1.本实用新型涉及一种磁性材料自动上料设备。
背景技术:
2.磁性材料在生产出来后,需要对其进行充磁、检测等工序,所以需要对磁性材进行上料,上料过程中还需要进行喷码,目前对磁性材料上料、喷码通常是人工操作,或者是在先在一台机器上喷码,喷码完毕后将磁性材料取下,并将磁性材料翻转180度,再放到另外一台机器上进行上料,费时费力,工作效率低。
技术实现要素:
3.鉴于上述现有技术的缺陷,本实用新型的目的在于:提供一种磁性材料自动上料设备。
4.本实用新型的技术解决方案是:磁性材料自动上料设备,包括机架,所述机架前方设有振动盘,机架上安装有从前至后分布的上输送带组件、下输送带组件和接料筐,上输送带组件的前端与振动盘相连,上输送带组件前端安装有一位于上输送带组件上方的喷码头,下输送带组件的前端位于上输送带组件后端一侧,下输送带组件的后端安装有位于接料筐一侧的推料机构;
5.所述上输送带组件后端安装有一倾斜设置的挡条,挡条的一端伸至下输送带组件上方,上输送带组件的顶面高于下输送带组件的顶面。
6.进一步地,所述上输送带组件后端固定有一固定座,挡条与固定座固定,挡条位于上输送带组件上方。
7.进一步地,所述固定座的一端具有弧形槽,固定座用螺丝穿过弧形槽后与挡条固定。
8.进一步地,所述上输送带组件外侧固定有固定块,固定块上安装有左右延伸的滑轴,滑轴一端固定有位于上输送带组件上且前后延伸的导向板,导向板后端靠在挡条上。
9.进一步地,所述下输送带组件顶部设有两挡板,两挡板之间形成有前后延伸的输送轨道,推料机构位于输送轨道后方。
10.进一步地,所述推料机构包括固定导轨、安装在固定导轨上且与固定导轨左右滑动配合的滑台、与滑台连接的电机以及安装在滑台上的推杆,推杆端部具有位于输送轨道后方的推板,接料筐供推板伸入。
11.进一步地,所述接料筐的前端具有位于输送轨道后方且靠近推板设置的限位块。
12.进一步地,所述机架顶部安装有补料斗,补料斗的出料口位于振动盘上方。
13.应用本实用新型所提供的磁性材料自动上料设备,其有益效果是:磁性材料在输送的过程中可以被喷码,上料自动化程度高,省时省力,提高了工作效率。
附图说明
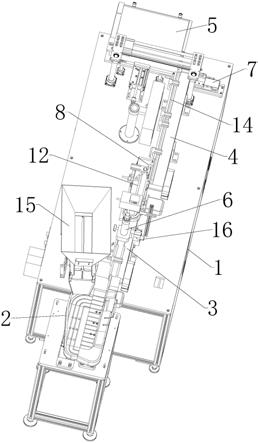
14.图1为本实用新型的一个整体结构示意图;
15.图2为本实用新型的另一个整体结构示意图;
16.图3为图2中a区域的放大示意图;
17.图4为本发明的俯视示意图;
18.图5为图4中b区域的放大示意图。
19.图中所示:1—机架,2—振动盘,3—上输送带组件,4—下输送带组件,5—接料筐,51—限位块,6—喷码头,7—推料机构,71—固定导轨,72—滑台,73—电机,74—推杆,741—推板,8—挡条,9—固定座,91—弧形槽,10—固定块,11—滑轴,12—导向板,13—挡板,14—输送轨道,15—补料斗,16—支架。
具体实施方式
20.为比较直观、完整地理解本实用新型的技术方案,现就结合本实用新型附图进行非限制性的特征说明如下:
21.如图1—图5所示,磁性材料自动上料设备,包括机架1,机架1前方设有振动盘2,机架1上安装有从前至后分布的上输送带组件3、下输送带组件4和接料筐5,上输送带组件3的前端与振动盘2相连,上输送带组件3前端通过一支架16安装有一位于上输送带组件3上方的喷码头6,支架16固定在上输送带组件3外侧,下输送带组件4的前端位于上输送带组件3后端一侧,下输送带组件4的后端安装有位于接料筐5一侧的推料机构7;
22.上输送带组件3后端安装有一倾斜设置的挡条8,挡条8的一端伸至下输送带组件4上方,上输送带组件3的顶面高于下输送带组件4的顶面。
23.如图5所示,上输送带组件3后端固定有一固定座9,挡条8与固定座9固定,挡条8位于上输送带组件3上方。固定座9的一端具有两个弧形槽91,固定座9用螺丝穿过弧形槽91后与挡条8固定,将螺丝旋开后,可以调整挡板13的角度。如图5所示,上输送带组件3外侧固定有固定块10,固定块10上安装有左右延伸的滑轴11,滑轴11一端固定有位于上输送带组件3上且前后延伸的导向板12,导向板12后端靠在挡条8上,滑轴11可以左右移动,可以调整导向板12的位置,导向板12对磁性材料起到导向作用,上输送带组件3上的磁性材料顺着导向板12与挡条8接触。
24.如图5所示,下输送带组件4顶部设有两挡板13,两挡板13之间形成有前后延伸的输送轨道14,推料机构7位于输送轨道14后方。上输送带组件3上的磁性材料通过挡条8的设置会移动至下输送带组件4上,因为上输送带组件3的顶面高于下输送带组件4的顶面,所以磁性材料在上输送带组件3跌落至下输送带组件4的过程中可以翻转,然后再顺着输送轨道14向前移动。
25.如图3所示,推料机构7包括固定导轨71、安装在固定导轨71上且与固定导轨71左右滑动配合的滑台72、与滑台72连接的电机73以及安装在滑台72上的推杆74,推杆74端部具有位于输送轨道14后方的推板741,接料筐5供推板741伸入。接料筐5的前端具有位于输送轨道14后方且靠近推板741设置的限位块51。从输送轨道14后端出来的磁性材料被限位块51挡住,然后电机73驱动滑台72移动,推板741会将磁性材料推到接料筐5内。
26.机架1顶部安装有补料斗15,补料斗15的出料口位于振动盘2上方,方便补料。
27.工作时,振动盘2内的磁性材料逐个输送到上输送带组件3上,喷码头6对上输送带组件3上的磁性材料进行喷码,然后磁性材料顺着导向板12、挡条8进进入下输送带组件4的输送轨道14内向前移动,磁性材料从输送轨道14后端出去后,推料机构7的推板741将磁性材料推到接料筐5内。
28.当然,以上仅为本实用新型的较佳实施例而已,非因此即局限本实用新型的专利范围,凡运用本实用新型说明书及图式内容所为之简易修饰及等效结构变化,均应同理包含于本实用新型的专利保护范围之内。
技术特征:
1.磁性材料自动上料设备,包括机架,其特征在于:所述机架前方设有振动盘,机架上安装有从前至后分布的上输送带组件、下输送带组件和接料筐,上输送带组件的前端与振动盘相连,上输送带组件前端安装有一位于上输送带组件上方的喷码头,下输送带组件的前端位于上输送带组件后端一侧,下输送带组件的后端安装有位于接料筐一侧的推料机构;所述上输送带组件后端安装有一倾斜设置的挡条,挡条的一端伸至下输送带组件上方,上输送带组件的顶面高于下输送带组件的顶面。2.根据权利要求1所述的磁性材料自动上料设备,其特征在于:所述上输送带组件后端固定有一固定座,挡条与固定座固定,挡条位于上输送带组件上方。3.根据权利要求2所述的磁性材料自动上料设备,其特征在于:所述固定座的一端具有弧形槽,固定座用螺丝穿过弧形槽后与挡条固定。4.根据权利要求1所述的磁性材料自动上料设备,其特征在于:所述上输送带组件外侧固定有固定块,固定块上安装有左右延伸的滑轴,滑轴一端固定有位于上输送带组件上且前后延伸的导向板,导向板后端靠在挡条上。5.根据权利要求1所述的磁性材料自动上料设备,其特征在于:所述下输送带组件顶部设有两挡板,两挡板之间形成有前后延伸的输送轨道,推料机构位于输送轨道后方。6.根据权利要求5所述的磁性材料自动上料设备,其特征在于:所述推料机构包括固定导轨、安装在固定导轨上且与固定导轨左右滑动配合的滑台、与滑台连接的电机以及安装在滑台上的推杆,推杆端部具有位于输送轨道后方的推板,接料筐供推板伸入。7.根据权利要求6所述的磁性材料自动上料设备,其特征在于:所述接料筐的前端具有位于输送轨道后方且靠近推板设置的限位块。8.根据权利要求1所述的磁性材料自动上料设备,其特征在于:所述机架顶部安装有补料斗,补料斗的出料口位于振动盘上方。
技术总结
本实用新型公开了一种磁性材料自动上料设备,包括机架,所述机架前方设有振动盘,机架上安装有从前至后分布的上输送带组件、下输送带组件和接料筐,上输送带组件的前端与振动盘相连,上输送带组件前端安装有一位于上输送带组件上方的喷码头,下输送带组件的前端位于上输送带组件后端一侧,下输送带组件的后端安装有位于接料筐一侧的推料机构;上输送带组件后端安装有一倾斜设置的挡条,挡条的一端伸至下输送带组件上方,上输送带组件的顶面高于下输送带组件的顶面。磁性材料在输送的过程中可以被喷码,上料自动化程度高,省时省力,提高了工作效率。作效率。作效率。
技术研发人员:徐浩航 扶志新
受保护的技术使用者:宁波码实智能科技有限公司
技术研发日:2021.09.13
技术公布日:2022/2/11