1.本实用新型涉及缝纫机技术领域,尤其涉及一种自动送料及缝合一体机。
背景技术:
2.缝纫机是将两种布料缝合在一起的半自动加工设备,缝纫机包括用于缝合的机头及用于夹持布料并移动布料的物料夹持组件,缝合前的准备工作:首先将两种布料按照要求叠放,物料夹持组件夹持两种布料并按照预设轨迹运动,接着在缝纫机机头的作用下完成缝合,现有的缝纫机存在的问题是,两种布料的叠加过程耗时长,效率低,不能实现缝合的自动化加工目的,需要改良。
技术实现要素:
3.为了克服现有技术中存在的布料缝合效率低的问题,本实用新型的目的在于提供一种自动送料及缝合一体机,实现布料的自动送料,提高加工效率。
4.为实现上述目的,本实用新型的技术方案为:
5.一种自动送料及缝合一体机,包括机台、设于机台的机头及设于机台的承载板,所述机头设于承载板的上方,还包括物料夹持组件和送料组件;
6.所述物料夹持组件包括夹板、滑座、压料驱动件、第一驱动件和第二驱动件,所述滑座滑动连接于机台,所述压料驱动件设于滑座并驱动夹板靠近或远离承载板,所述夹板设于承载板的上方,所述第一驱动件设于机台并驱动滑座纵向运动,所述第二驱动件设于机台并驱动滑座横向运动;
7.所述送料组件包括夹料件、安装座、第三驱动件,所述第三驱动件设于机台并驱动安装座朝向靠近或远离夹板的方向运动,所述夹料件设于安装座,所述夹料件靠近夹板设置。
8.进一步的,所述送料组件还包括旋转驱动件,所述旋转驱动件设于安装座并驱动夹料件旋转。
9.进一步的,所述送料组件还包括第四驱动件,所述第四驱动件设于安装座并驱动夹料件往复运动,所述夹料件的运动方向与所述安装座的运动方向相交设置。
10.进一步的,所述压料驱动件包括压板、气缸,所述压板设有转动部、活动部及压部,所述转动部、活动部及压部呈三角状设置,所述转动部与所述滑座通过转轴连接,所述气缸的输出轴与所述活动部连接,所述压部驱动夹料件升降运动。
11.进一步的,所述压料驱动件包括滑板,所述滑板设有通孔,所述滑座设有导向槽,所述滑板滑动连接于滑座,所述压部穿过通孔,所述夹板与所述滑板固定连接,所述通孔和与所述导向槽连通。
12.本实用新型的有益效果:通过设置由夹料件、安装座、第三驱动件组成的送料组件,实现第二布料的自动送料至第一布料上,在物料夹持组件和机头的作用下,实现第二布料和第一布料的缝合,实现送料、缝合的自动化加工目的。
附图说明
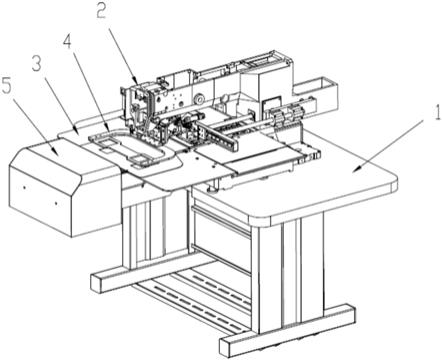
13.图1为本实用新型的立体结构示意图;
14.图2为本实用新型的拆分结构示意图;
15.图3为本实用新型的物料夹持组件第一视角结构示意图;
16.图4为本实用新型的物料夹持组件第二视角结构示意图;
17.图5为本实用新型的压料驱动件拆分结构示意图;
18.图6为本实用新型的送料组件结构示意图。
19.附图标记包括:
20.1—机台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—机头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3—承载板
21.4—物料夹持组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41—夹板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42—滑座
22.421—导向槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43—压料驱动件
ꢀꢀꢀꢀꢀꢀ
431—压板
23.4311—转动部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4312—活动部
ꢀꢀꢀꢀꢀꢀꢀꢀ
4313—压部
24.432—气缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
433—滑板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4331—通孔
25.434—导向板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
44—第一驱动件
ꢀꢀꢀꢀꢀꢀ
5—送料组件
26.51—夹料件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52—安装座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
53—第三驱动件
27.54—旋转驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55—第四驱动件。
具体实施方式
28.为了便于本领域技术人员的理解,下面结合实施例及附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
29.请参阅图1至图6,本实用新型的一种自动送料及缝合一体机,包括机台 1、设于机台1的机头2及设于机台1的承载板3,所述机头2设于承载板3 的上方,还包括物料夹持组件4和送料组件5;
30.所述物料夹持组件4包括夹板41、滑座42、压料驱动件43、第一驱动件44 和第二驱动件,所述滑座42滑动连接于机台1,所述压料驱动件43设于滑座42 并驱动夹板41靠近或远离承载板3,所述夹板41设于承载板3的上方,所述第一驱动件44设于机台1并驱动滑座42纵向运动,所述第二驱动件设于机台1并驱动滑座42横向运动;
31.所述送料组件5包括夹料件51、安装座52、第三驱动件53,所述第三驱动件53设于机台1并驱动安装座52朝靠近或远离夹板41的方向运动,所述夹料件 51设于安装座52,所述夹料件51靠近夹板41设置。
32.具体的,本实施例中,机头2位于承载板3的正上方,物料夹持组件4位于机头2的正下方,送料组件5位于物料夹持组件4的正前方,物料夹持组件4的夹板41在非工作状态与承载板3间距设置,承载板3用于放置第一布料,第一布料放置在承载板3并位于夹板41的正下方,送料组件5的夹料件51呈杆状,夹料件51的数量为两个,两个夹料件51夹持第二布料,第三驱动件53采用气缸结构,第三驱动件53驱动安装座53沿y轴往复运动,同步带动两个夹料件51 及第二布料朝承载板3的方向运动,直至第二布料运动至预设位置,夹料件41 将第二布料放置在第一布料上面,第三驱动件53驱动安装座53复位,夹料件 51同步复位,压料驱动件43驱动夹板41朝下运动,使得夹板41压紧第二布料和第一布料,机头2开始工作,同步地,第一驱动件44驱动滑座42沿y轴运动,第二驱动件驱动滑座42沿x轴运动,使得夹板41拖
动第二布料和第一布料相对机头2运动,完成第二布料和第一布料的缝合。
33.通过设置由夹料件51、安装座52、第三驱动件53组成的送料组件5,实现第二布料的自动送料至第一布料上,在物料夹持组件4和机头2的作用下,实现第二布料和第一布料的缝合,实现送料、缝合的自动化加工目的。
34.所述送料组件5还包括旋转驱动件54,所述旋转驱动件54设于安装座52并驱动夹料件51旋转,夹料件51呈杆状,夹料件51的一端连接于旋转驱动件54 的输出轴,夹料件51的另一端设有两个平行的杆件,两个杆件之间的间隙可供第二布料穿过,便于夹持第二布料的端部,旋转驱动件54为气缸结构,旋转驱动件54驱动夹料件51转动,方便夹持或放下第二布料,提高精准上料的可控性。
35.所述送料组件5还包括第四驱动件55,所述第四驱动件55设于安装座52并驱动夹料件51往复运动,所述夹料件51的运动方向与所述安装座52的运动方向相交设置,第四驱动件55采用气缸结构,第四驱动件55驱动旋转驱动件安装座沿x轴运动,使得旋转驱动件54及夹料件51沿x轴运动,方便夹持不同规格的第二布料,实现生产的灵活性。
36.所述压料驱动件43包括压板431、气缸432,所述压板431设有转动部4311、活动部4312及压部4313,所述转动部4311、活动部4312及压部4313呈三角状设置,所述转动部4311与所述滑座42通过转轴连接,所述气缸432的输出轴与所述活动部4312连接,所述压部4313驱动夹料件51升降运动,压板431大致呈三角结构状,气缸432驱动活动部4312沿y轴方向运动,使得压部4313沿转动部4311的中心轴线发生转动,压部4313推动夹料件51升降运动,从而实现夹料件51靠近或远离承载板3的目的,实现夹持第二布料和第一布料的目的。
37.所述压料驱动件43包括滑板433,所述滑板433设有通孔4331,所述滑座 42设有导向槽421,所述滑板433滑动连接于滑座42,所述压部4313穿过通孔 4331,所述夹板41与所述滑板433固定连接,所述通孔4331和与所述导向槽421 连通,压部4313穿过通孔4331,使得压部4313在摆动时施加作用力于滑板433,从而带动滑板433及夹板41的升降,实现夹板41夹持布料的目的,压料驱动件43还包括导向板434,导向板434固定连接于滑座42,滑板433沿导向板434运动,从而确保滑板433升降运动的稳定性。
38.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。