1.本技术涉及自行车的技术领域,尤其是涉及一种自行车座束以及用于其加工的治具。
背景技术:
2.为了响应国家节能减排的号召,共享单车已经成为了越来越多城市的公共交通工具。骑乘自行车出行不仅能够锻炼身体,而且还能够为节能减排贡献出一份力量。为了使共享单车能够适应不同身高的人,共享单车鞍座的高度往往是可以调节的。
3.相关技术中,通过快拆和座束来控制鞍座的高度,快拆设置于座束上,座束具有卡接孔,鞍座的座杆穿过卡接孔,当鞍座的高度调整到合适的位置时,转动快拆把手使得座束抵紧座杆的外表面,从而限制鞍座在座杆的轴向上移动,实现鞍座高度的固定。
4.针对上述中的相关技术,发明人认为利用快拆和座束控制鞍座高度的过程中,鞍座可能会以座杆为圆心发生转动,使得调节鞍座高度的过程中还需要控制鞍座转动,从而使得鞍座高度调整不便。
技术实现要素:
5.为了减少调整鞍座高度时鞍座发生转动,本技术提供一种自行车座束以及用于其加工的治具。
6.第一方面,本技术提供一种自行车座束,采用如下技术方案:
7.一种自行车座束,包括卡接部和锁合部,所述卡接部上开设有供座杆穿过的卡接孔,所述卡接部上还开设有缺口,所述缺口贯穿卡接部,所述锁合部包括多个锁耳,多个所述锁耳均固定设置于卡接部的侧面,多个所述锁耳对称设置于缺口的两侧,每个所述锁耳均开设有供快拆安装的腰孔,所述卡接孔的孔壁上设置有滑块。
8.通过采用上述技术方案,当需要调整鞍座的高度时,转动快拆使得座杆可以相对座束移动,在移动的过程中,卡接部上的滑块与座杆上的滑槽滑移配合,减少了调整鞍座高度的过程中鞍座发生转动的概率。当需要固定鞍座的高度时,转动快拆使得位于缺口两侧的锁耳相互靠近,从而使得卡接部发生形变,卡接孔的孔壁抵紧鞍座的座杆,使得座杆与座束的相对位置固定,从而实现鞍座高度的固定。
9.优选的,所述卡接部的一侧固定设置有安装块,所述安装块上开设有安装孔,所述安装孔与卡接孔连通。
10.通过采用上述技术方案,利用螺钉与安装孔配合可将座束固定在自行车上,便于座束的安装与固定。
11.优选的,所述锁耳远离卡接部的侧面为圆弧过渡面。
12.通过采用上述技术方案,圆弧过渡面可以减少使用者误触到锁耳而受到的伤害。
13.第二方面,本技术提供一种用于自行车座束加工的治具,采用如下技术方案:
14.一种用于自行车座束加工的治具,包括盖板和底板,所述盖板与底板可拆卸连接,
所述底板上开设有加工槽和限位槽,所述加工槽与所述限位槽相连通,所述限位槽的槽底开设有排料孔,所述盖板宽度方向上的侧面设置有抵压块,所述抵压块上开设有加工孔,所述抵压块与盖板形成供刀具伸入加工槽的避空槽。
15.通过采用上述技术方案,当需要加工座束时,将座束放置到限位槽中,然后将盖板盖合到底板上,使得治具能够将座束夹持紧固,加工中心的刀具伸入加工孔将座束加工处卡接孔、凸缘以及滑块。然后加工中心旋转治具,使座束的安装块正对数控加工中心的刀具,然后加工中心的刀具伸入加工槽对过渡面进行加工,不仅实现了对卡接孔、凸缘和滑块的加工,而且实现了对过渡面的加工。
16.优选的,所述加工槽远离限位槽的侧面为外圆弧面,所述加工槽靠近限位槽的侧面为内圆弧面,所述内圆弧面的直径与过渡面的直径大小相同,所述内圆弧面与外圆弧面同心设置,所述内圆弧面与外圆弧面之间圆弧过渡。
17.通过采用上述技术方案,将加工槽的两个侧面分别设置为内圆弧面与外圆弧面,不仅可以实现对过渡面的加工,而且减少了加工槽占用的空间,使得底板上可以开设更多的限位槽与加工槽。
18.优选的,所述外圆弧面半径的大小与内圆弧面半径的大小的差值为10mm-30mm。
19.通过采用上述技术方案,不仅使得加工中心的刀具能够伸入加工槽对锁合部的过渡面进行加工,而且使得底板上能够容置更多的座束,提高一次加工座束的数量,从而提高座束的生产效率。
20.优选的,所述限位槽的一侧开设有便于加工安装孔的让位槽,所述让位槽与限位槽连通,所述让位槽贯穿底板的侧面。
21.通过采用上述技术方案,使得加工中心的刀具能够伸入让位槽对安装孔进行加工。
22.优选的,所述让位槽的侧壁与安装块的表面相贴合。
23.通过采用上述技术方案,使得让位槽能将安装块固定稳固,减少加工安装孔的过程中出现误差。
24.优选的,所述底板上开设有连接孔,所述盖板上开设有接连孔,所述连接孔位于限位槽的一侧,所述接连孔位于卡位槽的一侧,当所述盖板盖合到底板时,所述连接孔正对于对应的接连孔。
25.通过采用上述技术方案,利用螺栓与连接孔以及接连孔的配合,实现了底板与盖板的可拆卸连接;将盖板从底板上拆下,即可将座束安装到底板上,将盖板与底板连接,即可将座束固定好,便于座束后续的加工。
26.优选的,所述底板上开设有若干个固定孔,所述固定孔用于与加工中心连接。
27.通过采用上述技术方案,利用螺栓与固定孔配合,可以实现底板与加工中心的连接,使得被治具夹持的座束能够通过加工中心进行加工。
28.综上所述,本技术包括以下至少一种有益技术效果:
29.1.通过在卡位孔的孔壁上设置滑块,使得在调整鞍座的高度时,滑块与座杆上的滑槽滑移配合,减少了调整鞍座高度的过程中鞍座发生转动的概率;
30.2.通过将加工槽的两个侧面分别设置为内圆弧面与外圆弧面,不仅可以实现对过渡面的加工,而且减少了加工槽占用的空间,使得底板上可以开设更多的限位槽与加工槽;
31.3.利用螺栓与连接孔以及接连孔的配合,实现了底板与盖板的可拆卸连接。将盖板从底板上拆下,即可将座束安装到底板上,将盖板与底板连接,即可将座束固定好,便于座束后续的加工。
附图说明
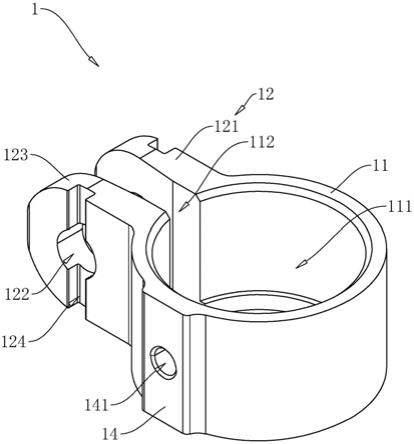
32.图1是本技术实施例中座束的整体结构示意图。
33.图2是本技术实施例中座束的另一侧整体结构示意图。
34.图3是本技术实施例中底板和盖板的整体结构示意图。
35.图4是本技术实施例中底板的部分剖视图。
36.附图标记说明:1、座束;11、卡接部;111、卡接孔;112、缺口;113、凸缘;114、滑块;12、锁合部;121、锁耳;122、腰孔;123、过渡面;124、卡接槽;14、安装块;141、安装孔;2、底板;21、加工部;211、加工槽;2111、内圆弧面;2112、外圆弧面;2113、第一内圆弧面;2114、第二内圆弧面;212、限位槽;2121、卡位槽;2122、容置槽;2123、排料孔;2124、让位槽;214、连接孔;22、固定部;221、固定孔;3、盖板;31、盖板本体;32、抵压块;321、加工孔;33、避空槽;34、接连孔。
具体实施方式
37.以下结合附图1-4对本技术作进一步详细说明。
38.本技术实施例公开一种自行车座束。参照图1,一种自行车座束包括卡接部11和锁合部12,卡接部11呈圆柱状设置,卡接部11上开设有卡接孔111,卡接孔111沿卡接部11轴线的方向开设,卡接孔111的截面为圆形。卡接部11上还开设有缺口112,缺口112贯穿卡接部11的轴向上的两端。
39.参照图1和图2,卡接孔111的孔壁一体成型有环形凸缘113,凸缘113沿卡接孔111的周向设置,凸缘113一侧的侧面与卡接部11的端面平齐。凸缘113的内环面一体成型有滑块114,滑块114的截面呈圆角矩形,滑块114长边的一侧与凸缘113的内环面固定连接,滑块114宽边的两个侧面与凸缘113内环面之间圆弧过渡。
40.参照图1和图2,卡接部11的侧面一体成型有安装块14,安装块14呈长方体状设置,安装块14长度方向上的端面与对应侧的卡接部11的端面平齐,安装块14宽度方向上的侧面与卡接部11的侧面圆弧过渡,安装块14上开设有安装孔141,安装孔141沿安装块14的高度方向开设,安装孔141位于安装块14垂直于高度方向的截面的中心处,安装孔141与卡接孔111相连通,安装孔141为螺纹孔。
41.参照图1和图2,锁合部12包括多个锁耳121,多个锁耳121均一体成型于卡接部11的侧面,锁耳121呈长方体状设置,锁耳121长度方向上的一端与卡接部11固定连接,锁耳121高度方向上的侧面与对应侧的卡接部11的端面平齐,锁耳121远离卡接部11的侧面与锁耳121高度方向上的侧面均圆弧过渡,使得锁耳121远离卡接部11的侧面为圆弧过渡面123,在本实施例中,锁耳121的数量设置为两个。两个锁耳121平行设置,并且两个锁耳121分别位于缺口112的两侧。
42.参照图1和图2,两个锁耳121上均沿锁耳121的高度方向开设有卡接槽124,卡接槽124贯穿锁耳121高度方向上的两侧,并且分别位于两个锁耳121上的两道卡接槽124的开口
朝向相背。两个锁耳121上均沿锁耳121的宽度方向开设有腰孔122,两个锁耳121上的腰孔122正对,腰孔122贯穿卡接槽124的槽底,并且腰孔122的轴线穿过卡接槽124槽底的中心。卡接槽124的开设使得快拆的把手与卡接槽124卡接,减小因自行车晃动使快拆把手转动而导致鞍座的高度发生变化。
43.本技术实施例一种自行车座束的实施原理为:当需要调整鞍座的高度时,转动快拆使得座杆可以相对座束1移动,在移动的过程中,卡接部11上的滑块114与座杆上的滑槽滑移配合,减少了调整鞍座高度的过程中鞍座发生转动的概率。当需要固定鞍座的高度时,转动快拆使得位于缺口112两侧的锁耳121相互靠近,从而使得卡接部11发生形变,卡接孔111的孔壁抵紧鞍座的座杆,使得座杆与座束1的相对位置固定,从而实现鞍座高度的固定。
44.本技术实施例还公开一种用于自行车座束加工的治具。参照图3,一种用于自行车座束1加工的治具包括底板2和盖板3,底板2包括加工部21和两个固定部22,加工部21与两个固定部22均呈长方体状设置,两个固定部22均与加工部21一体成型,并且两个固定部22分别位于加工部21长度方向上的两侧,每个固定部22上均开设有若干个固定孔221,若干个固定孔221沿固定部22的长度方向间隔设置,在本实施例中,每个固定部22上开设的固定孔221的数量为三个。通过固定孔221,使底板2与数控加工中心连接,便于数控加工中心对座束1加工。
45.参照图3和图4,加工部21上开设有若干道加工槽211和若干道限位槽212,限位槽212用于容置座束1,加工槽211用于加工座束1的过渡面123,在本事实例中,限位槽212与加工槽211的数量设置为八道。其中四道限位槽212均设置于加工部21宽度方向上的一侧,并且沿加工部21的长度方向间隔设置,另外四道限位槽212设置于加工部21宽度方向上的另一侧,并且沿加工部21的长度方向间隔设置,两侧的限位槽212朝向相反。一道加工槽211对应设置于一道限位槽212的一侧,并且一道加工槽211与对应的一道限位槽212连通。
46.参照图3和图4,限位槽212包括用于容置卡接部11的卡位槽2121和用于容置锁合部12的容置槽2122。卡位槽2121的槽壁与卡接部11的侧壁贴合,卡位槽2121的槽底中心开设有排料孔2123,排料孔2123沿加工部21的高度方向开设并且排料孔2123的直径小于卡接孔111的直径;卡接槽124靠近加工部21侧面的一侧开设有让位槽2124,当座束1容置于限位槽212中时,安装块14容置于让位槽2124中,让位槽2124的槽壁与安装块14的表面贴合,让位槽2124的开设便于数控加工中心对安装孔141进行加工。容置槽2122的一端与卡位槽2121连通,另一端与加工槽211连通,容置槽2122的两侧壁分别与两个锁耳121的侧面抵接。
47.参照图3和图4,加工槽211贯穿加工部21宽度方向上的一个侧面,加工槽211具有外圆弧面2112和内圆弧面2111,外圆弧面2112为加工槽211远离限位槽212的侧面,内圆弧面2111为加工槽211靠近限位槽212的侧面,内圆弧面2111的直径与过渡面123的直径大小相同,内圆弧面2111与外圆弧面2112同心设置,外圆弧面2112半径的大小与内圆弧面2111半径的大小的差值为10mm-30mm,内圆弧面2111与外圆弧面2112之间圆弧过渡,内圆弧面2111正对外圆弧面2112。内圆弧面2111包括第一内圆弧面2113和第二内圆弧面2114,第一内圆弧面2113相邻于容置槽2122的一个侧壁,第二内圆弧面2114相邻于容置槽2122另一个侧壁。
48.参照图3和图4,盖板3包括盖板3本体和设置于盖板3宽度方向上两侧的若干块抵压块32,盖板3本体和抵压块32均呈长方体状设置,盖板3本体的长度与加工部21的长度相
同,每块抵压块32上均开设有加工孔321,加工孔321沿抵压块32高度方向开设,加工孔321的直径大于卡接孔111的直径,在本实施例中,抵压块32的数量设置为八块。当盖板3盖合到底板2上时,每个抵压块32分别位于一道卡位槽2121的正上方,并且加工孔321的轴线与卡接孔111的轴线重合。抵压块32与盖板3本体之间形成供刀具伸入加工槽211的避空槽33。
49.参照图3和图4,盖板3本体上开设有若干个接连孔34,在本实施例中,接连孔34的数量设置为四个,四个接连孔34沿盖板3本体的长度方向间隔开设,加工部21上开设有四个与接连孔34相配合的连接孔214。利用螺栓与连接孔214和接连孔34配合,实现了底座与盖板3的可拆卸连接。
50.本技术实施例一种用于自行车座束加工的治具的实施原理为:当需要加工座束1时,将座束1放置到限位槽212中,然后将盖板3盖合到底板2上,使得治具能够将座束1夹持紧固,加工中心的刀具伸入加工孔321将座束1加工处卡接孔111、凸缘113以及滑块114。然后加工中心旋转治具,使座束1的安装块14正对数控加工中心的刀具,然后加工中心的刀具伸入加工槽211对过渡面123进行加工,不仅实现了对卡接孔111、凸缘113和滑块114的加工,而且实现了对过渡面123的加工。
51.以上为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。