1.本发明涉及一种无缝筒状双梳经编织物的编织方法和设备,属于产业用纺织品技术领域。
背景技术:
2.管状一次成型织物,由于其良好的成型性和纵向性能一致性,在医疗、建筑、航空航天、工业过滤等领域有较好的应用前景,需求量也在进一步增大。目前通过模具形成的无缝管材占据主要市场,但由于其柔性不足,部分领域如医疗、工业过滤领域未涉及,因此无缝管状织物的研究成为纺织行业扩大行业影响力的主要趋势。
3.经编科技含量高、生产效率卓越、产品性能独特,具有高效的平纹编织性能、良好的提花性能、灵活的网眼编织性能、较好的取向编织性能、很高的成型编织能力、良好的立体结构编制能力,是高端服装、家纺面料的重要来源,也是高技术领域的重要基础材料,因此成为纺织行业主流生产方式。
4.筒状经编织物可在双针床经编机或无缝内衣机上编织而成,但其设备成本高,生产速度慢,难以长期满足产业需求;而传统的高速经编机成本低、梳栉配置少,原料适应性广,速度高,最高达到5000rpm,生产效率高,却只能生产出平面结构的织物,这也使得该设备适用领域受限制,无法发挥高速经编机的优势。
技术实现要素:
5.鉴于上述原因,本发明提供了一种筒状双梳经编织物的编织方法和设备,该设备由前后两把梳栉共同编织完成,前梳编织经平组织,后梳编织编链组织,前后梳两把梳栉反向垫纱,编链组织通过其纵向的延展线约束经平组织,使其不产生歪斜,经平组织则利用其延展线将相邻的编链组织横向链接,形成圆筒状织物。
6.为达到上述目的,本发明采用的方案如下:
7.一种筒状双梳经编织物的生产设备,包括成圈机构、梳栉横移机构、送经机构和牵拉卷取机构;
8.成圈机构包括四个呈正方形a排列的针床;每个针床的正上方都安装一组导纱梳栉,四组导纱梳栉呈正方形b排列,每组导纱梳栉都由一把前梳和一把后梳组成,正方形a与正方形b的一条边相互平行且中心点位于同一条竖直线上;每把导纱梳栉上装有并列沿水平直线排列的导纱针块,导纱针块上装有按一定距离沿水平直线均匀分布的导纱针,槽针和沉降片都安装在各自的针床上,槽针位于导纱针的下方,槽针的针口朝向机前,沉降片位于机前,使沉降片在槽针之间前后运动,导纱针在导纱梳栉的带动下在机前和机后进行横移,并配合槽针和沉降片完成成圈动作;针床的尺寸和导纱梳栉的尺寸可根据实际织物的需要调节;
9.成圈机构中四个呈正方形a排列的针床形成四个交点,每个交点由相邻针床最靠近交叉点的两根槽针组成,当前横列在其中一个槽针上成圈后,通过梳栉的横移,在另一个
槽针上成圈形成下一个线圈横列,以此将相邻针床的织物连接起来形成筒状织物;
10.梳栉横移机构包括四个电子横移机构;四个电子横移机构分别位于四组导纱梳栉的一侧,用于分别控制四组导纱梳栉的横移方向和横移针数;机构底部装有滚轮,便于调整机器幅宽时横移机构的位置随之变动;
11.送经机构用于将八组纱线分别从经轴上送出,经过张力杆送入八组导纱针的针孔中,每组导纱针为每把导纱梳栉上的导纱针;
12.牵拉卷取机构用于将编织区域已织好的织物以适当的拉力牵拉出来,并卷取成布卷,以方便后道处理。
13.作为优选的技术方案:
14.如上所述的一种筒状双梳经编织物的生产设备,送经机构包括八个电子送经机构;张力杆共四根且呈正方形c排列,每根张力杆的上方各有两组盘头,八组纱线分别位于八组盘头中,每组盘头都位于经轴上,每组盘头都由1~8个盘头组成,每组盘头都与一个用于控制其运动速度的电子送经机构连接,正方形a与正方形c的一条边相互平行且中心点位于同一条竖直线上。
15.如上所述的一种筒状双梳经编织物的生产设备,牵拉卷取机构包括电子卷曲控制器、一对主牵拉辊、可调节牵拉辊、副牵拉辊、辅助牵拉辊、卷布辊、牵拉板和弧形轨道;
16.一对主牵拉辊相邻安装,且位于同一水平面上,可调节牵拉辊可拆卸地安装在弧形轨道上且位于主牵拉辊的下方,副牵拉辊固定在可调节牵拉辊的下方,辅助牵拉辊与副牵拉辊在同一水平面上,卷布辊安装在牵拉板上且位于辅助牵拉辊远离副牵拉辊的一侧,电子卷曲控制器用于控制主牵拉辊的转速,进而控制牵拉的速度;
17.电子卷取控制器负责控制牵拉的速度,主牵拉辊通过两个牵拉辊之间的压力将织物牵拉出编织区域,最终坯布通过可调节牵拉辊、副牵拉辊、辅助牵拉辊运送到卷布辊上,卷布辊由牵拉板固定。可调节的牵拉辊通过轨道调节前后位置,可通过不同位置来调节对坯布的牵拉力。
18.如上所述的一种筒状双梳经编织物的生产设备,可调节牵拉辊通过螺丝可拆卸地安装在弧形轨道上,可调节牵拉辊可在弧形轨道上改变位置,通过螺丝将其固定在弧形轨道的某个位置,不同位置时,可调节牵拉辊与坯布的包围角不同,由此改变对坯布的拉力。
19.如上所述的一种筒状双梳经编织物的生产设备,筒状双梳经编织物的生产设备还包括总机架;总机架包括四个呈正方形d排列的机架,分别位于设备的四个角落,用于支撑经轴、张力杆及辅助牵拉辊,正方形a与正方形d的一条边相互平行且中心点位于同一条竖直线上。
20.如上所述的一种筒状双梳经编织物的生产设备,四个呈正方形a排列的针床相互之间通过钢板、两根铁片和四枚螺丝固定,两根铁片在钢板上交叉成x形,四枚螺丝分别依次穿过两根铁片的两端和钢板穿入两个针床内;四组呈正方形b排列的导纱梳栉相互之间通过钢板、两根铁片和四枚螺丝固定,两根铁片在钢板上交叉成x形,四枚螺丝分别依次穿过两根铁片的两端和钢板穿入两组导纱梳栉内;经编机在运行过程中速度比较快,连接针床的机构和连接导纱梳栉的机构中除了钢板和螺丝都含有两根铁片,且两根铁片在钢板上交叉成x型,这样能提高整体的稳固性。
21.本发明还提供了一种筒状双梳经编织物的编织方法,采用如上所述的一种筒状双
梳经编织物的生产设备,编织流程如下:
22.(a)将八根经纱从纵向分别穿入八组导纱针的针孔中,喂入编织区域;
23.(b)每组导纱梳栉的前梳和后梳分别对应进行经平组织和编链组织的第一横列的成圈(即每组导纱梳栉的前梳进行经平组织的第一横列的成圈,每组导纱梳栉的后梳进行编链组织的第一横列的成圈),完成针前垫纱后移动到针背;
24.(c)令i=2;
25.(d)每组导纱梳栉的前梳进行针背横移,横移方向为向左移动一针,进行经平组织的第i个横列的成圈,在此过程中每组导纱梳栉的前梳最左边的导纱针在相邻的针床的最右边的织针上成圈,由此将相邻针床编织的布片连接起来,同时每组导纱梳栉的后梳不进行针背横移,继续在当前的织针上进行编链组织的第i个横列的成圈;
26.(e)每组导纱梳栉的前梳进行针背横移,横移方向为向右移动一针,进行经平组织的第i+1个横列的成圈,在此过程中每组导纱梳栉的前梳最右边的导纱针在相邻的针床的最左边的织针上成圈,同时每组导纱梳栉的后梳不进行针背横移,继续在当前的织针上进行编链组织的第i+1个横列的成圈;
27.(f)判断坯布长度是否达到期望值,如果是,则结束,得到筒状双梳经编织物;反之,则令i=i+1,返回步骤(d),在此过程中,每个针床通过前梳的左右横移,使得针床边缘的织针在相邻的针床上成圈,一次连接左右相邻的两个针床编织的织物相连,从而形成无缝筒状结构。
28.作为优选的技术方案:
29.如上所述的一种筒状双梳经编织物的编织方法,经纱原料为涤纶、锦纶、棉、毛和蚕丝中的一种以上;生产速度为100~1000rpm。
30.如上所述的一种筒状双梳经编织物的编织方法,经平组织为二针经平组织。
31.如上所述的一种筒状双梳经编织物的编织方法,筒状双梳经编织物为无缝筒状结构,其上含有二针经平组织和编链组织;从织物的正面看,二针经平组织的圈柱位于编链组织的圈柱的上方;从织物的反面看,二针经平组织的延展线位于编链组织的延展线的上方;编链组织约束二针经平组织,使其不产生歪斜,二针经平组织利用其延展线将相邻的编链组织横向链接;筒状双梳经编织物的内径为1~10cm。
32.本发明的原理如下:
33.筒状经编织物可在双针床经编机或无缝内衣机上编织而成,但其设备成本高,设备占地面积大,由于只有两个针床,圆筒织物接缝处组织结构不一样,仍存在明显的接缝,且生产出来的织物多以网眼组织为主,难以长期满足产业需求;本发明的设备含有四个针床,通过相邻针床之间导纱梳栉的横移,将四片织物通过相同组织连接起来,且组织为平纹组织,无任何网眼,因此能够克服双针床经编机或无缝内衣及产品接缝处组织不同、产品类型有限等局限。
34.传统的高速经编机成本低、梳栉配置少,原料适应性广,速度高,生产效率高,却只能生产出平面结构的织物,根本原因在于其只有一个针床;本发明的设备含有四个针床,且四个针床呈正方形排列,导纱梳栉左右横移将四片织物相连,且针床宽度可调节,因此本发明的设备能生产不同筒径的筒状织物。
35.本发明的筒状双梳经编织物与现有技术制得的筒状经编织物相比结构更均匀,四
组梳栉在成圈时的左右横移,通过相同组织将相邻针床的织物连接起来,接缝处结构和非接缝处一致,因此其力学性能就更加均匀。
36.有益效果
37.本发明的筒状双梳经编织物的生产设备结构简单,成本低,速度高,原料适应性广,可使用多种类型的原料,如各种天然纤维、化纤和高性能纤维等;本发明的筒状双梳经编织物的编织方法效率高,制得的筒状双梳经编织物结构稳定,力学性能较好。
附图说明
38.图1为筒状双梳经编织物结构三维示意图;其中,左图为织物的正面图,右图为织物的反面图;
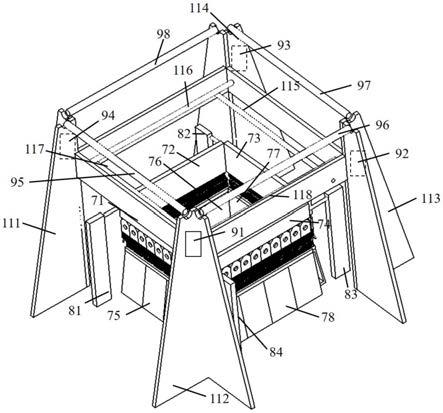
39.图2为筒状双梳经编织物的生产设备的三维示意图;
40.图3为筒状双梳经编织物的生产设备的侧视图;
41.图4~5为筒状双梳经编织物的生产设备的成圈机构细节图;
42.图6为筒状双梳经编织物的生产设备的针床相互之间或导纱梳栉相互之间的连接示意图;
43.其中,1-二针经平组织,2-编链组织,3-二针经平组织的延展线,4-二针经平组织的圈柱,5-编链组织的圈柱,6-编链组织的延展线,7-成圈机构,71-导纱梳栉i、72-导纱梳栉ii、73-导纱梳栉iii、74-导纱梳栉iv,75-针床i,76-针床ii,77-针床iii,78-针床iv,79-导纱针块,710-槽针,711-沉降片,712-导纱针,713-螺丝,714-钢板,715-铁片,716-前梳,717-后梳,8-梳栉横移机构,81-电子横移机构i,82-电子横移机构ii,83-电子横移机构iii,84-电子横移机构iv,9-送经机构,91-电子送经机构i,92-电子送经机构ii,93-电子送经机构iii,94-电子送经机构iv,95-经轴i,96-经轴ii,97-经轴iii,98-经轴iv,10-牵拉卷取机构,101-电子卷曲控制器,102-主牵拉辊,103-可调节牵拉辊,104-副牵拉辊,105-辅助牵拉辊,106-卷布辊,107-牵拉板,108-弧形轨道,11-总机架,111-机架i,112-机架ii,113-机架iii,114-机架iv,115-张力杆i,116-张力杆ii,117-张力杆iii,118-张力杆iv。
具体实施方式
44.下面结合具体实施方式,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
45.一种筒状双梳经编织物的生产设备,如图2~5所示,包括成圈机构7、梳栉横移机构8、送经机构9、牵拉卷取机构10和总机架11;
46.成圈机构7包括四个呈正方形a排列的针床,分别记为针床i 75、针床ii 76、针床iii 77、针床iv 78,针床相互之间通过钢板714、两根铁片715和四枚螺丝713固定,两根铁片715在钢板714上交叉成x形,四枚螺丝713分别依次穿过两根铁片715的两端和钢板714穿入两个针床内;每个针床的正上方都安装一组导纱梳栉,四组导纱梳栉呈正方形b排列,分别记为导纱梳栉i 71、导纱梳栉ii 72、导纱梳栉iii 73、导纱梳栉iv 74,正方形a与正方形b的一条边相互平行且中心点位于同一条竖直线上,导纱梳栉相互之间通过钢板714、两根
铁片715和四枚螺丝713固定,两根铁片715在钢板714上交叉成x形,四枚螺丝713分别依次穿过两根铁片715的两端和钢板714穿入两组导纱梳栉内;每组导纱梳栉都由一把前梳716和一把后梳717组成;每把导纱梳栉上装有并列沿水平直线排列的导纱针块79,导纱针块79上装有按一定距离沿水平直线均匀分布的导纱针712,槽针710和沉降片711都安装在各自的针床上,槽针710位于导纱针712的下方,槽针710的针口朝向机前,沉降片711位于机前,使沉降片711在槽针710之间前后运动,导纱针712在导纱梳栉的带动下在机前和机后进行横移,并配合槽针710和沉降片711完成成圈动作;针床的尺寸和导纱梳栉的尺寸可根据实际织物的需要调节;
47.成圈机构7中四个呈正方形a排列的针床形成四个交点,每个交点由相邻针床最靠近交叉点的两根槽针710组成,当前横列在其中一个槽针710上成圈后,通过梳栉的横移,在另一个槽针710上成圈形成下一个线圈横列,以此将相邻针床的织物连接起来形成筒状织物;
48.梳栉横移机构8包括四个电子横移机构,分别记为电子横移机构i 81、电子横移机构ii 82、电子横移机构iii 83、电子横移机构iv 84;四个电子横移机构分别位于四组导纱梳栉的一侧,用于分别控制四组导纱梳栉的横移方向和横移针数;
49.送经机构9包括八个电子送经机构,分别记为电子送经机构i 91、电子送经机构ii 92、电子送经机构iii 93、电子送经机构iv 94、电子送经机构v、电子送经机构vi、电子送经机构vii、电子送经机构viii;张力杆共四根且呈正方形c排列,分别记为张力杆i 115、张力杆ii 116、张力杆iii 117、张力杆iv 118,每根张力杆的上方各有两组盘头,八组纱线分别位于八组盘头中,每组盘头都位于经轴上,每组盘头都由1~8个盘头组成,每组盘头都与一个用于控制其运动速度的电子送经机构连接,正方形a与正方形c的一条边相互平行且中心点位于同一条竖直线上;送经机构9用于将八组纱线分别从经轴上送出,经过张力杆送入八组导纱针712的针孔中,每组导纱针712为每把导纱梳栉上的导纱针712;其中,经轴为4个,与张力杆一一对应,分别记为经轴i 95、经轴ii 96、经轴iii 97、经轴iv 98;
50.牵拉卷取机构10包括电子卷曲控制器101、一对主牵拉辊102、可调节牵拉辊103、副牵拉辊104、辅助牵拉辊105、卷布辊106、牵拉板107和弧形轨道108;一对主牵拉辊102相邻安装,且位于同一水平面上,可调节牵拉辊103通过螺丝可拆卸地安装在弧形轨道108上且位于主牵拉辊102的下方,副牵拉辊104固定在可调节牵拉辊103的下方,辅助牵拉辊105与副牵拉辊104在同一水平面上,卷布辊106安装在牵拉板107上且位于辅助牵拉辊105远离副牵拉辊104的一侧,电子卷曲控制器101用于控制主牵拉辊102的转速,进而控制牵拉的速度;牵拉卷取机构10用于将编织区域已织好的织物以适当的拉力牵拉出来,并卷取成布卷;
51.总机架包括四个呈正方形d排列的机架,分别位于设备的四个角落,记为机架i 111、机架ii 112、机架iii 113、机架iv 114,用于支撑经轴、张力杆及辅助牵拉辊,正方形a与正方形d的一条边相互平行且中心点位于同一条竖直线上。
52.采用上述生产设备制备一种筒状双梳经编织物的编织方法,编织流程如下:
53.(a)将八根经纱从纵向分别穿入八组导纱针的针孔中,喂入编织区域;经纱原料为涤纶、锦纶、棉、毛和蚕丝中的一种以上;生产速度为100~1000rpm;
54.(b)每组导纱梳栉的前梳和后梳分别对应进行二针经平组织和编链组织的第一横列的成圈(即每组导纱梳栉的前梳进行经平组织的第一横列的成圈,每组导纱梳栉的后梳
进行编链组织的第一横列的成圈),完成针前垫纱后移动到针背;
55.(c)令i=2;
56.(d)每组导纱梳栉的前梳进行针背横移,横移方向为向左移动一针,进行经平组织的第i个横列的成圈,在此过程中每组导纱梳栉的前梳最左边的导纱针在相邻的针床的最右边的织针上成圈,由此将相邻针床编织的布片连接起来,同时每组导纱梳栉的后梳不进行针背横移,继续在当前的织针上进行编链组织的第i个横列的成圈;
57.(e)每组导纱梳栉的前梳进行针背横移,横移方向为向右移动一针,进行经平组织的第i+1个横列的成圈,在此过程中每组导纱梳栉的前梳最右边的导纱针在相邻的针床的最左边的织针上成圈,同时每组导纱梳栉的后梳不进行针背横移,继续在当前的织针上进行编链组织的第i+1个横列的成圈;
58.(f)判断坯布长度是否达到期望值,如果是,则结束,得到筒状双梳经编织物;反之,则令i=i+1,返回步骤(d),在此过程中,每个针床通过前梳的左右横移,使得针床边缘的织针在相邻的针床上成圈,一次连接左右相邻的两个针床编织的织物相连,从而形成无缝筒状结构。
59.如图1所示,制得的筒状双梳经编织物为无缝筒状结构,其上含有二针经平组织1和编链组织2;从织物的正面看,二针经平组织的圈柱位于编链组织的圈柱5的上方;从织物的反面看,二针经平组织的延展线3位于编链组织的延展线6的上方;编链组织2约束二针经平组织1,使其不产生歪斜,二针经平组织1利用其延展线将相邻的编链组织2横向链接;筒状双梳经编织物的内径为1~10cm。