1.本发明涉及家纺领域,主要应用于床品、汽车座椅、沙发垫子的圆枣线迹缝制,具体涉及一种大行程厚料打枣机。
背景技术:
2.以一般的垫子为例,布料中间会填充膨胶棉、海绵等蓬松柔软的填充物,保证垫子的舒适性。填充后的垫子会比较厚,并且还会缝制圆形的线迹,固定布料与填充物,使得垫子外形更加美观。缝制圆形线迹的机器就是我们通常所说的打枣机。而本文阐述了一种大行程厚料打枣机,将传统打枣机较为常见的结构进行优化,传统结构的打枣机行程较小、模板框尺寸较为单一,传统的打枣机存在以下几点不足:1.机器行程小,导致能够缝制的垫子尺寸受到限制,不能满足市场多元化、多样化的需求。当垫子尺寸比较大时,机器行程无法进行缝制。本专利阐述的结构不同点在于缝制行程达到1900mm
×
900mm,能够缝制此尺寸范围内的垫子,大大提高了机器的实用性。
3.2.厚料垫子缝制困难,缝制效果差,出现枣不圆、断针、断线的现象。本专利的新颖之处在于,设计大压板的结构,大压板将垫子压缩到7mm-13mm后进行缝制,缝制出来的线迹更加整齐、美观。
4.3.不同尺寸垫子无法同时缝制。本专利为阐述的机器采用万能模板框,优势在于,模板框尺寸可调节,能够同时缝制不同尺寸的垫子,大大提高了工作效率、增加了产品的多样性。
技术实现要素:
5.本发明的目的在于克服上述现有技术的不足之处,提供了一种大行程厚料打枣机,该机器主要解决了行程小、厚垫子缝制困难、不同尺寸垫子无法同时缝制的问题,所以结合传统方式,本发明阐述了一种打枣机进行结构上的优化调整,解决了常规性问题,减少了浪费,增加了适用性、提高了效率。
6.本发明的目的是通过以下技术方案实现的:大行程厚料打枣机,包括:台板总成、缝制装置、压板装置、x向传动装置、y向传动装置、固定梁装置、模板框装置。
7.填充后的厚垫子放在大行程厚料打枣机的模板框装置后,模板框放置在台板总成上并与固定梁装置固定。
8.所述的固定梁装置安装在x向导轨座组件、y向导轨座组件上,设备启动后,x、y导轨运动,从而带动模板框在x、y方向的移动。
9.进入零点位置后,压板装置和缝制装置开始运转,按照模板框上枣的位置对垫子进行打枣,直到设定的枣全部打完,整个打枣过程结束。
10.台板总成,包括:台板、台板支撑组件。
11.所述的台板通过台板支撑组件固定在焊接基座上。
12.缝制装置,包括:机头、旋梭、升降滑台、支臂、焊接基座。
13.所述的机头安装在升降滑台上,通过升降滑台控制机头的升降。
14.所述的升降滑台固定在支臂上,旋梭固定在焊接基座上。
15.压板装置,包括:x向直线滑台组件、y向直线滑台组件、气缸安装板、压板气缸、大压板。
16.所述的y向直线滑台组件安装在x向直线滑台组件上,实现大压板x向、y向的移动,此行程为一个枣所需的线迹长度。
17.所述的气缸安装板固定在y向直线滑台上。
18.所述的大压板与压板气缸连接,压板气缸的伸缩带动大压板的上下运动。
19.x向传动装置,包括:x向导轨座组件、丝杠、x向电机、x向传动轴、转向减速机、辅助导轨。
20.本专利阐述的打枣机x向行程为1900mm,结构上布置两组x向导轨座组件,采用丝杠进行传递,并设计两组辅助导轨,加强模板框在运动过程中的稳定性。
21.所述的x向电机(2kw)驱动x向传动轴的转动,通过转向减速机带动两组丝杠的转动,实现固定梁装置在x向的移动。
22.所述的丝杠安装在x向导轨座组件上。
23.所述的辅助导轨安装在台板总成上,起到模板框在x向运动时的支撑作用。
24.y向传动装置,包括:y向导轨座组件、皮带、y向电机、y向传动轴。
25.本专利阐述的打枣机y向行程为900mm,结构上布置三组y向导轨座,采用皮带进行传递。
26.所述的y向电机(1.5kw)驱动y向传动轴转动,带动皮带运动,实现固定梁装置在y向的移动。
27.所述的皮带固定在y向导轨座组件上。
28.固定梁装置,包括:横梁、竖梁、压紧气缸、导轨条。
29.所述的横梁与三组y向导轨座组件相连,竖梁与两组x向导轨座、两组辅助导轨相连,起到支撑、固定模板框的作用。
30.所述的导轨条分别固定在横梁和竖梁上,压紧气缸将模板框压紧后,使得模板框能够在导轨上滑动,实现模板框的x、y方向的移动。
31.模板框装置,包括:框架、可调梁、绿色环氧板。
32.所述的绿色环氧板固定在框架上,并在相应枣的位置开直径为30mm的圆孔。
33.所述的可调梁固定在框架上,可根据垫子的尺寸固定其位置。
34.与现有技术相比,本发明的有益效果是:本发明克服了传统打枣机的行程小的问题、厚垫子缝制困难的问题、不同尺寸垫子无法同时缝制等问题,通过本发明的设计,使机器适用缝制垫子尺寸更广泛,缝制垫子的造型更美观,可同时缝制不同尺寸规格的垫子。
附图说明
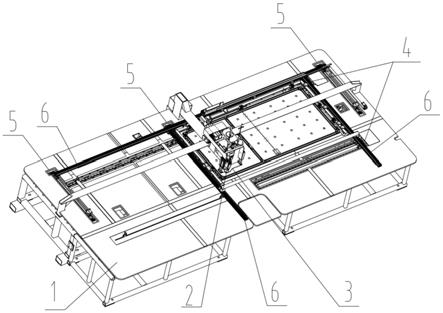
35.图1为大行程厚料打枣机的整机示意图;图2为台板总成的示意图;
图3为缝制装置的示意图;图4为压板装置的示意图;图5为x向传动装置的示意图;图6为y向传动装置的示意图;图7为固定梁装置的示意图;图8为模板框装置的示意图。
36.1.台板总成
ꢀꢀ
2.缝制装置
ꢀꢀ
3.压板装置
ꢀꢀ
4.x向传动装置
ꢀꢀ
5.y向传动装置
ꢀꢀ
6.固定梁装置
ꢀꢀ
7.模板框装置
ꢀꢀ
8.台板
ꢀꢀ
9.台板支撑组件
ꢀꢀ
10.机头
ꢀꢀ
11.旋梭
ꢀꢀ
12.升降滑台
ꢀꢀ
13.支臂
ꢀꢀ
14.焊接基座
ꢀꢀ
15.x向直线滑台组件
ꢀꢀ
16.y向直线滑台组件
ꢀꢀ
17.气缸安装板
ꢀꢀ
18.压板气缸
ꢀꢀ
19.大压板
ꢀꢀ
20. x向导轨座组件
ꢀꢀ
21.丝杠
ꢀꢀ
22.x向电机
ꢀꢀ
23.x向传动轴
ꢀꢀ
24.转向减速机
ꢀꢀ
25.辅助导轨
ꢀꢀ
26.y向导轨座组件
ꢀꢀ
27.皮带
ꢀꢀ
28.y向电机
ꢀꢀ
29.y向传动轴
ꢀꢀ
30.横梁
ꢀꢀ
31.竖梁
ꢀꢀ
32.压紧气缸
ꢀꢀ
33.导轨条
ꢀꢀ
34.框架
ꢀꢀ
35.可调梁
ꢀꢀ
36.绿色环氧板架。
具体实施方式
37.为能进一步了解本发明的内容、特点以及功效,兹例举以下实施例,并配合附图详细说明如下。需要说明的是,本实施例是描述性的,不是限定性的,不能由此限定本发明的保护范围。
38.大行程厚料打枣机,包括:缝制装置(1)、压板装置(3)、x向传动装置(4)、y向传动装置(5)、固定梁装置(6)、模板框装置(7)。
39.填充后的厚垫子放在大行程厚料打枣机的模板框装置(7)后,模板框放置在台板总成(1)上并与固定梁装置(6)固定。
40.所述的固定梁装置(6)安装在x向导轨座组件(20)、y向导轨座组件(26)上,设备启动后,x导轨、y导轨运动,从而带动模板框在x向、y向的移动。
41.进入零点位置后,压板装置(3)和缝制装置(2)开始运转,按照模板框上,枣的位置对垫子进行打枣,直到设定的枣全部打完,整个打枣过程结束。
42.台板总成(1),包括:台板(8)、台板支撑组件(9)。
43.所述的台板(8)通过台板支撑组件(9)固定在焊接基座(14)上。
44.缝制装置(2),包括:机头(10)、旋梭(11)、升降滑台(12)、支臂(13)、焊接基座(14)。
45.所述的机头(10)安装在升降滑台(12)上,通过升降滑台(12)控制机头(10)的升降。
46.所述的升降滑台(12)固定在支臂(13)上。
47.所述的旋梭(11)固定在焊接基座(14)上。
48.压板装置(3),包括:x向直线滑台组件(15)、y向直线滑台组件(16)、气缸安装板(17)、压板气缸(18)、大压板(19)。
49.所述的y向直线滑台组件(16)安装在x向直线滑台组件(15)上,实现大压板(19)x向、y向的移动,此行程为一个枣所需的线迹长度。
50.所述的气缸安装板(17)固定在y向直线滑台组件(16)上。
51.所述的大压板(19)与压板气缸(18)连接,压板气缸(18)的伸缩带动大压板(19)的上下运动。
52.x向传动装置(4),包括:x向导轨座组件(20)、丝杠(21)、x向电机(22)、x向传动轴(23)、转向减速机(24)、辅助导轨(25)。
53.本专利阐述的打枣机x向行程为1900mm,结构上布置两组x向导轨座组件(20),采用丝杠(21)进行传递,并设计两组辅助导轨,加强模板框在运动过程中的稳定性。
54.所述的x向电机(2kw)(22)驱动x向传动轴(23)的转动,通过转向减速机(24)带动两组丝杠(21)的转动,实现固定梁装置(6)在x向的移动。
55.所述的丝杠(21)安装在x向导轨座组件(20)上。
56.所述的辅助导轨(25)安装在台板总成(1)上,起到模板框在x向运动时的支撑作用。
57.y向传动装置(5),包括:y向导轨座组件(26)、皮带(27)、y向电机(28)、y向传动轴(29)。
58.本专利阐述的打枣机y向行程为900mm,结构上布置三组y向导轨座组件(26),采用皮带(27)进行传递。
59.所述的y向电机(1.5kw)(28)驱动y向传动轴(29)转动,带动皮带(27)运动,实现固定梁装置(6)在y向的移动。
60.所述的皮带(27)固定在y向导轨座组件(26)上。
61.固定梁装置(6),包括:横梁(30)、竖梁(31)、压紧气缸(32)、导轨条(33)。
62.所述的横梁(30)与三组y向导轨座组件(26)相连。
63.所述的竖梁(31)与两组x向导轨座组件(20)、两组辅助导轨(25)相连,起到支撑、固定模板框的作用。
64.所述的导轨条(33)分别固定在横梁(30)和竖梁(31)上,压紧气缸(32)将模板框压紧后,使得模板框能够在导轨上滑动,实现模板框的x、y方向的移动。
65.模板框装置(7),包括:框架(34)、可调梁(35)、绿色环氧板(36)。
66.所述的绿色环氧板(36)固定在框架(34)上,并在相应枣的位置开直径为30mm的圆孔。
67.所述的可调梁(35)固定在框架(34)上,可根据垫子的尺寸固定其位置。
68.填充后的不同尺寸的厚垫子放置在大行程厚料打枣机的模板框装置(7)中,通过调整可调梁(35)的位置,将模板框装置(7)分成满足垫子轮廓尺寸的区域,固定梁装置(6)的压紧气缸(32)将模板框装置(7)压紧。
69.设备启动后,x向传动装置(4)的x向电机(22)驱动丝杠(21)转动,带动竖梁(31)在x向的移动,y向传动装置 (5)的y向电机(28)驱动皮带(27)转动,带动横梁(30)在y向的移动,进而使得模板框装置(7)在x、y两个方向的运动,将模板框装置(7)运送到打第一个枣的位置。
70.压板气缸(18)带动大压板(19)向下运动,将垫子进行压缩,压板装置(3)的x向直线滑台组件(15)和y向直线滑台组件(16)控制大压板(19)x、y两个方向的运动,此运动过程与模板框装置(7)在x、y两个方向的运动同时进行,开始第一个枣的缝制。
71.缝制技术后,压板气缸(18)带动大压板(19)向上运动,模板框装置(7)移动到下一
个枣的位置,依次循环工作。