一种集装箱船lng舱的总段搭载方法、lng舱总段及集装箱船
技术领域
1.本发明涉及船舶建造技术领域,具体涉及一种集装箱船lng舱的总段搭载方法、lng舱总段及集装箱船。
背景技术:
2.lng作为一种清洁能源,在节能减排,尤其是硫化物、氮化物排放方面优势明显。已经受到了航运业越来越多的关注,集装箱船使用lng舱对lng进行运输。
3.专利号cn209479895u公开了一种b型lng燃料舱止摇装置以及b型lng船,该发明使独立液货舱的横向载荷有效传递到船体上,载荷通过层压木方传递,避免了热量的传递,保证了低温lng舱的有效绝热。
4.对于某新型双燃料集装箱船采用全新的lng舱结构设计,尚属国内首次,国内外尚无此类新型集装箱船lng舱结构建造经验,以往lng舱区域都是独立布置,而本发明涉及的lng舱两边布置有双空舱,双空舱之间还布置有燃油舱,使得舭部区域宽度增加很大,现有的分段划分会影响lng舱的独立性,后续搭载施工对lng舱产生较大影响。
技术实现要素:
5.本发明的目的在于克服现有技术中存在的不足,提供一种新型集装箱船lng舱的总段搭载方法,本发明的方法通过分段总组后进行合拢搭载,提高总段阶段舾装的完整性,使空舱区域管舾件和绝缘敷设提前到总段阶段完成,减少了搭载合拢焊接工作量,降低了后续搭载施工对lng舱内部建造的影响,缩短了lng舱的建造周期。
6.为了达到上述发明的目的,本发明专利提供的技术方案如下:
7.一种集装箱船lng舱的总段搭载方法,lng舱整体呈长方体形,lng舱室为八边形,lng舱底部为管弄区域,lng舱两侧为空舱,空舱中部为燃油舱,该方法包括以下步骤:
8.第一步,将lng舱进行分段划分,再将各分段分别进行总组;
9.第二步,各分段总组完成后,以底部总段为基准分段,将底部总段水平放置在搁墩上,利用精度水准仪测量底部总段的水平度,测量完成后固定底部总段;
10.第三步,吊装左舭部总段与右舭部总段,使左舭部总段下部侧面与底部总段左侧面连接,右舭部总段下部侧面与底部总段右侧面连接,再进行定位焊接;
11.第四步,将前隔舱分段与后隔舱分段端面旋转90度,再将前隔舱分段与后隔舱分段吊装,使前隔舱分段与前环段的底部总段、左舭部总段和右舭部总段合拢,后隔舱分段与后环段的底部总段、左舭部总段与右舭部总段,再进行定位焊接;
12.第五步,吊装lng舱施工所用的所有脚手架装置和设备;
13.第六步,确认所有lng舱所有脚手架装置和设备吊装结束后,将左内壳总段外端面朝向lng舱外方向,所述左内壳总段与前隔舱分段、后隔舱分段和左舭部总段合拢,将右内壳总段外端面朝向lng舱外方向,所述右内壳总段与前隔舱分段、后隔舱分段和右舭部总段合拢,再进行定位焊接;
14.第七步,在左内壳总段和右内壳总段合拢焊接后,将舾装单元吊装到lng舱内;
15.第八步,在舾装单元吊装结束后,将左舷侧总段外端面朝向lng舱外方向,所述左舷侧总段与左内壳总段合拢,右舷侧总段外端面朝向lng舱外方向,所述右舷侧总段与右内壳总段合拢;
16.第九步,最后吊装甲板总段,使吊装甲板总段两侧面分别与左舷侧总段侧面和右舷侧总段侧面连接,完成整个lng舱结构搭载。
17.上述第一步中的lng舱整体呈长方体形,所述lng舱分为前后两环段,底部四个角为圆弧角,所述分段划分具体为底部总段、左舭部总段、右舭部总段、左舷侧总段、右舷侧总段、左内壳总段、右内壳总段、甲板总段、前隔舱分段和后隔舱分段共十个总段。
18.上述第一步中的各分段总组的具体步骤为前后底部分段以外板为基面正态组成底部总段;左中舭部分段和右中舭部分段分别与左舭部分段和右舭部分段以外板为基面,前后两环段正态分别组成左舭部总段和右舭部总段;左隔舱分段和右隔舱分段以横壁为基面,前后两环段分别卧态组成前隔舱分段和后隔舱分段;左内壳分段和右内壳分段分别与左甲板分段和右甲板分段以纵壁为基面,前后两环段分别侧态组成左内壳总段和右内壳总段;左舷侧分段和右舷侧分段分别与左顶边分段和右顶边分段以外板为基面,前后两环段分别侧态组成左舷侧总段和右舷侧总段;中甲板分段前后正态总组成甲板总段。
19.上述第五步中的吊装lng舱施工所用的所有脚手架装置和设备,待合拢固定前隔舱分段和后隔舱分段,先吊装lng舱内的脚手装置和设备,在吊装左内壳总段和右内壳总段。
20.上述第八步中的左舷侧总段和右舷侧总段,待左内壳总段和右内壳总段合拢固定后,先将燃油舱中的舾装单元吊装结束后,再将左舷侧总段和右舷侧总段与左内壳总段和右内壳总段合拢,形成封闭的舷部结构。
21.上述第三步中的左舭部总段和右舭部总段要同步进行搭载合拢和定位焊接。
22.上述第六步中的左内壳总段和右内壳总段要同步进行搭载合拢和定位焊接。
23.上述第八步中的左舷侧总段和右舷侧总段要同步进行搭载合拢和定位焊接。
24.本发明还涉及一种基于上述搭载方法得到的集装箱lng舱总段。
25.一种集装箱船,该集装箱船含有上述的lng舱总段。
26.基于上述方案,本发明的方法经过实践应用取得了如下积极有益的效果:
27.1.本发明通过所有分段总组方式,以外板、纵壁和横壁平面为基面总组,有利于定位和精度控制,提高了分段总组和搭载效率。
28.2.本发明通过通过分段总组后进行合拢搭载,使空舱区域管舾件和绝缘敷设提前到总段阶段完成,提高了空舱区域的舾装完整性,减少了搭载合拢焊接工作量,降低了后续搭载施工对lng舱内部建造的影响,缩短lng舱的建造周期。
附图说明
29.图1是本发明一种集装箱船lng舱的总段搭载方法中的lng舱的分段组成示意图。
30.图2是本发明一种集装箱船lng舱的总段搭载方法中的的底部总段bc组装示意图。
31.图3是本发明一种集装箱船lng舱的总段搭载方法中的的舭部总段bp和舭部总段bs组装示意图。
32.图4是本发明一种集装箱船lng舱的总段搭载方法中的的隔舱总段ct和隔舱总段ht组装示意图。
33.图5是本发明一种集装箱船lng舱的总段搭载方法中的的内壳总段sa和内壳总段sb组装示意图。
34.图6是本发明一种集装箱船lng舱的总段搭载方法中的的舷侧总段sp和舷侧总段ss组装示意图。
35.图7是本发明一种集装箱船lng舱的总段搭载方法中的的甲板总段hd组装示意图。
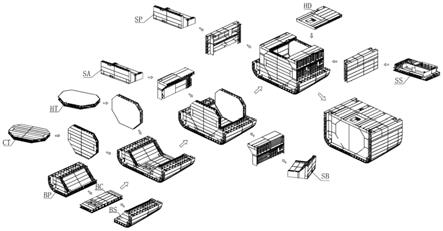
36.图8是本发明一种集装箱船lng舱的总段搭载方法中的lng舱总段组合示意图。
37.图9是本发明一种集装箱船lng舱的总段搭载方法中的lng舱舱室布置示意图。
38.图中标注的含义为:
39.1.底部分段;2.左中舭部分段;3.右中舭部分段;4.左舭部分段;5.右舭部分段;6.左隔舱分段;7.右隔舱分段;8.左内壳分段;9.右内壳分段;10.左舷侧分段;11.右舷侧分段;12.左顶边分段;13.右顶边分段;14.左甲板分段;15.右甲板分段;16.中甲板分段;17.燃油舱;18.空舱;19.管弄区域。
具体实施方式
40.为使本发明的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实例来描述本发明。但是应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
41.本发明属于一种新型集装箱船lng舱的总段搭载方法,如图9所示,该lng舱整体呈长方体形,lng舱室为八边形,lng舱底部为管弄区域,lng舱两侧为空舱,空舱中部为燃油舱。
42.如图8所示,一种新型集装箱船lng舱的总段搭载方法,该方法包括以下步骤:
43.第一步,将lng舱进行分段划分,再将各分段分别进行总组,分段总组提高了分段搭载的效率;
44.第二步,各分段总组完成后,以底部总段bc为基准分段,将底部总段bc水平放置在搁墩上,利用精度水准仪测量底部总段bc的水平度,测量完成后固定底部总段bc,利用精度水准仪测量底部总段bc的水平度提高了底部总段bc搭载的精度;
45.第三步,吊装左舭部总段bp与右舭部总段bs,使左舭部总段bp下部侧面与底部总段bc左侧面连接,右舭部总段bs下部侧面与底部总段bc右侧面连接,再进行定位焊接;
46.第四步,将前隔舱分段ct与后隔舱分段ht端面旋转90度,再将前隔舱分段ct与后隔舱分段ht吊装,使前隔舱分段ct与前环段的底部总段bc、左舭部总段bp和右舭部总段bs合拢,后隔舱分段ht与后环段的底部总段bc、左舭部总段bp与右舭部总段bs,再进行定位焊接;
47.第五步,吊装lng舱施工所用的所有脚手架装置和设备;
48.第六步,确认所有lng舱所有脚手架装置和设备吊装结束后,将左内壳总段sa外端面朝向lng舱外方向,所述左内壳总段sa与前隔舱分段ct、后隔舱分段ht和左舭部总段bp合拢,将右内壳总段sb外端面朝向lng舱外方向,所述右内壳总段sb与前隔舱分段ct、后隔舱
分段ht和右舭部总段bs合拢,再进行定位焊接;
49.第七步,在左内壳总段sa和右内壳总段sb合拢焊接后,将舾装单元吊装到lng舱内;
50.第八步,在舾装单元吊装结束后,将左舷侧总段sp外端面朝向lng舱外方向,所述左舷侧总段sp与左内壳总段sa合拢,右舷侧总段ss外端面朝向lng舱外方向,所述右舷侧总段ss与右内壳总段sb合拢;
51.第九步,最后吊装甲板总段hd,使吊装甲板总段hd两侧面分别与左舷侧总段sp侧面和右舷侧总段ss侧面连接,完成整个lng舱结构搭载。
52.本发明还涉及一种基于上述搭载方法得到的集装箱lng舱总段。一种集装箱船,该集装箱船含有上述的lng舱总段。
53.上述第一步中的lng舱整体呈长方体形,所述lng舱分为前后两环段,底部四个角为圆弧角,所述分段划分具体为底部总段bc、左舭部总段bp、右舭部总段bs、左舷侧总段sp、右舷侧总段ss、左内壳总段sa、右内壳总段sb、甲板总段hd、前隔舱分段ct和后隔舱分段ht共十个总段,lng舱如图1所示,底部总段bc如图2所示,左舭部总段bp和右舭部总段bs如图3所示,左舷侧总段sp和右舷侧总段ss如图6所示,左内壳总段sa和右内壳总段sb如图5所示,甲板总段hd如图7所示,前隔舱分段ct和后隔舱分段ht如图4所示。
54.上述第一步中的各分段总组的具体步骤为前后底部分段1以外板为基面正态组成底部总段bc;左中舭部分段2和右中舭部分段3分别与左舭部分段4和右舭部分段5以外板为基面,前后两环段正态分别组成左舭部总段bp和右舭部总段bs;左隔舱分段6和右隔舱分段7以横壁为基面,前后两环段分别卧态组成前隔舱分段ct和后隔舱分段ht;左内壳分段8和右内壳分段9分别与左甲板分段14和右甲板分段15以纵壁为基面,前后两环段分别侧态组成左内壳总段sa和右内壳总段sb;左舷侧分段10和右舷侧分段11分别与左顶边分段12和右顶边分段13以外板为基面,前后两环段分别侧态组成左舷侧总段sp和右舷侧总段ss;中甲板分段16前后正态总组成甲板总段hd。
55.上述第五步中的吊装lng舱施工所用的所有脚手架装置和设备,待合拢固定前隔舱分段ct和后隔舱分段ht,先吊装lng舱内的脚手装置和设备,在吊装左内壳总段sa和右内壳总段sb,避免左内壳总段sa和右内壳总段sb合拢后,大型脚手架装置和相关设备无法从甲板总段hd合拢前的lng舱开孔中吊入。
56.上述第八步中的左舷侧总段sp和右舷侧总段ss,待左内壳总段sa和右内壳总段sb合拢固定后,先将燃油舱17中的舾装单元吊装结束后,再将左舷侧总段sp和右舷侧总段ss与左内壳总段sa和右内壳总段sb合拢,形成封闭的舷部结构,在左舷侧总段sp和右舷侧总段ss与左内壳总段sa和右内壳总段sb合拢后,燃油舱17中的舾装单元吊装无法吊装。
57.上述第三步中的左舭部总段bp和右舭部总段bs要同步进行搭载合拢和定位焊接,如图8中所示,左舭部总段bp和右舭部总段bs同步搭载合拢和定位焊接,可减少两个总段焊接时的相互影响,提高lng舱建造精度。
58.上述第六步中的左内壳总段sa和右内壳总段sb要同步进行搭载合拢和定位焊接,如图8中所示,左内壳总段sa和右内壳总段sb同步搭载合拢和定位焊接,可减少两个总段焊接时的相互影响,提高lng舱建造精度。
59.上述第八步中的左舷侧总段sp和右舷侧总段ss要同步进行搭载合拢和定位焊接,
如图8中所示,左舷侧总段sp和右舷侧总段ss同步搭载合拢和定位焊接,可减少两个总段焊接时的相互影响,提高lng舱建造精度。
60.最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解;依然可以对发明的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。