1.本技术属于包装瓶的技术领域,尤其涉及一种阻隔瓶。
背景技术:
2.在塑料包装行业中,包装瓶应用广泛,但对于食品或其它各种物品的包装瓶,大多要求具备阻水和阻氧功能,尤其是阻氧要求高的食品包装。目前,阻氧功能强的塑料瓶子,一般瓶身复合了多层材料,这导致瓶身重量过大且生产成本过高。
技术实现要素:
3.本技术的目的在于提供一种阻隔瓶,旨在解决传统具有阻氧功能的包装瓶存在重量大以及成本高的问题。
4.本技术实施例提供了一种阻隔瓶,包括:
5.内胆,所述内胆设置有用于盛装物体的第一空腔,且所述内胆的上端设置有与所述第一空腔连通的开口,且所述内胆的外侧套设有密封板,所述内胆在所述密封板上设置有第一盖合结构;
6.外壳,所述外壳的上边沿与所述密封板的贴合连接以使所述外壳与所述内胆之间形成第二空腔;以及
7.盖子,所述盖子的内部设置有与所述第一盖合结构匹配的第二盖合结构,所述盖子与所述内胆连接以使所述盖子的下边沿与所述密封板贴合。
8.其中一实施例中,所述内胆包括连接部、所述密封板以及盛装部;
9.所述连接部的上端设置有所述开口且所述连接部的下端与所述盛装部连接,所述密封板设置在所述连接部与所述盛装部的连接处,所述连接部的外侧设置有第一盖合结构。
10.其中一实施例中,所述盛装部的底部为弧面结构。
11.其中一实施例中,所述外壳包括柱形筒壁和底壳;
12.所述柱形筒壁的上端与所述密封板贴合连接,所述柱形筒壁的下端与所述底壳连接。
13.其中一实施例中,所述柱形筒壁、所述内胆以及所述密封板为一体注塑成型,所述柱形筒壁与所述底壳螺纹连接。
14.其中一实施例中,所述柱形筒壁和所述底壳为一体注塑成型,所述柱形筒壁的内侧上端设置有第一螺纹,且所述内胆在所述密封板的下方设置有与所述第一螺纹匹配的第二螺纹,所述柱形筒壁与所述内胆螺纹连接以使所述柱形筒壁的上端与所述密封板贴合。
15.其中一实施例中,所述柱形筒壁的内侧下方设置有若干支撑条,所述若干支撑条与所述内胆的底部外侧相抵触。
16.其中一实施例中,所述支撑条为弧形状且与所述内胆的底部的形状相匹配。
17.其中一实施例中,所述第一盖合结构和所述第二盖合结构为相匹配的螺纹结构。
18.其中一实施例中,所述外壳为透明外壳。
19.本技术与现有技术相比存在的有益效果是:通过盖子与套设在内胆外的密封板贴合,将内胆盛装有物体的第一空腔的上端的开口进行密封,外壳的上边沿与密封板进行贴合连接以使外壳与内胆之间形成第二空腔,因此外壳外部的空气通过渗透进入到内胆需要经过外壳、第二空腔以及内胆的壁,通过设置第二空腔对空气的渗透进行隔绝,能够不增加阻隔瓶的重量的前提下增加空气渗透到内胆内部的难度,减缓空气渗透至内胆内部的速度,提高阻隔瓶的隔氧效果以及降低了隔氧的成本。
附图说明
20.图1为本技术实施例提供的阻隔瓶的示意结构示意图;
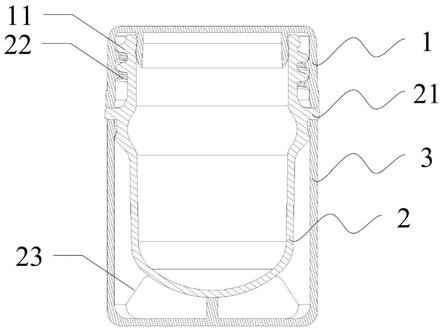
21.图2为本技术实施例提供的阻隔瓶的第一示意结构剖面图;
22.图3为本技术实施例提供的阻隔瓶的第一示意结构爆炸图;
23.图4为本技术实施例提供的阻隔瓶的第二示意结构剖面图;
24.图5为本技术实施例提供的阻隔瓶的第二示意结构爆炸图。
25.附图图例说明:1、盖子;11、第二盖合结构;2、内胆;21、密封板;22、第一盖合结构;23、盛装部;3、外壳;31、柱形筒壁;32、底壳。
具体实施方式
26.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
27.请参阅图1和图2,本技术实施例提供一种阻隔瓶,阻隔瓶包括:
28.内胆2,内胆2设置有用于盛装物体的第一空腔,且内胆2的上端设置有与第一空腔连通的开口,且内胆2的外侧套设有密封板21,内胆2在密封板21上设置有第一盖合结构22;
29.外壳3,外壳3的上边沿与密封板21的贴合连接以使外壳3与内胆2之间形成第二空腔;以及
30.盖子1,盖子1的内部设置有与第一盖合结构22匹配的第二盖合结构11,盖子1与内胆2连接以使盖子1的下边沿与密封板21贴合。
31.在本实施例中,盖子1通过第一盖合结构22和内部的第二盖合结构11盖合以使盖子1与套设在内胆2外的密封板21贴合,将内胆2盛装有物体的第一空腔的上端的开口进行密封,外壳3的上边沿与密封板21进行贴合连接以使外壳3与内胆2之间形成第二空腔,因此外壳3外部的空气通过渗透进入到内胆2需要经过外壳3、第二空腔以及内胆2的壁,通过设置第二空腔对空气的渗透进行隔绝,能够不增加阻隔瓶的重量的前提下增加空气渗透到内胆2内部的难度,减缓空气渗透至内胆2内部的速度,提高阻隔瓶的隔氧效果以及降低了隔氧的成本;另外通过设置设置外壳3能够增大小容量瓶子的尺寸以使阻隔瓶看起来更加大气。
32.其中,内胆2的颜色、形状以及材质为本领域技术人员根据实际需要进行相应的设计,外壳3的颜色、形状以及材质为本领域技术人员根据实际需要进行相应的设计,内胆2和外壳3的材质可以为高阻隔的树脂原料,例如pet和hdpe等高阻隔材质,盛装的物体可以为
膏体状、液体状或固状物。
33.请参阅图3,其中一实施例中,内胆2包括连接部、密封板21以及盛装部23;
34.连接部的上端设置有开口且连接部的下端与盛装部23连接,密封板21设置在连接部与盛装部23的连接处,连接部的外侧设置有第一盖合结构22。
35.在本实施例,内胆2的连接部的上端设置的开口用于灌装或者取出内胆2盛装的物体,且连接部的第一盖合结构22用于和盖子1连接,密封板21的作用使盛装部23与外壳3之间能够存在空隙构成第二空腔,增加空气渗透进内胆2的难度,从而提高阻隔瓶的阻氧性能。
36.请参阅图3,其中一实施例中,盛装部23的底部为弧面结构,盛装部23的底部设置成弧面结构可以使得膏体能够沿弧面汇聚在底面,从而使得残余的膏体汇聚起来,便于使用者挖取使用,能够更加充分将膏体完全使用。
37.请参阅图4和图5,其中一实施例中,外壳3包括柱形筒壁31和底壳32;
38.柱形筒壁31的上端与密封板21贴合连接,柱形筒壁31的下端与底壳32连接。
39.在本实施例中,柱形筒壁31和底壳32分开设置,以使柱形筒壁31和底壳32在生产的时候可以分开生产。
40.请参阅图4和图5,其中一实施例中,柱形筒壁31、内胆2以及密封板21为一体注塑成型,柱形筒壁31与底壳32螺纹连接。
41.在本实施例中,柱形筒壁31、内胆2以及密封板21通过一体注塑成型,简化了加工工序;其中,柱形筒壁31、内胆2以及密封板21可以通过双色注塑成型,内胆2和密封板21为第一颜色注塑,柱形筒壁31为第二颜色注塑,使得柱形筒壁31、内胆2以及密封板21更加多样。
42.请参阅图2和图3,其中一实施例中,柱形筒壁31和底壳32为一体注塑成型,柱形筒壁31的内侧上端设置有第一螺纹,且内胆2在密封板21的下方设置有与第一螺纹匹配的第二螺纹,柱形筒壁31与内胆2螺纹连接以使柱形筒壁31的上端与密封板21贴合。
43.在本实施例中,柱形筒壁31和底壳32一体注塑成型,密封板21和内胆2一体注塑成型,在组装的时候只需要将柱形筒壁31的第一螺纹与内胆2的第二螺纹进行连接即可完成组装,使得阻隔瓶的生产以及组装更加简化,降低了制造的成本。
44.请参阅图2,其中一实施例中,柱形筒壁31的内侧下方设置有若干支撑条,若干支撑条与内胆2的底部外侧相抵触。
45.在本实施例中,通过设置若干支撑条对内胆2底部进行支撑,能够使得内胆2与柱形筒壁31的连接更加稳定。
46.其中一实施例中,支撑条为弧形状且与内胆2的底部的形状相匹配。
47.在本实施例中,支撑条能够更好地对内胆2进行承托,能够有效避免支撑条损坏以及提高承托的稳定性。
48.其中一实施例中,第一盖合结构22和第二盖合结构11为相匹配的螺纹结构。
49.其中一实施例中,外壳3为透明外壳。
50.以上所述实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改
或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围,均应包含在本技术的保护范围之内。