1.本实用新型涉及办公设备领域,具体涉及到一种装订机残余胶管清除机构。
背景技术:
2.装订机是将纸张、塑料、皮革等用装订钉或热熔胶等固定的机器。装订机在工作过程中,倘若装订失败,下铆头会残余胶管,这时需要对残余胶管进行检测和清除。如本技术人早先申请的、申请号为201820638479.5的中国实用新型专利就揭示了一种文件装订机的残余胶管检测装置,以及在后申请的、申请号为202020062183.0的中国实用新型专利揭示了一种装订机残余胶管清除机构。现有的这种残余胶管清除机构虽能达到清除残余胶管的目的,但由于清除残余胶管时仅通过前端为针状的滑块来进行,其对于异形的残管,时常出现遗漏问题,且不能夹持清除,清除效果不是十分理想。
技术实现要素:
3.针对现有技术中存在的缺陷,本实用新型的目的在于提供一种能更好地清除异形胶管、且避免清理下来的胶管掉进装订机其他机构里的残余胶管清除机构。
4.为达到以上目的,本实用新型采用如下技术方案。
5.一种装订机残余胶管清除机构,包括装配在一起的工作台和压铆组件,所述压铆组件包括铆头和安装在所述铆头上的定心针,在所述工作台上设有与所述定心针对应的通孔;其特征在于,在所述工作台上还安装有两个夹臂和动力装置,两所述夹臂相互配合并对应所述通孔设置,所述动力装置用来驱使两所述夹臂进行张合动作。
6.一个优选方式中,在两所述夹臂的夹持端均设有夹槽,两所述夹槽相对于所述定心针相向设置。
7.一个优选方式中,所述夹槽位半圆形或v形结构。
8.一个优选方式中,所述动力装置为电机驱动装置,包括电机和连接所述电机的输出轴与所述夹臂的传动机构。
9.一个优选方式中,在所述电机的输出轴上固定有主动齿轮,在两所述夹臂上设有与所述主动齿轮传动的传动齿;两所述夹臂的驱动端都转动安装于所述工作台上,所述传动齿均为弧形的传动齿,分别位于两所述夹臂的驱动端,两所述传动齿之间啮合,所述主动齿轮与两所述传动齿中的一个啮合。
10.一个优选方式中,两所述夹臂的驱动端都转动安装于所述工作台上,在两所述驱动端分别安装有相互啮合的弧形的传动齿,所述电机的输出轴与两个所述传动齿中的一个直接固定。
11.一个优选方式中,两所述夹臂的驱动端都滑动安装于所述工作台上,且在两所述夹臂的驱动端均设有条形的传动齿,所述主动齿轮的两侧分别与两所述传动齿啮合。
12.一个优选方式中,对应两所述夹臂的至少一个还设有挡片和与所述挡片配合的检测装置,所述挡片和所述检测装置共同形成夹臂位置检测装置。
13.一个优选方式中,所述检测装置为设置在所述工作台上的传感器或微动开关。
14.本实用新型的有益效果是:1)现有技术采用的是单个电磁铁铁芯的针尖抵住残余胶管,促使胶管从定心针上脱落,存在针尖偶尔会抵不住残余胶管的情形,容易出现遗漏的情况;而本实用新型采用的是两个夹臂夹持住残余胶管,促使胶管从定心针上脱落,可靠性更高,能更为有效的清除异形胶管。2)现有技术采用的是单方向抵住残余胶管,会让胶管往一侧倾斜掉落,胶管掉落的位置不受控;而本实用新型采用的是从两个方向夹住残余胶管,在铆头组件的定心针脱离胶管后,可使残余胶管竖直掉落至纸屑盒,有效避免掉进装订机其他机构里,便于残余胶管的收集。
附图说明
15.图1所示为本实用新型提供的装订机残余胶管清除机构的结构示意图。
16.图2所示为图1的俯视图。
17.图3所示为图1的侧视图。
18.图4所示为本实用新型提供的装订机残余胶管清除机构的另一实施示意图。
19.图5所示为图1的俯视图。
20.图6所示为图1的侧视图。
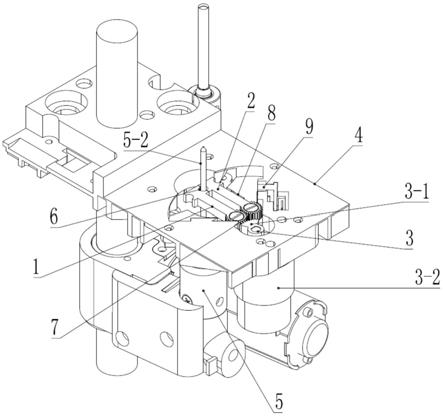
21.图7所示为本实用新型提供的装订机残余胶管清除机构的再一实施示意图。
22.图8所示为图7的俯视图。
23.图9所示为图7的侧视图。
24.附图标记说明。
25.1:夹臂。
26.2:夹臂。
27.3:动力装置。
28.3-1:主动齿轮。
29.3-2:电机。
30.4:工作台。
31.5:压铆组件。
32.5-1:铆头。
33.5-2:定心针。
34.6:夹槽。
35.7:传动齿。
36.8:挡片。
37.9:检测装置。
具体实施方式
38.下面结合说明书的附图,对本实用新型的具体实施方式作进一步的描述。下面通过参考附图描述实施例是示例性的,旨在解释本实用新型,而不能理解为对本实用新型的限制。
39.如图1-图3所示,一种装订机残余胶管清除机构,包括装配在一起的工作台4和压
铆组件5,所述压铆组件5包括铆头5-1和安装在所述铆头5-1上的定心针5-2,在所述工作台4上设有与所述定心针5-2对应的通孔;工作时,铆头5-1和定心针5-2一起升降并来回穿过所述通孔。
40.其中,在所述工作台4上还安装有夹臂1、夹臂2和动力装置3,所述夹臂1和所述夹臂2相互配合、并在所述动力装置3的驱动下进行张合动作,进而促使夹臂1、夹臂2夹住定心针5-2上的残余的胶管或异物。
41.本实施例提供的一种装订机残余胶管清除机构,其具体工作过程及原理为;装订时,压铆组件5在驱动装置的带动下向上做铆装动作,此时,夹臂1和夹臂2张开,避让上升的压铆组件5;完成铆装动作后,压铆组件5下降,当铆头5-1刚好下降到夹臂1和夹臂2下方平齐时,动力装置3驱动左右两个夹臂做夹紧动作,夹住铆头5-1上的残余胶管并保持夹持动作,随后,压铆组件5继续下降,直至残余的胶管脱离定心针5-2,动力装置3才驱动左右两个夹臂张开,残余胶管在重力的作用下,向下掉落。在这里需要说明的是,铆头5-1是否刚好下降到夹臂1和夹臂2下方平齐,可以通过传感器来检测判断,也可以与压铆组件5的驱动装置联动、通过时序来控制判断,这均为本领域技术人员所掌握的普通技术知识,这里不再赘述。
42.与现有技术相比,本实施例提供的一种装订机残余胶管清除机构具有以下优势:改进的方案与原有的技术方案比较的优点:1)原有方案采用的是单个电磁铁铁芯的针尖抵住残余胶管,促使胶管从定心针上脱落,存在针尖偶尔会抵不住残管的情形,容易出现遗漏的情况。而本实施例采用的是两个夹臂1、2夹持住残余胶管,促使胶管从定心针5-2上脱落,可靠性更高,能更为有效的清除异形胶管。2)原有方案采用的是单方向抵住残余胶管,会让胶管往一侧倾斜掉落,胶管掉落的位置不受控;而本实施例采用的是从两个方向夹住残余胶管,在铆头组件5的定心针5-2脱离胶管后,可使残余胶管竖直掉落至纸屑盒,有效避免掉进装订机其他机构里,便于残余胶管的收集。
43.特别地,在所述夹臂1和所述夹臂2的夹持端还设有夹槽6,两所述夹槽6相对于所述定心针5-2相向设置。本实施例中,优选所述夹槽6为半圆形结构;在其他实施方式中,根据实际需要的不同,所述夹槽6可以设置成v形结构等。在这里,设置夹槽6的目的是,可以更加稳固的夹住残余胶管。
44.需要说明的是,所述动力装置3为电机驱动装置,包括电机3-2和与所述电机3-2输出轴固定的主动齿轮3-1。显然,本领域技术人员根据实际需要的不同,也可以采用气缸驱动装置来代替电机驱动装置,只要能提供驱动力即可;传动机构也不限于齿轮传动,可以采用链条传动等等;不限于本实施例。
45.本实施例中,所述动力装置3与所述夹臂1和所述夹臂2的具体驱动结构为:两个所述夹臂1、2的驱动端都转动安装于所述工作台4上,且在两个所述夹臂1、2的驱动端均设有弧形的传动齿7,夹臂1与夹臂2的传动齿7之间啮合,所述主动齿轮3-1与两个所述传动齿7中的一个啮合。这样,随电机3-2的正反转即可带动主动齿轮3-1进行正反转,进而带动两个夹臂1、2做相向夹紧动作或相反张开动作。
46.如图4-图6所示,在另一种实施方式中,所述动力装置3与所述夹臂1和所述夹臂2的具体驱动结构为:两个所述夹臂1、2的驱动端都滑动安装于所述工作台4上,两个传动齿7均为条形齿,所述主动齿轮3-1的两侧分别与两个条形齿啮合。这样,随电机3-2的正反转也
可带动两个夹臂1、2做相向夹紧动作或相反张开动作。
47.如图7-图9所示,在另一种实施方式中,两个弧形传动齿中的一个与所述电机3-2的输出轴直接固定。这样可以省略掉额外的主动齿轮3-1,结构更加简单。
48.另外需要说明的是,在夹臂1或夹臂2的一侧还设有挡片8和与所述挡片8配合的检测装置9,优选所述检测装置9为设置在工作台4上的传感器或微动开关。挡片8配合工作台4上设有的传感器或微动开关形成夹臂位置检测装置,以便更好的判断夹臂的位置,从而辅助进行故障判断。
49.通过上述的结构和原理的描述,所属技术领域的技术人员应当理解,本实用新型不局限于上述的具体实施方式,在本实用新型基础上采用本领域公知技术的改进和替代均落在本实用新型的保护范围,本实用新型的保护范围应由各权利要求项及其等同物限定之。具体实施方式中未阐述的部分均为现有技术或公知常识。