1.本技术涉及装订机的领域,尤其是涉及一种瓦楞纸箱装订机。
背景技术:
2.瓦楞纸箱是一种常见的容器,在快递行业和家庭中受到广泛使用。瓦楞纸箱在生产时,是在瓦楞纸板上开槽、装订,而后形成瓦楞纸箱。其中,装订需要使用装订机,通过装订机将瓦楞纸板的两边进行连接,提高瓦楞纸箱的强度。
3.相关技术中的装订机包括机体,机体上设有装订器,装订器的上方连接有用于带动装订器上下移动的气缸;装订器的下方设有用于传送瓦楞纸板的传送辊,传送辊的一侧设有与机体连接且用于带动传送辊转动的驱动器。工人将瓦楞纸板插入到装订器和传送辊之间后,气缸带动装订器向下移动,将装订钉插入到瓦楞纸板中,完成装订加工,而后气缸带动装订器上移,传送辊将瓦楞纸板传输到下料端。
4.针对上述中的相关技术,发明人认为工人在将瓦楞纸板插入到传送辊和装订器之间时,为了保证装订位置的准确性,需要调整瓦楞纸板插入的位置,影响了加工效率。
技术实现要素:
5.为了便于提高瓦楞纸板的装订效率,本技术提供一种瓦楞纸箱装订机。
6.本技术提供的一种瓦楞纸箱装订机采用如下的技术方案:
7.一种瓦楞纸箱装订机,包括机体,所述机体的上端设有动力缸,所述动力缸竖直设置且输出端连接有装订器,所述装订器的下方设有并排设置的上料辊和顶料辊,所述上料辊位于所述顶料辊靠近机体上料端的一侧,所述上料辊的一端设有用于带动上料辊转动的驱动器,所述顶料辊的一端设有竖直设置的动力器;所述上料辊远离顶料辊的一侧设有与机体连接的挡板,所述挡板竖直设置且设置有两个。
8.通过采用上述技术方案,由于两个挡板对瓦楞纸板进行限位,工人无需调整瓦楞纸板插入到机体中的位置,直接使瓦楞纸板的两侧分别与两个挡板的侧面接触,即可保证装订位置的精确度,便于提高瓦楞纸板的上料效率,从而有助于提高瓦楞纸板的装订效率。
9.可选的,所述挡板远离上料辊的一侧设有与挡板一体成型的导板,所述导板竖直设置,所述导板远离与其连接的挡板的一端向远离另一挡板的方向倾斜设置。
10.通过采用上述技术方案,导板具有导向作用,使工人在将瓦楞纸板插入到机体中时,瓦楞纸板不易因没有位于两个挡板之间而受到挡板的阻碍,使工人花费时间移动瓦楞纸板的位置。上料时,工人使瓦楞纸板的一侧与对应的导板接触,而后向靠近机体的方向推动瓦楞纸板,瓦楞纸板即自动滑动到两个挡板之间,便于提高上料效率。
11.可选的,所述挡板靠近另一挡板的侧面上设有水平设置的搭板,所述搭板延伸至对应导板上。
12.通过采用上述技术方案,搭板水平设置,工人将瓦楞纸板插入到机体中前,将瓦楞纸板搭在搭板上,使瓦楞纸板的所处高度不易改变。从而使工人在上料时,无需花费时间调
整瓦楞纸板的所处高度,从而便于提高工人的上料效率,进而提高瓦楞纸板的装订效率。
13.可选的,所述机体上设有水平设置的滑杆,所述挡板上开设有用于供所述滑杆穿设的通孔,所述挡板与所述滑杆滑动设置;所述挡板远离另一挡板的一侧设有安装座,所述安装座中设有固定件。
14.通过采用上述技术方案,挡板与滑杆滑动设置,当需要加工不同尺寸的瓦楞纸板时,工人通过调节两个挡板之间的距离即可,方便快捷,便于工人上料,从而便于提高瓦楞纸板的装订效率。
15.可选的,所述固定件包括与安装座螺纹连接的螺杆,所述螺杆的上端固定连接有旋拧帽。
16.通过采用上述技术方案,工人通过夹持旋拧帽,带动螺杆转动,即可使螺杆与滑杆接触,从而将挡板固定在滑杆上。使工人在上料时,挡板的位置不易发生改变,且操作简单,便于工人对挡板的位置进行调整。
17.可选的,所述旋拧帽的外周面上设有若干凹槽。
18.通过采用上述技术方案,工人将手指插入到凹槽中,便于提高工人夹持旋拧帽的稳定性,从而便于工人旋拧螺杆。
19.可选的,所述机体上设有至少两个连接耳,所述连接耳竖直设置,所述连接耳上开设有插入孔,所述滑杆穿设所述插入孔,与所述连接耳滑动设置。
20.通过采用上述技术方案,滑杆与机体滑动设置,当同一种尺寸的瓦楞纸板的装订位置发生变化时,工人无需改变两个挡板的位置。沿水平方向移动滑杆即可,操作简单,方便快捷,便于提高上料效率,从而有助于提高瓦楞纸板的装订效率。
21.可选的,所述插入孔中设有摩擦垫。
22.通过采用上述技术方案,便于提高滑杆与连接耳之间的摩擦力,从而便于提高滑杆的稳定性。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.工人将瓦楞纸板插入到两个挡板之间即可保证装订位置的准确度,使工人无需沿水平方向移动瓦楞纸板,反复确认瓦楞纸板的插入位置后,再将瓦楞纸板插入到机体中,便于提高上料效率,从而有助于提高瓦楞纸板的装订效率;
25.2.导板具有导向作用,工人使瓦楞纸板的一侧与对应的导板接触后,向靠近机体的方向推动瓦楞纸板即可,无需担心瓦楞纸板会受到挡板的阻挡,有助于提高上料效率,从而有助于提高瓦楞纸板的装订效率;
26.3.搭板便于工人确定瓦楞纸板插入到机体中时的所处高度,从而便于工人上料。
附图说明
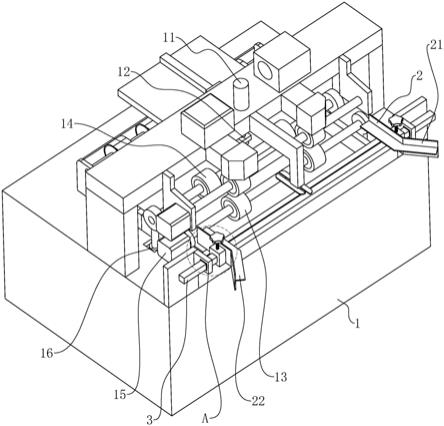
27.图1是本技术实施例的一种瓦楞纸箱装订机的整体结构示意图;
28.图2是图1中a部分的局部放大示意图。
29.附图标记说明:1、机体;11、动力缸;12、装订器;13、上料辊;14、顶料辊;15、驱动器;16、动力器;17、连接耳;18、插入孔;19、摩擦垫;2、挡板;21、导板;22、搭板;23、安装座;24、固定件;25、螺杆;26、旋拧帽;27、凹槽;3、滑杆。
具体实施方式
30.本技术实施例公开一种瓦楞纸箱装订机。参照图1,一种瓦楞纸箱装订机包括机体1,机体1中设有动力缸11、装订器12、上料辊13、顶料辊14、动力器16、驱动器15和两个挡板2。动力缸11用于带动装订器12沿竖直方向移动,对瓦楞纸板进行装订加工;动力器16用于带动顶料辊14沿竖直方向移动,对瓦楞纸板进行承托;驱动器15与上料辊13连接,用于带动上料辊13转动。两个挡板2分别与机体1的两侧连接,工人在上料时,将瓦楞纸板插入到两个挡板2之间,即可保证装订位置的精确度,便于提高上料效率。瓦楞纸板与上料辊13接触后,受上料辊13的驱动向远离挡板2的方向移动,期间顶料辊14向上移动,装订器12向下移动,对瓦楞纸板进行装订加工,最后瓦楞纸板从机体1的下料端脱离机体1。
31.参照图1,动力缸11可以是气缸或油缸,与机体1的上端连接,且竖直设置。装订器12与动力缸11的输出端连接。启动动力缸11后,动力缸11的输出端沿竖直方向移动,从而带动装订器12沿竖直方向移动,对瓦楞纸板进行装订加工。上料辊13和顶料辊14均位于装订器12的下方,具体的,上料辊13和顶料辊14并排设置,即上料辊13和顶料辊14所处高度相同,长度方向平行。上料辊13位于顶料辊14靠近机体1上料端的一侧,驱动器15设置为旋转电机,与机体1连接,输出端与上料辊13的一端连接。启动驱动器15后,上料辊13转动。顶料辊14的一端与动力器16的输出端连接,动力器16安装在机体1的侧边,动力器16可以是气缸或油缸。
32.参照图2,机体1的上料端固定连接有至少两个竖直设置的连接耳17,在本实施例中,连接耳17共设置有两个。连接耳17上开设有沿连接耳17厚度方向贯穿连接耳17的插入孔18,即插入孔18的中心轴线呈水平设置。插入孔18中连接有摩擦垫19,摩擦垫19设置为橡胶垫,用于增大摩擦力。
33.参照图2,两个连接耳17中设有一穿设插入孔18的滑杆3,滑杆3水平设置且与连接耳17滑动设置。工人沿水平方向拉动滑杆3,可改变滑杆3的位置。两个挡板2均与该滑杆3滑动设置,挡板2上开设有用于供滑杆3穿设的通孔,工人将滑杆3的一端依次穿过两个挡板2上的通孔,而后调节两个挡板2之间的距离,便于控制瓦楞纸板的上料位置。挡板2远离另一挡板2的侧面上固定链接有安装座23,安装座23焊接在挡板2上。安装座23中设有用于定位挡板2的固定件24。固定件24包括与安装座23螺纹连接的螺杆25,螺杆25竖直设置。螺杆25的上端固定连接有旋拧帽26,旋拧帽26的外周面上开设有若干凹槽27。需要将挡板2定位在滑杆3上时,工人将手指插入到凹槽27中,而后带动旋拧帽26转动,使螺杆25向下移动。螺杆25的下端与滑杆3接触后,与滑杆3之间产生摩擦力,从而使挡板2在受到外力时,不易相对滑杆3产生移动。
34.参照图1,挡板2远离上料辊13的一侧设有与挡板2一体成型的导板21,导板21竖直设置,导板21远离与其自身连接的挡板2的一端向远离另一挡板2的方向倾斜设置。挡板2靠近另一挡板2的侧面上设有水平设置的搭板22,搭板22靠近对应导板21的一端延伸至导板21上,即与对应的导板21连接。
35.本技术实施例一种瓦楞纸箱装订机的实施原理为:工人在上料前,根据瓦楞纸板的尺寸和装订位置,移动滑杆3或改变两个挡板2之间的距离。上料时,将瓦楞纸板靠近机体1的一端搭在搭板22上,向靠近机体1的方向推动瓦楞纸板,受导板21的影响,瓦楞纸板自动移动到两个挡板2之间。由于两个挡板2限定了瓦楞纸板进入到机体1中的位置,搭板22限定
了瓦楞纸板进入到机体1中的高度,因此工人只需要负责上料即可,无需核验瓦楞纸板的位置是否准确,便于提高上料效率,从而便于提高加工效率。
36.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。