1.本实用新型涉及自动化生产设备的技术领域,更具体地说,是涉及一种料盘输送机构。
背景技术:
2.在磁芯生产线中,磁芯都是通过粉末压机压制成型的,在磁芯压制出来后需要对其表面进行清理、磁芯称重、磁芯检测以及摆盘,然而,在现有的产线中,这一系列的工序都是采用工人人手操作的,人手操作较为麻烦费时,工作效率低下,自动化程度低,增加了工人的劳动强度,不利于生产。因此,有必要发明一种集自动清理、自动称重、自动检测和自动摆盘于一体的磁芯摆盘机,而料盘输送机构是磁芯摆盘机的关键机构之一。
技术实现要素:
3.本实用新型的目的在于克服现有技术中的上述缺陷,提供一种料盘输送机构。
4.为实现上述目的,本实用新型提供了一种料盘输送机构,包括用于推动料盘移动以实现料盘输送的推料输送装置、用于将料盘输送至推料输送装置的入料端以实现料盘上料的上料装置和用于带动从推料输送装置中输出的料盘往下移动以实现料盘下料的下料装置,所述上料装置和下料装置间隔布置,所述推料输送装置位于上料装置的上端与下料装置的上端之间,所述推料输送装置与上料装置和下料装置相垂直;
5.所述推料输送装置包括导轨、推料块平移驱动装置和两个推料块,所述导轨设有两条,两条导轨相互平行且间隔布置,所述推料块平移驱动装置通过第一支架固定安装在两条导轨上,所述两个推料块通过推料块安装架安装在推料块平移驱动装置上且位于两条导轨之间,所述推料块平移驱动装置能够带动两个推料块沿着导轨的长度方向在两条导轨之间平移;
6.所述上料装置和下料装置均包括第二支架、至少两条环形的第一链条、转轴旋转驱动装置、传动组件和若干个截面形状呈l型的料盘托条,所述第二支架的两侧分别设有纵向布置的竖板,所述第一链条分别对称布置于第二支架的两侧,每条第一链条均纵向设置,所述竖板的上端和下端均设有链轮安装转轴,每根链轮安装转轴上均设有第一链轮,所述第一链条分别与各自对应的第一链轮同步连接,所述料盘托条分别沿着各自对应的第一链条环形分布于各自对应的第一链条外侧,所述转轴旋转驱动装置通过传动组件与链轮安装转轴传动连接,所述转轴旋转驱动装置能够带动第一链条纵向运转,从而使料盘托条跟随各自对应的第一链条循环升降。
7.作为优选的实施方式,所述推料块平移驱动装置设置为由伺服电机驱动的线性模组,所述线性模组与两个导轨相平行。
8.作为优选的实施方式,所述转轴旋转驱动装置均设置为旋转电机,所述旋转电机安装在第二支架上。
9.作为优选的实施方式,所述传动组件均包括第二链轮、第二链条、同步转轴、主动
锥齿轮和从动锥齿轮,所述第二链轮设有两个,所述第二链轮分别安装在转轴旋转驱动装置和同步转轴上,两个第二链轮通过第二链条同步连接,所述同步转轴与链轮安装转轴相垂直,所述主动锥齿轮设有两个并分别安装在同步转轴的两端,所述从动锥齿轮设有两个并分别安装在各自对应的链轮安装转轴上,所述主动锥齿轮分别与各自对应的从动锥齿轮相啮合。
10.作为优选的实施方式,所述第一支架上设有两条与导轨相平行的导杆,所述导杆穿过推料块安装架并与推料块安装架滑动连接。
11.与现有技术相比,本实用新型的有益效果在于:
12.本实用新型的结构新颖,设计合理,可实现料盘的自动推料送料、自动上料和自动下料作业,自动化程度高,生产效率高、可满足企业的规模化生产需求,运行稳定可靠。
附图说明
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
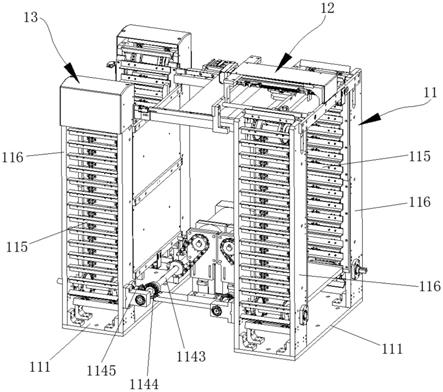
14.图1是本实用新型实施例提供的一种料盘输送机构的结构示意图;
15.图2是本实用新型实施例提供的一种料盘输送机构的上料装置或下料装置的内部示意图;
16.图3是本实用新型实施例提供的一种料盘输送机构的推料部位的结构放大图;
17.图4是本实用新型实施例提供的一种料盘输送机构的料盘托条升降驱动部位的结构放大图;
18.图5是本实用新型实施例提供的一种料盘输送机构的料盘托条的结构示意图。
具体实施方式
19.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参考图1至图5,本实用新型的实施例提供了一种料盘输送机构,包括用于推动料盘移动以实现料盘输送的推料输送装置12、用于将料盘输送至推料输送装置12的入料端以实现料盘上料的上料装置11和用于带动从推料输送装置12中输出的料盘往下移动以实现料盘下料的下料装置13,下面将对各个组成部分的结构及其工作原理进行说明。
21.上料装置11和下料装置13间隔布置,推料输送装置12位于上料装置11的上端与下料装置13的上端之间,推料输送装置12与上料装置11和下料装置13相垂直。
22.上料装置11和下料装置13均包括u型的第二支架111、至少两条环形的第一链条112、转轴旋转驱动装置、传动组件和若干个截面形状呈l型的料盘托条115,第二支架111的两侧分别设有纵向布置的竖板116,第一链条112分别对称布置于第二支架111的两侧,每条
第一链条112均纵向设置,竖板116的上端和下端均设有链轮安装转轴117,每根链轮安装转轴117上均设有第一链轮118,第一链条112分别与各自对应的第一链轮118同步连接,料盘托条115分别沿着各自对应的第一链条112环形分布于各自对应的第一链条112外侧,转轴旋转驱动装置通过传动组件与位于竖板116下端的链轮安装转轴117传动连接,转轴旋转驱动装置能够带动第一链条112纵向运转,从而使料盘托条115跟随各自对应的第一链条112循环升降。
23.优选的,转轴旋转驱动装置均可以设置为旋转电机113,旋转电机113安装在第二支架111上,传动组件均可以包括第二链轮1141、第二链条1142、同步转轴1143、主动锥齿轮1144和从动锥齿轮1145,第二链轮1141设有两个,第二链轮1141分别安装在旋转电机113的输出轴上和同步转轴1143上,两个第二链轮1141通过第二链条1142同步连接,同步转轴1143与链轮安装转轴117相垂直,主动锥齿轮1144设有两个并分别安装在同步转轴1143的两端,从动锥齿轮1145设有两个并分别安装在各自对应的链轮安装转轴117上,主动锥齿轮1144分别与各自对应的从动锥齿轮1145相啮合。
24.推料输送装置包括导轨121、推料块平移驱动装置122和两个推料块123,导轨121设有两条,两条导轨121相互平行且间隔布置,推料块平移驱动装置122通过第一支架124固定安装在两条导轨121上,两个推料块123通过推料块安装架125安装在推料块平移驱动装置122上且位于两条导轨121之间,推料块平移驱动装置122能够带动两个推料块123沿着导轨121的长度方向在两条导轨121之间平移。
25.实施时,推料块平移驱动装置122可以设置为由伺服电机驱动的线性模组,线性模组与两个导轨121相平行。
26.为了使到推料块的平移更加稳定顺畅,第一支架124上可以设有两条与导轨121相平行的导杆1241,导杆1241穿过推料块安装架125并与推料块安装架125滑动连接。
27.工作时,料盘由上料装置的下端进入并放置在位于上料装置内侧下端的两个料盘托条上,然后上料装置的旋转电机能够带动上料装置的第一链条运转,从而使放置在上料装置的料盘托条上的料盘往上移动,当到达上料装置最上端后,移动模组能够带动推料块移动,使推料块将位于上料装置最上端的料盘推入到推料输送装置的两条导轨中,同时两条导轨的输出端会输出一个料盘,该料盘输出后放置在下料装置内侧最上端的两个料盘托条上,然后下料装置的旋转电机能够带动下料装置的第一链条运转,使料盘往下移动到下料装置的下端以实现下料。
28.在此需要说明的是,本实施例的推料输送装置12、上料装置11和下料装置13的电动驱动部位均可以与控制器(如电脑、plc控制器、控制屏或其他各种现有的控制器)电连接,由控制器进行控制。
29.综上所述,本实用新型的结构新颖,设计合理,可实现料盘的自动推料送料、自动上料和自动下料作业,自动化程度高,生产效率高、可满足企业的规模化生产需求,运行稳定可靠。
30.上述实施例为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述实施例的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。