栓固定于侧板1内壁上,所述大弧形连杆32转轴连接于电机35输出轴上,所述第六气缸31转轴连接于大弧形连杆32上部,所述小弧形连杆33转轴连接于大弧形连杆32一端并与第六气缸31连接,所述第一辊轴26转轴连接于小弧形连杆33上部一端,所述连接管34固定于小弧形连杆33之间,所述直连杆36转轴连接于大弧形连杆32内壁上并与第五气缸30连接,所述第二辊轴27转轴连接于直连杆36一端;所述次轮组件包括次轮板22、第五气缸30、弧形连杆25、第一辊轴26、第二辊轴27和第三辊轴28;所述次轮板22销接于传动辊筒6两侧,所述第五气缸30固定于次轮板22内壁顶端,所述弧形连杆25转轴连接于次轮板22内壁顶端,所述第一辊轴26和第二辊轴27转动连接于次轮板22下部顶端,所述第三辊轴28销接于弧形连杆25一端;所述次轮组件包括次轮板22、第五气缸30、弧形连杆25、第一辊轴26、第二辊轴27和气管29;所述次轮板22销接于传动辊筒6两侧,所述第五气缸30固定于次轮板22内壁顶端,所述弧形连杆25转轴连接于次轮板22内壁顶端,所述第一辊轴26和第二辊轴27转动连接于次轮板22下部顶端,所述气管29销接于弧形连杆25一端。
26.本实用新型的使用方法如下:塑料薄膜依次通过送料杆、刨刀杆、展平辊5然后绕接到传动辊筒6上部,然后将空的纸辊7与套筒8装配后放置在侧板1上部,然后通过双联气缸17推动套筒8沿着侧板1上表面滚动,此时次轮板22开始进行转动,直到套筒8卡入到次轮板22的凹槽中,套筒8会与l形卡块23相接触,进而推动l形卡块23的下端,而l形卡块23的上端则会发生摆动,驱动棘齿24逆时针转动,随着棘齿24的转动,弧形连杆25便失去了来自棘齿24的压力,弧形连杆25会顺时针转动令第三辊轴28与纸辊7贴合,而塑料薄膜的运动轨迹为:从传动辊筒6与纸辊7之间穿过,然后从纸辊7与第三辊轴28之间穿过,然后经由第二辊轴27和第一辊轴26的上表面,此刻第一气缸13推动割刀臂14向前运动,而无杆气缸16则驱动刀片18在第二辊轴27和第三辊轴28之间快速往返一次位移,从而将塑料薄膜割断,薄膜割断的位置则在l形卡块23、棘齿24和弧形连杆25的配合下,在经过第一辊轴26、第二辊轴27和第三辊轴28的配合,形成了一个绕纸辊7不小于3/4弧度的包围,从而带动塑料薄膜割断的位置缠绕于纸辊7上部,继而次轮板22继续转动令纸辊7的套筒8落入到卷臂12内部的凹槽中,而此刻纸辊7的外表面缠绕塑料薄膜的位置仍旧与传动辊筒6面接触,从而继续进行缠绕操作,待该纸辊7缠绕完成后,第三气缸9推动压臂10进行转动,从而令纸辊7落入到卷臂12内部的凹槽中,而新的纸辊7则与套筒8装配后放置在侧板1上部,重复上述步骤,待刀片18切割完毕后,第四气缸11则推动卷臂12,将缠绕完毕的纸辊7带离本设备,而本技术还设计了多套次轮组件,其工作原理基本一致,在此不做过多赘述。
27.可以理解,本实用新型是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处公开的具体实施
例的限制,所有落入本技术的权利要求范围内的实施例都属于本实用新型所保护的范围内。