1.本实用新型涉及门襟机技术领域,特别涉及一种双筒布压脚机构。
背景技术:
2.门襟的制作工艺通常是通过左、右压脚压住布料,然后通过压脚与机头的运动实现缝纫,同时通过压脚与中刀的动作实现中刀切割。
3.但是对于双筒布门襟,通过传统的压脚很难进行加工,由于双筒布为单独的两片筒布,且分离独立,在加工时,需要先将两片筒布通过衬布烫在一起后再加工,导致生产率低下,而且门襟加工质量也难以保证。
技术实现要素:
4.有鉴于此,本实用新型的目的是提供一种双筒布压脚机构,能够有效实现双筒布门襟的加工。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种双筒布压脚机构,包括:机架、左压脚组件、右压脚组件、左筒布压脚、右筒布压脚、以及左压料驱动部件和右压料驱动部件;所述左压脚组件和所述右压脚组件对称设置在所述机架的一侧,所述左压脚组件用于压在左筒布上表面的左侧,所述左压料驱动部件用于驱动所述左筒布压脚压在所述左筒布上表面的右侧,所述右压脚组件用于压在右筒布上表面的右侧,所述右压料驱动部件用于驱动所述右筒布压脚压在所述右筒布的上表面的左侧。
7.优选地,所述左压脚组件和所述右压脚组件对称设置,且均包括摆臂动力部、压脚连接臂和压脚,所述压脚连接臂的一端通过铰接轴与所述机架铰接,另一端与所述压脚铰接,所述摆臂动力部用于驱动所述压脚连接臂绕所述铰接轴摆动,以带动所述压脚升降。
8.优选地,所述左压料驱动部件和所述右压料驱动部件均包括筒布压料气缸、筒布压脚气缸、铰支座,所述铰支座与所述压脚连接臂固定连接,所述筒布压脚气缸的固定端通过转轴与所述铰支座铰接,所述筒布压脚气缸的活动端与所述左筒布压脚或所述右筒布压脚固定连接,用于驱动所述左筒布压脚和所述右筒布压脚相向或者背离运动;所述筒布压料气缸用于驱动所述筒布压脚气缸绕所述转轴转动。
9.优选地,所述筒布压脚气缸的下方设有气缸调节板,所述气缸调节板上设有用于调整所述筒布压脚气缸在左右方向上的位置的条形槽,所述筒布压脚气缸通过螺钉穿过所述条形槽固定在所述气缸调节板上,所述气缸调节板的一端通过所述转轴铰接在铰支座上。
10.优选地,所述筒布压料气缸固定在气缸固定板上,所述气缸固定板固定在所述机架或所述压脚连接臂上,所述筒布压脚气缸的上部固定连接有挂板,所述挂板上设有拉簧,所述拉簧的另一端与所述气缸固定板连接,所述筒布压料气缸的活动端用于推动所述挂板,进而带动所述筒布压脚气缸绕所述转轴转动。
11.优选地,所述左压料驱动部件和所述右压料驱动部件对称设置,且均包括气缸承载斜板和驱动气缸,所述气缸承载斜板固定在所述压脚连接臂上,所述驱动气缸的固定端安装在所述气缸承载斜板上,所述驱动气缸的活动端与所述左筒布压脚或所述右筒布压脚连接,用于驱动所述左筒布压脚或所述右筒布压脚斜向下移动。
12.优选地,所述左筒布压脚和所述右筒布压脚均为矩形框式压脚。
13.优选地,所述左压料驱动部件和所述右压料驱动部件分别与其相应的所述矩形框式压脚的一端连接,所述左压脚组件和所述右压脚组件的压脚末端设有导向板,所述矩形框式压脚的另一端与相应的所述导向板滑动连接。
14.优选地,还包括中刀位置传感器,所述中刀位置传感器用于检测中刀是否收回,所述左压料驱动部件和所述右压料驱动部件与所述中刀位置传感器连接,用于在所述中刀收回之后,再分别控制相应的左筒布压脚和所述右筒布压脚收回。
15.优选地,还包括筒布压脚位置传感器,所述筒布压脚位置传感器用于检测所述左筒布压脚和所述右筒布压脚的位置。
16.与现有技术相比,上述技术方案具有以下优点:
17.本实用新型所提供的一种双筒布压脚机构,包括:机架、左压脚组件、右压脚组件、左筒布压脚、右筒布压脚、以及左压料驱动部件和右压料驱动部件;左压脚组件和右压脚组件对称设置在机架的一侧,左压脚组件用于压在左筒布上表面的左侧,左压料驱动部件用于驱动左筒布压脚压在左筒布上表面的右侧,右压脚组件用于压在右筒布上表面的右侧,右压料驱动部件用于驱动右筒布压脚压在右筒布的上表面的左侧。通过增设左筒布压脚和右筒布压脚,可以实现两片独立筒布的缝纫以及切割作业,可有效提高双筒布门襟的加工质量。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
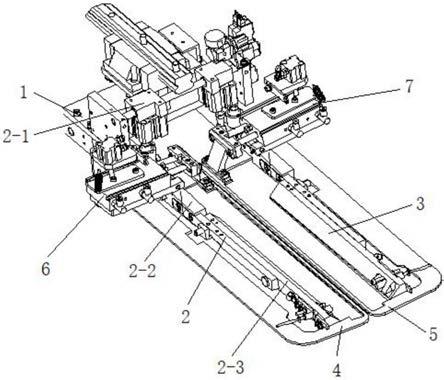
19.图1为实施例一所提供的一种双筒布压脚机构的结构示意图;
20.图2为图1双筒布压脚机构的爆炸图;
21.图3为分片筒布的结构示意图;
22.图4为图1双筒布压脚机构的主视图;
23.图5为图1中的筒布压料气缸伸出时的结构示意图;
24.图6为图1中的筒布压料气缸收回时的结构示意图;
25.图7为实施例二所提供的一种双筒布压脚机构的结构示意图;
26.图8为图7双筒布压脚机构的爆炸图;
27.图9为图7双筒布压脚机构的主视图;
28.图10为中刀位置传感器的安装位置结构示意图。
29.附图标记如下:
30.1为机架;
31.2为左压脚组件,2-1为摆臂动力部,2-2为压脚连接臂,2-3为左压脚,2-4为导向板,2-5为压脚位置传感器,2-6为传感器连接板;
32.3为右压脚组件,3-1为右压脚;
33.4为左筒布压脚;
34.5为右筒布压脚;
35.6为左压料驱动部件,6-1为筒布压料气缸,6-2为气缸固定板,6-3为拉簧,6-4为挂板,6-5为筒布压脚气缸,6-6为气缸调节板,6-7为弯头连接板,6-8为转轴,6-9为铰支座,6-10为驱动气缸,6-11为气缸承载斜板。
36.7为右压料驱动部件;
37.8为分片筒布;
38.9为中刀;
39.10为中刀位置传感器。
具体实施方式
40.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
41.实施例一,请参考图1~图6,图1为实施例一所提供的一种双筒布压脚机构的结构示意图;图2为图1双筒布压脚机构的爆炸图;图3为分片筒布的结构示意图;图4为图1双筒布压脚机构的主视图;
42.图5为图1中的筒布压料气缸伸出时的结构示意图;图6为图1中的筒布压料气缸收回时的结构示意图。
43.本实施例所提供的一种双筒布压脚机构,适用于双筒布的压紧作业,双筒布为分片筒布8,包括左筒布和右筒布,如图3所示的分片筒布8的结构示意图,其中双筒布压脚机构包括:机架1、左压脚组件2、右压脚组件3,左压脚组件2和右压脚组件3对称设置在机架1的一侧,左压脚组件2用于压在左筒布上表面的左侧,右压脚组件3用于压在右筒布上表面的右侧。在此基础上,增设左筒布压脚4组件和右筒布压脚5组件,其中左筒布压脚4组件包括左筒布压脚4和左压料驱动部件6,右筒布压脚5组件包括右筒布压脚5和右压料驱动部件7,左压料驱动部件6用于驱动左筒布压脚4压在左筒布上表面的右侧,右压料驱动部件7用于驱动右筒布压脚5压在右筒布的上表面的左侧。通过增设左筒布压脚4和右筒布压脚5,可以实现两片独立筒布的缝纫以及切割作业,可有效提高双筒布门襟的加工质量。
44.其中,左压脚组件2和右压脚组件3对称设置,且均包括摆臂动力部2-1、压脚连接臂2-2和压脚,压脚连接臂2-2的一端通过铰接轴与机架1铰接,另一端与压脚铰接,摆臂动力部2-1优选为气缸,可以驱动压脚连接臂2-2绕铰接轴摆动,以带动压脚升降,使得压脚下移时压紧筒布,上移时松开筒布。
45.关于左压料驱动部件6和右压料驱动部件7的具体结构,均包括筒布压料气缸6-1、筒布压脚气缸6-5、铰支座6-9,铰支座6-9与压脚连接臂2-2固定连接,筒布压脚气缸6-5的固定端通过转轴6-8与铰支座6-9铰接,为了调整筒布压脚气缸6-5在左右方向上的位置,可
以在筒布压脚气缸6-5的下方设置一块气缸调节板6-6,气缸调节板6-6上设有条形槽,筒布压脚气缸6-5可以相对于条形槽移动,调整好位置之后,通过螺钉穿过条形槽,即可将筒布压脚气缸6-5固定在气缸调节板6-6上,气缸调节板6-6的一端通过转轴6-8铰接在铰支座6-9;筒布压脚气缸6-5的活动端与相应的左筒布压脚4和右筒布压脚5固定连接,例如可以通过弯头连接板6-7进行连接,弯头连接板6-7具有两个连接端,分别为侧部连接端和底部连接端,筒布压脚气缸6-5的活动端与侧部连接端固定,左筒布压脚4和右筒布压脚5分别固定在相应的弯头连接板6-7的底部连接端上,其中通过筒布压脚气缸6-5可以调整左筒布压脚4和右筒布压脚5在左右方向上的位置,当需要压紧筒布时,需要驱动左筒布压脚4和右筒布压脚5相向运动,在缝纫和切割完成之后,可驱动左筒布压脚4和右筒布压脚5背离运动;其中左筒布压脚4和右筒布压脚5的压紧和松开作业,由筒布压料气缸6-1提供,筒布压料气缸6-1可以驱动筒布压脚气缸6-5绕转轴6-8转动,进而带动相应的左筒布压脚4和右筒布压脚5升降。
46.进一步地,筒布压料气缸6-1固定在气缸固定板6-2上,气缸固定板6-2固定在机架1或压脚连接臂2-2上,筒布压脚气缸6-5的上部固定连接有挂板6-4,挂板6-4上设有拉簧6-3,拉簧6-3的另一端与气缸固定板6-2连接,筒布压料气缸6-1的活动端向下穿出气缸固定板6-2。当筒布压料气缸6-1的活动端收回时,挂板6-4在拉簧6-3的作用下处于倾斜状态,进而使得筒布压脚气缸6-5和左筒布压脚4以及右筒布压脚5处于倾斜状态,此时左筒布和右筒布被压紧;当筒布压料气缸6-1的活动端伸出时,可以推动挂板6-4,以克服拉簧6-3的拉力,进而带动筒布压脚气缸6-5绕转轴6-8转动,以使左筒布压脚4和右筒布压脚5处于水平状态。因此通过拉簧6-3的拉力来压紧筒布,是一种柔性压紧,可以在遇到外力时进行浮动,以对左筒布压脚4和右筒布压脚5起到保护作用。
47.需要说明的是,上述的筒布压料气缸6-1只是一种用于驱动左筒布压脚4和右筒布压脚5绕转轴6-8转动的方式,也可通过其它方式来驱动左筒布压脚4和右筒布压脚5绕转轴6-8转动,具体可根据实际需要进行选择。
48.实施例二,请参考图7~图9,图7为实施例二所提供的一种双筒布压脚机构的结构示意图;图8为图7双筒布压脚机构的爆炸图;图9为图7双筒布压脚机构的主视图。
49.本实施例所提供的一种双筒布压脚机构,与实施例一的不同之处在于左压料驱动部件6和右压料驱动部件7的具体结构,本实施例的左压料驱动部件6和右压料驱动部件7对称设置,且均包括气缸承载斜板6-11和驱动气缸6-10,驱动气缸6-10优选为双杆气缸,气缸承载斜板6-11固定在压脚连接臂2-2上,驱动气缸6-10的固定端安装在气缸承载斜板6-11上,也可通过条形槽来调整驱动气缸6-10的左右位置,驱动气缸6-10的活动端与左筒布压脚4或右筒布压脚5连接,当需要压紧筒布时,可以驱动相应的左筒布压脚4和右筒布压脚5斜向下移动,缝纫和切割作业完成之后,可驱动左筒布压脚4和右筒布压脚5斜向上移动。
50.上述实施例中的左筒布压脚4和右筒布压脚5均优选为矩形框式压脚,可以提高其抗弯强度,其中矩形框式压脚内侧的长条起到压紧相应筒布的作用。为了提高左筒布压脚4和右筒布压脚5左右移动的顺畅性,可在左压脚2-3和右压脚3-1的末端设置导向板2-4,导向板2-4的一端与相应的左压脚2-3和右压脚3-1连接,导向板2-4的另一端设有开口槽,为了叙述方便,分别记为左矩形框式压脚和右矩形框式压脚,以左矩形框式压脚为例,左压脚2-3位于左矩形框式压脚的框内,左压料驱动部件6的活动端与左矩形框式压脚的内边固定
连接,左矩形框式压脚的外边滑动连接在导向板2-4的开口槽内,通过开口槽可以对左矩形框式压脚的外边起到上下限位的作用;右矩形框式压脚与左矩形框式压脚的设置方式相同。
51.为了避免左筒布压脚4和右筒布压脚5在收回时触碰到中刀,在本实施例中,还包括中刀位置传感器10,请参考图10,中刀位置传感器10用于检测中刀9是否收回,当中刀9收回之后,可以给筒布压脚气缸6-5发送指令,以收回相应的左筒布压脚4和右筒布压脚5。其中中刀9与左压脚2-3和右压脚3-1的位置关系以及中刀位置传感器10的型号可参考现有技术,本实施例的核心在于通过中刀位置传感器10,可以控制左筒布压脚4和右筒布压脚5收回的时机,以避免触碰中刀9。
52.进一步地,还包括筒布压脚位置传感器2-5,筒布压脚位置传感器2-5用于检测左筒布压脚4和右筒布压脚5的位置,其中可以在左压脚2-3和右压脚3-1上分别设置一个筒布压脚位置传感器2-5,可通过传感器连接板2-6进行安装,当筒布压脚气缸6-5收回后,若左筒布压脚4和右筒布压脚5出现异常而未收回到位,使得筒布压脚位置传感器2-5没有收到相应的信号,则发出警示信号,以便及时停机维护,从而保证设备的使用寿命。
53.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
54.以上对本实用新型所提供的一种双筒布压脚机构进行了详细介绍。本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。