1.本实用新型涉及电容器老化设备领域,尤其涉及一种焊片电容自动上下料机。
背景技术:
2.现有技术中的电容上下料机存在以下问题:1、电容器的上下料机作用过程中人工参与度高,无法实现全自动化过程,且结构较为复杂,不方便设计及生产制造;2、进料速度较慢,导致生产效率较低;3、无法适用多种型号的电容器的上下料,兼容性低。
3.因此,现有技术存在缺陷,需要改进。
技术实现要素:
4.本实用新型的目的是克服现有技术的不足,提供一种焊片电容自动上下料机,解决现有技术中,电容器上下料机无法实现全自动上下料过程的问题;解决电容器上下料机的进料速度慢,生产效率低的问题;解决电容器上下料机无法兼容多种型号产品的上下料的问题。
5.本实用新型的技术方案如下:一种焊片电容自动上下料机,包括:机架、排架输送线、对称设置在所述排架输送线两侧的两开夹机构、安装在所述机架上的进料机构、出料机构、物料夹取机构,所述排架输送线用于带动老化治具排架在其进料端与出料端之间移动;所述开夹机构包括:第一直线驱动装置、与所述第一直线驱动装置输出端连接的按压杆;所述进料机构包括:自动供料组件、设置在所述自动供料组件出料端的进料组件、第一翻转组件;所述自动供料组件用于将电容器输送至进料组件的进料端,所述进料组件用于将电容器输送至第一翻转组件的一侧,所述第一翻转组件用于夹持住所述进料组件上的电容器并带动电容器翻转;所述出料机构包括:第二翻转组件、设置在所述第二翻转组件一侧的推料组件、置料盘;所述物料夹取机构用于夹取老化治具排架上原有的电容器,并将其输送至第二翻转组件上,所述物料夹取机构还用于夹取所述第一翻转组件上的电容器,并将其输送至老化治具排架上;所述第二翻转组件用于夹持住所述物料夹取机构输送至其上的电容器,并带动该电容器翻转,并将其放置在推料组件上,所述推料组件用于将电容器推入至所述置料盘内。
6.进一步地,所述自动供料组件包括:支架、设置在所述支架上的供料部、分料部、直振部、设置在所述供料部上的缺料感应器,所述供料部包括:设置在所述支架上的物料托盘、推条、用于驱动所述推条移动的移动驱动部;所述分料部包括:直振送料器、设置在所述直振送料器上的送料槽;所述分料部包括:第一旋转驱动装置、与所述第一旋转驱动装置输出端连接的转动盘、设置在所述转动盘上的分料挡片,所述转动盘与所述物料托盘之间设置有弧形导料板。
7.进一步地,所述进料组件包括:进料部、视觉检测部、位置矫正部,所述进料部包括:物料架、第一线性模组、设置在所述第一线性模组输出端上的移动板、安装在所述移动板上的若干第一手指气缸、与所述第一手指气缸输出端连接的两第一夹板,所述的两第一
夹板设置在所述物料架的两侧。
8.进一步地,所述视觉检测部包括:第一固定座、安装在所述第一固定座上的第二线性模组、与所述第二线性模组输出端连接的视觉检测仪;所述位置矫正部包括:第二固定座、安装在所述第二固定座上的第二旋转驱动装置、与所述第二旋转驱动装置输出端连接的第一旋转座、安装在所述第一旋转座上的第二手指气缸、与所述第二手指气缸输出端连接的两第二夹板。
9.进一步地,所述第一翻转组件包括:安装在所述机架上的第三旋转驱动装置、与所述第三旋转驱动装置输出端连接的顶起座、安装在所述顶起座上的第四旋转驱动装置、与所述第四旋转驱动装置输出端连接的第二旋转座、安装在所述第二旋转座上的第三手指气缸、与所述第三手指气缸输出端连接的两第三夹板;所述第二翻转组件与所述第一翻转组件结构相同。
10.进一步地,所述推料组件包括:安装在所述机架上的第二直线驱动装置、与所述第二直线驱动装置输出端连接的推板,所述置料盘的一侧设置有一进料槽,所述推板设置在所述进料槽内。
11.进一步地,所述物料夹取机构包括:第三固定座、安装在所述第三固定座上的第三线性模组、与所述第三线性模组输出端连接的第一固定板、安装在所述第一固定板上的第三直线驱动装置、与所述第三直线驱动装置输出端连接的第二固定板、安装在所述第二固定板上的两第四手指气缸、与所述第四手指气缸输出端连接的两第四夹板。
12.进一步地,所述的一种焊片电容自动上下料机,还包括:电容器检测夹具,所述电容器检测夹具包括:夹具本体、设置在所述夹具本体底部的第五手指气缸、与所述第五手指气缸输出端连接的两第五夹板、与所述第五夹板连接的两铜夹件。
13.进一步地,所述的一种焊片电容自动上下料机,还包括:设置在所述排架输送线进料端的排架上料机构、设置在所述排架输送线出料端的排架下料机构;所述排架上料机构包括:安装架、安装在所述安装架上的第四线性模组、与所述第四线性模组输出端连接的第三固定板、安装在所述第三固定板上的第五线性模组、与所述第五线性模组输出端连接的顶起架;所述排架下料机构与所述排架上料机构结构相同,所述排架输送线的两端均设置有排架放置架。
14.进一步地,所述的一种焊片电容自动上下料机,还包括:设置在所述第一翻转组件与所述排架输送线之间的不良品收集组件,所述不良品收集组件包括:弧形缓冲斗、设置在所述弧形缓冲斗出料端的容纳盒。
15.采用上述方案,本实用新型提供一种焊片电容自动上下料机,具有以下有益效果:
16.1、可实现电容器的全自动上下料,自动化程度高,有效提高生产效率;
17.2、可兼容多种不同型号的电容器的上下料,实用性强;
18.3、进料机构、出料机构结构简单,方便生产设计,且进料机构的进料速度快,准确性高。
附图说明
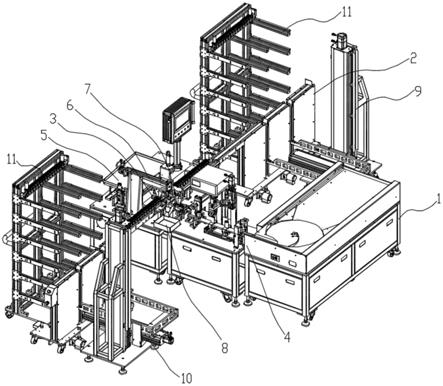
19.图1为本实用新型的结构示意图;
20.图2为本实用新型的进料机构的结构示意图;
21.图3为本实用新型的自动供料组件的结构示意图;
22.图4为本实用新型的进料组件、第一翻转组件、不良品收集组件的结构示意图;
23.图5为本实用新型的出料机构、物料夹取机构、开夹机构的结构示意图;
24.图6为本实用新型的排架上料机构的结构示意图;
25.图7为本实用新型的电容器检测夹具的结构示意图。
26.其中:机架1、排架输送线2、开夹机构3、第一直线驱动装置30、按压杆31、进料机构4、支架400、供料部401、物料托盘4010、推条4011、第五旋转驱动装置4012、第一同步轮4013、第二同步轮4014、第一同步带4015、传动轴4016、同步传动组件4017、导轨4018、第一滑块4019、分料部402、第一旋转驱动装置4020、转动盘4021、分料挡片4022、直振部403、直振送料器4030、送料槽4031、缺料感应器404、弧形导料板405、进料部410、物料架4100、第一线性模组4101、移动板4102、第一手指气缸4103、第一夹板4104、视觉检测部411、第一固定座4110、第二线性模组4111、视觉检测仪4112、位置矫正部412、第二固定座4120、第二旋转驱动装置4121、第一旋转座4122、第二手指气缸4123、第二夹板4124、第一翻转组件42、第三旋转驱动装置420、顶起座421、第四旋转驱动装置422、第二旋转座423、第三手指气缸424、第三夹板425、出料机构5、第二翻转组件50、推料组件51、第二直线驱动装置510、推板511、进料槽512、置料盘52、物料夹取机构6、第三固定座60、第三线性模组61、第一固定板62、第三直线驱动装置63、第二固定板64、第四手指气缸65、第四夹板66、电容器检测夹具7、夹具本体70、第五手指气缸71、第五夹板72、铜夹件73、不良品收集组件8、弧形缓冲斗80、容纳盒81、排架上料机构9、安装架90、第四线性模组91、第三固定板92、第五线性模组93、顶起架94、排架下料机构10、排架放置架11。
具体实施方式
27.以下结合附图和具体实施例,对本实用新型进行详细说明。
28.请参照图1-图7,本实用新型提供一种焊片电容自动上下料机,包括:机架1、排架输送线2、对称设置在所述排架输送线2两侧的两开夹机构3、安装在所述机架1上的进料机构4、出料机构5、物料夹取机构6,所述排架输送线2用于带动老化治具排架在其进料端与出料端之间移动;所述开夹机构3包括:第一直线驱动装置30、与所述第一直线驱动装置30输出端连接的按压杆31;所述进料机构4包括:自动供料组件、设置在所述自动供料组件出料端的进料组件、第一翻转组件42;所述自动供料组件用于将电容器输送至进料组件的进料端,所述进料组件用于将电容器输送至第一翻转组件42的一侧,所述第一翻转组件42用于夹持住所述进料组件上的电容器并带动电容器翻转;所述出料机构5包括:第二翻转组件50、设置在所述第二翻转组件50一侧的推料组件51、置料盘52;所述物料夹取机构6用于夹取老化治具排架上原有的电容器,并将其输送至第二翻转组件50上,所述物料夹取机构6还用于夹取所述第一翻转组件42上的电容器,并将其输送至老化治具排架上;所述第二翻转组件50用于夹持住所述物料夹取机构6输送至其上的电容器,并带动该电容器翻转,并将其放置在推料组件51上,所述推料组件51用于将电容器推入至所述置料盘52内;具体地,在本实施例中,所述按压杆31的按压端一侧为球形面,可减小按压过程中的摩擦力,防止对老化治具产生磨损;所述第一直线驱动装置30为驱动气缸;需要说明的是,老化治具排架上的老化治具上可能放置有电容器,在放置新的电容器前需将其取下。本实用新型中的一种焊片
电容自动上下料机的作用过程为:将若干电容器放置在自动供料组件上,在自动供料组件的作用下,将电容器单个依次的输送至进料组件上,在进料组件的作用下进一步将电容器输送至第一翻转组件42的一侧,第一翻转组件42夹取电容器,并带动电容器翻转,此时排架输送线2已将老化治具排架输送至开夹机构3的一侧,启动第一直线驱动装置30,驱动按压杆31向老化治具排架上的老化治具上的夹板移动,按压老化治具上的夹板,从而打开老化治具排架上的老化治具,若老化治具排架对应位置的老化治具内有电容器(原有的),则通过物料夹取机构6将其移送至第二翻转组件50上,由第二翻转组件50带动其翻转,并通过推料组件51将其推入至置料盘52,完成原电容器的下料,若老化治具排架对应位置的老化治具内无电容器,则通过物料夹取机构6夹取第一翻转组件42上的电容器,进一步带动该电容器向老化治具一侧移动,并将该电容器插入至老化治具内,开夹机构3松开老化治具,老化治具夹紧电容器,完成电容器的快速自动上下料夹取过程;本实用新型中的一种焊片电容自动上下料机通过排架输送线2、开夹机构3、进料机构4的配合,即可实现电容器的全自动上下料,自动化程度高,有效提高生产效率。
29.具体地,在本实施例中,所述自动供料组件包括:支架400、设置在所述支架400上的供料部401、分料部402、直振部403、设置在所述供料部401上的缺料感应器404,所述供料部401包括:设置在所述支架400上的物料托盘4010、推条4011、用于驱动所述推条4011移动的移动驱动部;所述分料部402包括:直振送料器4030、设置在所述直振送料器4030上的送料槽4031;所述分料部402包括:第一旋转驱动装置4020、与所述第一旋转驱动装置4020输出端连接的转动盘4021、设置在所述转动盘4021上的分料挡片4022,所述转动盘4021与所述物料托盘4010之间设置有弧形导料板405;具体地,所述移动驱动部包括:安装在所述支架400上的第五旋转驱动装置4012、与所述第五旋转驱动装置4012输出端连接的第一同步轮4013、第二同步轮4014、套在第一同步轮4013和第二同步轮4014上的第一同步带4015、传动轴4016、分别连接于传动轴4016两端的两同步传动组件4017、设置在所述支架400上的两导轨4018、设置在所述导轨4018上的第一滑块4019,所述第一滑块4019与所述推条4011连接,所述第一同步带4015套在所述传动轴4016上;所述同步传动组件4017包括:第三同步轮、第四同步轮、套在所述第三同步轮和第四同步上的第二同步带,所述第三同步轮套在所述传动轴4016上,所述第一滑块4019套在所述第二同步带上。具体地,所述自动供料组件的作用过程为:将若干电容器放置在供料部401的物料托盘4010上,当缺料感应器404感应到分料部402上缺料时,启动移动驱动部,驱动推条4011移动,在推条4011的作用下,将部分电容器推送至分料部402上,弧形导料板405可起到分流作用,减少进入至分料部402上的电容器,启动第一旋转驱动装置4020,带动转动盘4021旋转,转动盘4021将电容器输送至进料槽512内,在直振送料器4030的作用下,将电容器输送至直振部403的出料端,实现电容器的单个连续进料,有效提高电容器的进料速度,进料准确性高;另外,所述自动供料组件可适用于各个型号尺寸的电容器的进料,兼容性强,可满足不同的生产需求,实用性强。具体地,在本实施例中,所述第一旋转驱动装置4020、第五旋转驱动装置4012均为伺服电机,所述缺料感应器404为对位开关,且型号为e3z-b61,所述直振送料器4030为190#直线送料器。
30.具体地,在本实施例中,所述进料组件包括:进料部410、视觉检测部411、位置矫正部412,所述进料部410包括:物料架4100、第一线性模组4101、设置在所述第一线性模组4101输出端上的移动板4102、安装在所述移动板4102上的若干第一手指气缸4103、与所述
第一手指气缸输出端连接的两第一夹板4104,所述的两第一夹板4104设置在所述物料架4100的两侧;所述视觉检测部411包括:第一固定座4110、安装在所述第一固定座4110上的第二线性模组4111、与所述第二线性模组4111输出端连接的视觉检测仪4112;所述位置矫正部412包括:第二固定座4120、安装在所述第二固定座4120上的第二旋转驱动装置4121、与所述第二旋转驱动装置4121输出端连接的第一旋转座4122、安装在所述第一旋转座4122上的第二手指气缸4123、与所述第二手指气缸4123输出端连接的两第二夹板4124;所述第一翻转组件42包括:安装在所述机架1上的第三旋转驱动装置420、与所述第三旋转驱动装置420输出端连接的顶起座421、安装在所述顶起座421上的第四旋转驱动装置422、与所述第四旋转驱动装置422输出端连接的第二旋转座423、安装在所述第二旋转座423上的第三手指气缸424、与所述第三手指气缸424输出端连接的两第三夹板425;具体地,在本实施例中,所述视觉检测仪4112为工业ccd相机,所述第二旋转驱动装置4121、第三旋转驱动装置420、第四旋转驱动装置422均为伺服电机。具体地,所述进料机构4的作用过程为:在直振部403的作用下,可将电容器输送至物料架4100上,在第一线性模组4101的作用下,带动第一手指气缸4103移动至该电容器的一侧,第一手指气缸4103驱动两第一夹板4104向相互靠近一侧移动,两第一夹板4104夹紧电容器,在第一线性模组4101的作用下,进一步将电容器输送至视觉检测仪4112的正下方,视觉检测仪4112检测其位置,并将检测信息发送给后台,在第一线性模组4101的作用下,进一步将该电容器移动至位置矫正部412的正下方,第一夹板4104松开,位置矫正部412的第二手指气缸4123驱动两第二夹板4124夹紧该电容器,后台控制中心根据视觉检测仪4112的检测结构控制第二旋转驱动装置4121带动第一旋转座4122、第二手指气缸4123、电容器旋转一定角度,完成电容器位置的矫正,进一步由第一夹板4104夹紧电容器,在第一线性模组4101的作用下,将电容器输送至第一翻转组件42的一侧,第三手指气缸424驱动第三夹板425夹紧电容器,带动电容器翻转180
°
,完成电容器的进料过程。
31.具体地,在本实施例中,所述第二翻转组件50与所述第一翻转组件42结构相同;所述推料组件51包括:安装在所述机架1上的第二直线驱动装置510、与所述第二直线驱动装置510输出端连接的推板511,所述置料盘52的一侧设置有一进料槽512,所述推板511设置在所述进料槽512内;具体地,所述第二直线驱动装置510为驱动气缸。所述出料机构5的作用过程为:当老化治具排架上有电容器时,通过开夹机构3打开老化治具,物料夹取机构6夹取该电容器,并将其输送至第二翻转组件50上,第二翻转组件50夹紧该电容器并带动其翻转180
°
,旋转至进料槽512内,在第二直线驱动装置510的作用下,带动推板511朝向置料盘52一侧移动,将电容器推入至置料盘52上,完成电容器的下料过程。
32.具体地,在本实施例中,所述物料夹取机构6包括:第三固定座60、安装在所述第三固定座60上的第三线性模组61、与所述第三线性模组61输出端连接的第一固定板62、安装在所述第一固定板62上的第三直线驱动装置63、与所述第三直线驱动装置63输出端连接的第二固定板64、安装在所述第二固定板64上的两第四手指气缸65、与所述第四手指气缸65输出端连接的两第四夹板66。具体地,在本实施例中,所述第一固定板62上设置有第一滑轨、所述第一滑轨上设置有第二滑块,所述第二固定板64与所述第二滑块连接,所述第三直线驱动装置63为驱动气缸;在第三线性模组61的作用下,可带动第一固定板62、第三直线驱动装置63、第二固定板64、第四手指气缸65整体在第一翻转组件42、第二翻转组件50之间移动,两第四手指气缸65分别用于夹取第一翻转组件42上的电容器、老化治具排架上原有的
电容器,第三直线驱动装置63用于驱动第二固定板64、两第四手指气缸65上下移动。
33.具体地,在本实施例中,所述的一种焊片电容自动上下料机,还包括:电容器检测夹具7,所述电容器检测夹具7包括:夹具本体70、设置在所述夹具本体70底部的第五手指气缸71、与所述第五手指气缸71输出端连接的两第五夹板72、与所述第五夹板72连接的两铜夹件73;两个第五夹板72对称设置在夹具本体70的两侧,两第五夹板72上连接的两铜夹件73分别相互配合,第五夹板72所连接的两铜夹件73中,任一铜夹件73上连接有一接线端子,所述铜夹件73包括铜夹片、套在第五夹板72上的缓冲弹簧;第一翻转组件42带动电容器翻转180
°
后,移动至夹具本体70上,通过第五手指气缸71驱动两第五夹板72移动,从而驱动四个铜夹件73相互配合夹紧电容器的端脚,夹紧电容器后,对电容的容量进行测试。
34.具体地,在本实施例中,所述排架输送线2包括:设置在同一直线上的若干皮带输送机(皮带的宽度适用于老化治具排架的宽度),所述排架输送线2的两端均设置有排架放置架11;所述的一种焊片电容自动上下料机,还包括:设置在所述排架输送线2进料端的排架上料机构9、设置在所述排架输送线2出料端的排架下料机构10;所述排架上料机构9包括:安装架90、安装在所述安装架90上的第四线性模组91、与所述第四线性模组91输出端连接的第三固定板92、安装在所述第三固定板92上的第五线性模组93、与所述第五线性模组93输出端连接的顶起架94;所述排架下料机构10与所述排架上料机构9结构相同。排架上料机构9用于将老化治具排架从排架放置架11上移送至排架输送线2上,排架下料机构10用于将排架输送线2上完成电容器更换或插入的老化治具排架输送至其一侧的排架放置架11上,从而实现老化治具排架的上下料。所述若干皮带输送机之间设置有间隙,排架上料机构9、排架下料机构10在取放老化治具排架时对应的顶起架94均可从对应位置的间隙中穿过,方便老化治具排架的取放。
35.具体地,在本实施例中,所述的一种焊片电容自动上下料机,还包括:设置在所述第一翻转组件42与所述排架输送线2之间的不良品收集组件8,所述不良品收集组件8包括:弧形缓冲斗80、设置在所述弧形缓冲斗80出料端的容纳盒81。电容器检测夹具7处检测到电容器为不良品时,通过物料夹取机构6夹取住该不良品电容器,并带动其移动至弧形缓冲斗80内,将该不良品电容器放入至弧形缓冲斗80内,不良品电容器通过弧形缓冲斗80后进一步进入至容纳盒81内。
36.综上所述,本实用新型提供一种焊片电容自动上下料机,具有以下有益效果:
37.1、可实现电容器的全自动上下料,自动化程度高,有效提高生产效率;
38.2、可兼容多种不同型号的电容器的上下料,实用性强;
39.3、进料机构、出料机构结构简单,方便生产设计,且进料机构的进料速度快,准确性高。
40.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。