1.本发明属于羽绒加工技术领域,具体涉及石墨烯抑菌羽绒球的制备装及方法。
背景技术:
2.羽绒服是内充羽绒填料的上衣,作为冬天御寒的衣服填充的羽绒一般为鸭绒或者鹅绒,其填充之前需要进行相对应的清洗抑菌操作,市面上常见的大多使用抑菌液进行浸泡清洗,同时,近年来,石墨烯抑菌性能慢慢被研究发掘,其强大的抗菌性能不断被市场接受,广泛应用于衣物、床上用品等,因此针对羽绒的清洗抑菌同样可以采取石墨烯抑菌技术;
3.现有技术中,羽绒服的制作工艺较为复杂,不仅在于羽绒的前处理,还包括后续的充绒过程,由于羽绒纤维蓬松且细小,填充过程易不均进而不利于羽绒服的保暖性能的提升,需要对羽绒进行相应的整形处理,为此,本发明提供了石墨烯抑菌羽绒球的制备装置及方法。
技术实现要素:
4.本发明的目的就在于为了解决上述问题而提供一种结构简单,设计合理的石墨烯抑菌羽绒球的制备装置及方法。
5.本发明通过以下技术方案来实现上述目的:
6.石墨烯抑菌羽绒球的制备装置,包括上料水平输送带以及设于上料水平输送带上的雾化喷淋器,所述上料水平输送带的出料端设有差速成型装置,且差速成型装置包括驱动装置和对接设置的高速环状输送组件及低速推料组件;
7.所述雾化喷淋器将处理液附着至羽绒表面,上料水平输送带带动羽绒上料输送至高速环状输送组件与低速推料组件之间;
8.所述驱动装置驱动高速环状输送组件及低速推料组件差速输送,迫使位于两者之间的羽绒滚动成型为羽绒球。
9.作为本发明的进一步优化方案,所述差速成型装置还包括对接设置的罩壳和安装座,所述高速环状输送组件包括轴接在安装座外周的多个输送辊以及设于多个输送辊外部的输送履带。
10.作为本发明的进一步优化方案,所述低速推料组件包括转动设于罩壳上的转动座,所述转动座与安装座插接配合,且转动座的外部位于输送履带的外周均布有多个限位推块,所述限位推块的两侧外侧壁均呈弧面设置,且相邻两个限位推块之间构成球形空腔。
11.作为本发明的进一步优化方案,所述驱动装置包括设于安装座外侧的驱动箱、设于驱动箱外部的驱动电机以及设于驱动箱内部的传动齿轮组件,所述传动齿轮组件包括相互啮合的主动齿轮、第二从齿轮及第三从齿轮组,所述第三从齿轮组由同轴设置的两个相同齿数的单元齿轮构成。
12.作为本发明的进一步优化方案,每个所述输送辊伸入驱动箱的一端均设有相互啮
合的第一从齿轮,其中一个所述第一从齿轮与第二从齿轮相啮合,所述转动座的内侧壁设有与第三从齿轮组伸入安装座一端的单元齿轮相啮合的齿圈,所述第一从齿轮、第二从齿轮、主动齿轮、第三从齿轮组的单元齿轮以及齿圈的齿数呈等比递增设置。
13.作为本发明的进一步优化方案,所述差速成型装置还包括下料组件,所述下料组件包括设于驱动装置底端的气缸、开设在罩壳和安装座上相互连通的通槽以及与气缸活塞杆端相连接的推板,所述罩壳的外部靠近底端处对应通槽的位置处设有下料通道。
14.作为本发明的进一步优化方案,所述罩壳上设有热烘装置,所述热烘装置包括设于罩壳外部的热烘风机以及轴接在罩壳上与热烘风机出风端相连接的转动接头,所述转动接头伸入转动座内的一端转动配合有四通接管,所述四通接管的外部连接有四个主管,所述转动座的内侧壁设有与四个主管相连接的输送环管,每个所述限位推块的外部分别设有与输送环管相连接的支管,所述限位推块为空心结构,且限位推块的两侧外侧壁呈斜对称设有一组通气口。
15.作为本发明的进一步优化方案,所述差速成型装置还包括包括设于罩壳顶端与上料水平输送带的出料端相连接的上料斗,所述上料水平输送带的顶端设有与雾化喷淋器相连接的处理液罐。
16.一种利用如上述任一所述的制备装置进行石墨烯抑菌羽绒球的制备方法,包括以下步骤,
17.s1、前处理:将羽绒经过清洗、碱液浸泡、加温蒸煮后风干待用;
18.s2、处理液的制备:将石墨烯抑菌液、粘合剂以及水按比例混匀得到处理液;
19.s3、处理液的喷附:利用上料水平输送带带动前处理过的羽绒上料输送,同时通过雾化喷淋器将处理液喷附至羽绒表面;
20.s4、羽绒球的成型:经处理液喷附的羽绒继续由上料水平输送带的输送至差速成型装置内,再利用驱动装驱动高速环状输送组件及低速推料组件差速输送,迫使位于两者之间的羽绒滚动成型为羽绒球;
21.s5、烘干:通过热烘装置在羽绒滚动成型为羽绒球的同时进行烘干处理,然后通过下料组件完成羽绒球的下料,即完成羽绒球的制备。
22.本发明的有益效果在于:
23.1、本发明利用驱动装置驱动高速环状输送组件及低速推料组件差速输送,使得低速推料组件推送羽绒的过程中,使位于两者之间的羽绒滚动成型为羽绒球结构,制备过程简单易行,能够直接完成羽绒球的制备,应用于羽绒服生产线使得后续的充绒填塞羽绒更为便捷。
24.2、本发明通过设置热烘装置,使得羽绒在差速成型装置内翻滚成型的同时进行热烘,加速处理液干燥以及粘合剂的粘合过程,另外,限位推块的两侧外侧壁的通气口呈斜对称分布,使得每个球形空腔内热风的流向形成环形流动,顺着羽绒结块的翻滚方向可提高热烘效率,另外,在环形流动的方向上可促进羽绒翻滚成球的过程,保证成型效果,也提高了设备使用效率。
附图说明
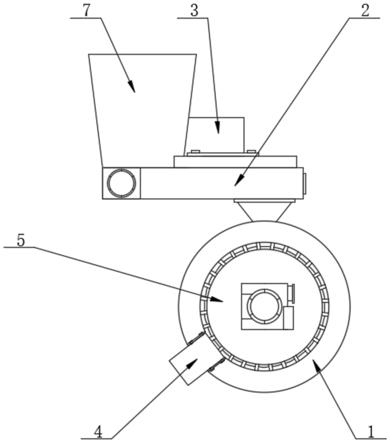
25.图1是本发明提供的整体结构示意图;
26.图2是本发明提供的差速成型装置的整体结构示意图;
27.图3是本发明提供的差速成型装置的内部结构示意图;
28.图4是本发明提供的差速成型装置的结构拆分示意图;
29.图5是本发明提供的驱动装置的结构示意图;
30.图6是本发明提供的限位推块的立体结构示意图;
31.图中:1、差速成型装置;11、罩壳;12、安装座;13、输送辊;14、输送履带;15、转动座;16、限位推块;17、上料斗;2、上料水平输送带;3、雾化喷淋器;4、下料组件;41、下料通道;42、推板;43、气缸;44、通槽;5、热烘装置;51、热烘风机;52、转动接头;53、四通接管;54、输送环管;55、主管;56、支管;6、驱动装置;61、驱动箱;62、驱动电机;63、主动齿轮;64、第一从齿轮;65、第二从齿轮;66、第三从齿轮组;67、齿圈;7、处理液罐;8、通气口。
具体实施方式
32.下面结合附图对本技术作进一步详细描述,有必要在此指出的是,以下具体实施方式只用于对本技术进行进一步的说明,不能理解为对本技术保护范围的限制,该领域的技术人员可以根据上述申请内容对本技术作出一些非本质的改进和调整。
33.实施例一
34.参考附图1,本实施例提供石墨烯抑菌羽绒球的制备装置,包括上料水平输送带2以及设于上料水平输送带2上的雾化喷淋器3,所述上料水平输送带2的出料端设有差速成型装置1,且差速成型装置1包括驱动装置6和对接设置的高速环状输送组件及低速推料组件;
35.所述雾化喷淋器3将处理液附着至羽绒表面,上料水平输送带2带动羽绒上料输送至高速环状输送组件与低速推料组件之间;
36.所述驱动装置6驱动高速环状输送组件及低速推料组件差速输送,迫使位于两者之间的羽绒滚动成型为羽绒球。
37.实施例二
38.参考附图3-5,在实施例一的基础上,所述差速成型装置1还包括对接设置的罩壳11和安装座12,所述差速成型装置1还包括包括设于罩壳11顶端与上料水平输送带2的出料端相连接的上料斗17,敞口状设置方便羽绒进入差速成型装置1中,所述上料水平输送带2的顶端设有与雾化喷淋器3相连接的处理液罐7,处理液罐7用于存储处理羽绒的处理液。
39.实施例三
40.在实施例二的基础上,所述驱动装置6包括设于安装座12外侧的驱动箱61、设于驱动箱61外部的驱动电机62以及设于驱动箱61内部的传动齿轮组件,所述传动齿轮组件包括相互啮合的主动齿轮63、第二从齿轮65及第三从齿轮组66,所述第三从齿轮组66由同轴设置的两个相同齿数的单元齿轮构成。
41.每个所述输送辊13伸入驱动箱61的一端均设有相互啮合的第一从齿轮64,其中一个所述第一从齿轮64与第二从齿轮65相啮合,所述转动座15的内侧壁设有与第三从齿轮组66伸入安装座12一端的单元齿轮相啮合的齿圈67,所述第一从齿轮64、第二从齿轮65、主动齿轮63、第三从齿轮组66的单元齿轮以及齿圈67的齿数呈等比递增设置。
42.所述高速环状输送组件包括轴接在安装座12外周的多个输送辊13以及设于多个
输送辊13外部的输送履带14。
43.所述低速推料组件包括转动设于罩壳11上的转动座15,所述转动座15与安装座12插接配合,且转动座15的外部位于输送履带14的外周均布有多个限位推块16,所述限位推块16的两侧外侧壁均呈弧面设置,且相邻两个限位推块16之间构成球形空腔。
44.所述差速成型装置1还包括下料组件4,所述下料组件4包括设于驱动装置6底端的气缸43、开设在罩壳11和安装座12上相互连通的通槽44以及与气缸43活塞杆端相连接的推板42,所述罩壳11的外部靠近底端处对应通槽44的位置处设有下料通道41。
45.具体为,每两个限位推块16间的羽绒球到达通槽44的位置时,由气缸43启动推动推板42使得位于球形空腔内的羽绒球被推至下料通道41处完成下料,气缸43推出的频率根据低速推料组件的转动速度进行设置即可。
46.实施例四
47.参考附图2和6,在实施例三的基础上,所述罩壳11上设有热烘装置5,所述热烘装置5包括设于罩壳11外部的热烘风机51以及轴接在罩壳11上与热烘风机51出风端相连接的转动接头52,所述转动接头52伸入转动座15内的一端转动配合有四通接管53,所述四通接管53的外部连接有四个主管55,所述转动座15的内侧壁设有与四个主管55相连接的输送环管54,每个所述限位推块16的外部分别设有与输送环管54相连接的支管56,所述限位推块16为空心结构,且限位推块16的两侧外侧壁呈斜对称设有一组通气口8。
48.在低速推料组件转动的同时,热烘风机51启动,热风通过转动接头52及四通接管53流通至其外部的四个主管55中,再经过主管55的输送使其进入转动座15侧壁上的输送环管54内,每个限位推块16与输送环管54之间均通过支管56连接,进而热风通过支管56可到达每个限位推块16处,由于限位推块16为空心结构,且限位推块16的两侧外侧壁呈斜对称设有一组通气口8,热风通过通气口8到达球形空腔内对位于其中的羽绒进行热烘,加速其烘干过程,另外,需要注意的是限位推块16的两侧外侧壁的通气口8呈斜对称分布,使得每个球形空腔内热风的流向形成环形流动,顺着羽绒结块的翻滚方向可提高热烘效率,另外在环形流动的方向上可促进羽绒翻滚成球的过程,保证成型效果。
49.本发明的工作原理在于,首先,羽绒在上料水平输送带2驱动下水平输送,在输送的过程中,雾化喷淋器3从处理液罐7中抽吸石墨烯抑菌液和粘合剂的水溶液均匀喷洒在羽绒的表面,使用雾化喷淋器3,雾化程度好,使得羽绒表面可均匀粘结上处理液;
50.随后,在上料水平输送带2的继续输送下,羽绒经上料水平输送带2的出料端从差速成型装置1的上料斗17处,依次进入低速推料组件中每两个限位推块16之间构成的球形空腔,随后,利用驱动装置6驱动高速环状输送组件及低速推料组件差速输送,迫使位于两者之间的羽绒滚动成型为羽绒球具体为,
51.驱动电机62启动后,驱动主动齿轮63转动带动其直接啮合的第二从齿轮65和第三从齿轮组66位于驱动箱61的单元齿轮产生转动,由于第二从齿轮65与其中一个第一从齿轮64相啮合,使其产生转动,由此使得多个输送辊13的端部的第一从齿轮64依次产生转动后,驱动了多个输送辊13同步转动,进而使得输送履带14产生转动;
52.与此同时,第三从齿轮组66位于驱动箱61的单元齿轮产生转动时,与其同轴设置的位于安装座12内的单元齿轮也产生转动,同时,转动座15内侧设置的齿圈67与该单元齿轮相啮合,进而使得转动座15也随之产生转动,转动座15外周均布的多个限位推块16由此
一并产生转动,带动每两个限位推块16件的羽绒结块一并产生转动;
53.另外,需要注意的是,由于第一从齿轮64、第二从齿轮65、主动齿轮63、第三从齿轮组66的单元齿轮以及齿圈67的齿数呈等比递增设置,使得高速环状输送组件的输送速度快于低速推料组件的输送速度,进而位于每两个限位推块16间带动羽绒结块接触到较快速度的输送履带14时,其会产生翻滚,并且两个限位推块16对其产生限位,即羽绒结块在两个限位推块16之间产生翻滚,同时限位推块16的侧壁呈弧面设置,更好地使得羽绒结块翻滚成球状,另外,在较低速的低速推料组件的推动下,使得每两个限位推块16间的羽绒沿着高速环状输送组件的外围移动直至到达下料组件4处;
54.在此过程中,由热烘装置5对每个球形空腔内翻滚的羽绒结块进行热烘,加速处理液干燥以及粘合剂的粘合过程,具体为,在转动座15产生转动的同时,热烘风机51启动,热风到达每个限位推块16处,热风通过通气口8到达球形空腔内对位于其中的羽绒进行热烘,加速其烘干过程,最后,由下料组件4对翻滚成球的羽绒球进行下料。
55.另外,本发明还提供了一种利用如上述任一所述的制备装置进行石墨烯抑菌羽绒球的制备方法,包括以下步骤,
56.s1、前处理:将羽绒经过清洗、碱液浸泡、加温蒸煮后风干待用;
57.s2、处理液的制备:将石墨烯抑菌液、粘合剂以及水按比例混匀得到处理液;
58.s3、处理液的喷附:利用上料水平输送带2带动前处理过的羽绒上料输送,同时通过雾化喷淋器3将处理液喷附至羽绒表面;
59.s4、羽绒球的成型:经处理液喷附的羽绒继续由上料水平输送带2的输送至差速成型装置1内,再利用驱动装6驱动高速环状输送组件及低速推料组件差速输送,迫使位于两者之间的羽绒滚动成型为羽绒球;
60.s5、烘干:通过热烘装置5在羽绒滚动成型为羽绒球的同时进行烘干处理,然后通过下料组件4完成羽绒球的下料,即完成羽绒球的制备。
61.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。