1.本实用新型实施例涉及光伏技术领域,特别涉及一种用于电池片的印刷装置。
背景技术:
2.在光伏领域的电极印刷工艺中,丝网印刷方式是目前常规的金属化印刷方式,利用丝网图形部分的网孔透过电极浆料,使用刮刀在丝网的电极浆料部位施加一定压力,同时朝丝网另一端移动。随着刮刀的移动,电极浆料被从图形部分的网孔挤压到待印电池片上。
3.然而,发明人发现在丝网印刷方式中,电池片为单面印刷,在印刷时分为正面电极印刷和背面电极印刷。因此电池片的产能受到明显限制,而且印刷装置的长度较长,占地面积大。
技术实现要素:
4.本实用新型实施方式的目的在于提供一种用于电池片的印刷装置,实现电池片的双面印刷,提高电池片的产能,且缩短了印刷装置的长度,占地面积小。
5.为解决上述技术问题,本实用新型的实施方式提供了一种用于电池片的印刷装置,包括:
6.第一辊筒和第二辊筒,所述第一辊筒和所述第二辊筒平行布置且可同步反向转动,所述第一辊筒和所述第二辊筒之间设置有供电池片穿过的间隙;
7.网布,所述网布环绕在所述第一辊筒和所述第二辊筒的周向上,所述网布上设置有用于向电池片表面透过电极浆料的多个网孔;
8.多个注浆管,所述注浆管分别设置在所述第一辊筒和所述第二辊筒的内部、且用于传输电极浆料,所述注浆管设置有朝向电池片一侧的注浆口;
9.压力控制器,所述压力控制器设置在所述注浆管远离所述注浆口的一端,用于控制电极浆料由所述注浆管自所述注浆口挤出。
10.本实用新型实施方式相对于现有技术而言,提供了一种双辊式印刷装置,即在第一辊筒和第二辊筒的周向上分别环绕网布,并在第一辊筒和第二辊筒的内部分别设置用于向电池片加注电极浆料的注浆管以及进行压力控制的压力控制器,当电池片通过第一辊筒和第二辊筒之间的间隙时,第一辊筒和第二辊筒周向上环绕的网布随着一起转动,即可通过压力控制器控制电极浆料从第一辊筒和第二辊筒内部的注浆管的注浆口挤出,从而使电极浆料透过网布上的网孔涂覆到电池片的两个表面,也就实现了目前丝网印刷中无法达到的双面印刷的效果,并且由于电池片正背面电极可以同时进行印刷,相比于现有丝网印刷方式在生产过程中需要依次布置电池片的单面印刷装置,有效缩短了电池片印刷装置的长度,降低了印刷装置的占地面积。
11.另外,所述网布在所述第一辊筒周向上的长度和在所述第二辊筒周向上的长度大于电池片的长度。这样,便能够确保电池片表面的印刷区域得到完整的印刷。
12.另外,设置在所述第一辊筒内的所述注浆管和设置在所述第二辊筒内的所述注浆管均有多列,且多列所述注浆管分别沿所述第一辊筒、所述第二辊筒的轴线方向设置。如此设置的注浆管能够提高电极浆料的加注效率。
13.另外,还包括储存器和用于容纳电极浆料的储存桶,所述储存器分别设置在所述第一辊筒和所述第二辊筒的内部,所述储存器的一端与所述储存桶连通,所述储存器的另一端与所述多列注浆管连通。这样,就实现在第一辊筒和第二辊筒的内部供给电极浆料。
14.另外,还包括传送带和设置在所述传送带上的支撑杆,所述传送带设置在所述第二辊筒轴线方向的两侧,所述支撑杆有多列且每列所述支撑杆均分布在垂直于所述第二辊筒的轴线方向上,每列所述支撑杆位于所述第二辊筒轴线方向上的相邻两个所述网孔之间、以支撑电池片在所述传送带上输送。这样设置的传送带和支撑杆,能够支撑在电池片表面不参与印刷的地方,从而实现了带动电池片在印刷过程中进行转移。
15.另外,每列所述支撑杆的相邻两个所述支撑杆之间呈等距间隔设置。这样,可以对转运中的电池片形成平稳的支撑效果。
16.另外,还包括定位相机,所述定位相机设置在所述传送带的一侧且远离所述第二辊筒的一端、用于从电池片的一侧获取电池片在输送时的移动位置。定位相机的设置可以用于获取电池片的位置信息,以便随时调整电池片在印刷时的位置。
17.另外,还包括定位块,所述定位块呈相对设置在所述传送带的两侧且分别靠近所述第二辊筒的两端,所述定位块可沿所述第二辊筒的轴线方向移动、用于从电池片的两侧修正电池片穿过所述第一辊筒和所述第二辊筒之间的间隙时的位置。定位块的设置可以在电池片的转运位置发生偏移时进行纠正。
18.另外,还包括多个回收管和多个负压控制器,所述回收管分别设置在所述第一辊筒和所述第二辊筒的内部,所述负压控制器设置在所述回收管上以控制所述网布上的电极浆料进入所述回收管。这样,便可通过回收管对网布上的电极浆料进行回收。
19.另外,所述多个回收管与所述多个注浆管连通、以使电极浆料由所述回收管进入所述注浆管。这样,便可将回收管回收的电极浆料直接引入注浆管,从而实现电极浆料的有效利用。
附图说明
20.一个或多个实施例通过与之对应的附图中的图片进行示例性说明,这些示例性说明并不构成对实施例的限定,附图中具有相同参考数字标号的元件表示为类似的元件,除非有特别申明,附图中的图不构成比例限制。
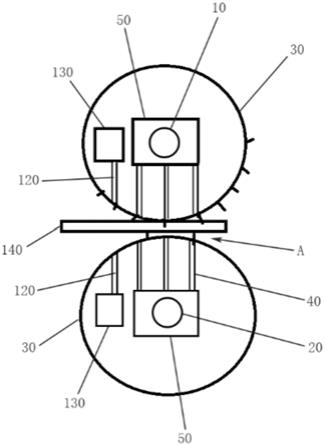
21.图1是本实用新型实施方式所提供的一种用于电池片的印刷装置的主视结构示意图;
22.图2是本实用新型实施方式所提供的一种用于电池片的印刷装置的侧视结构示意图;
23.图3是图1中电池片表面在涂覆电极浆料时的局部放大结构示意图;
24.图4是本实用新型实施方式所提供的电极浆料的传输结构示意图;
25.图5是本实用新型实施方式所提供的电池片在转移至第一辊筒处的结构示意图;
26.图6是本实用新型实施方式所提供的电池片在印刷过程中的转移结构示意图。
具体实施方式
27.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的各实施方式进行详细的阐述。然而,本领域的普通技术人员可以理解,在本实用新型各实施方式中,为了使读者更好地理解本技术而提出了许多技术细节。但是,即使没有这些技术细节和基于以下各实施方式的种种变化和修改,也可以实现本技术所要求保护的技术方案。以下各个实施例的划分是为了描述方便,不应对本实用新型的具体实现方式构成任何限定,各个实施例在不矛盾的前提下可以相互结合相互引用。
28.本实用新型的实施方式涉及一种用于电池片140的印刷装置,如图1至图3所示,包括第一辊筒10、第二辊筒20、网布30(部分未画出)、注浆管40和压力控制器50。其中,第一辊筒10和第二辊筒20平行布置且可同步反向转动,同时在第一辊筒10和第二辊筒20之间设置有供电池片140穿过的间隙a。网布30环绕在第一辊筒10和第二辊筒20的周向上,网布30上设置有用于向电池片140表面透过电极浆料150的多个网孔31。此处可以理解的是,网布30作为电池片140在印刷过程中不可缺少的部件,在丝网印刷中呈现为平面状,在此处整体呈现为圆筒状或者截面呈现为圆弧状。注浆管40有多个,且注浆管40分别设置在第一辊筒10和第二辊筒20的内部,用于传输电极浆料150,注浆管40设置有朝向电池片140一侧的注浆口41。压力控制器50设置在注浆管40远离注浆口41的一端,用于控制电极浆料150由注浆管40自注浆口41挤出。
29.与现有技术相比,本实用新型的实施方式采用双辊式印刷,其中,将第一辊筒10和第二辊筒20作为印刷装置的基础,第一辊筒10和第二辊筒20在驱动装置的驱动下同步反向转动。在第一辊筒10和第二辊筒20的周向上环绕网布30,此处的网布30用于在电池片140印刷过程中向电池片140表面透过浆料。由于电极浆料150的粘度在200~400kcps(厘泊
·
秒,室温下水的粘度为1cps),是水粘度的几十万倍,在重力作用下不易流动。因此,在本实施方式中,将压力控制器50设置在注浆管40远离注浆口41的一端,通过压力控制器50控制电极浆料150在注浆管40内的压力,以控制电极浆料150自注浆口41挤出,从而使电极浆料150能够透过网布30上的网孔31涂覆到电池片140表面。这样,电池片140在穿过第一辊筒10和第二辊筒20之间的间隙a时,电池片140正面和背面的电极能够得到同时印刷,从而实现电池片140正背面同时印刷的效果,解决了现有丝网印刷中只能进行单面印刷的缺陷,能够有效缩短印刷装置的长度,占地面积小。此处需要说明的是,电池片140的正背面电极虽然是同时进行印刷,但是在印刷的过程中,通过第一辊筒10和第二辊筒20上的网布30分别对电池片140正背面进行印刷,因此,并不会影响电池片140在印刷过程中的印刷精度。
30.其中,可以理解的是,在现有丝网印刷中,网布30通过四周的边框进行绷紧,而这里的网布30环绕在第一辊筒10和第二辊筒20上后,同样可以在网布30的两端设置边框进行绷紧,即采用圆形边框对网布30进行绷紧,而圆形边框与第一辊筒10和第二辊筒20进行固定。另外,为了在加注电极浆料150时对网布30进行密封,防止电极浆料150在第一辊筒10和第二辊筒20转动的过程中被甩出,在第一辊筒10和第二辊筒20的两端设置端盖进行密封。
31.本实施方式中,为了确保电池片140在印刷过程中,电池片140表面上的电极能够得到完整的印刷,将网布30在第一辊筒10周向上的长度和在第二辊筒20周向上的长度设置为大于电池片140的长度。这样,电池片140在穿过第一辊筒10和第二辊筒20之间的间隙a进行印刷的过程中,电池片140表面待印刷的区域均能够得到印刷,从而确保电池片140表面
的完整印刷。这里,需要说明的是,电池片140在印刷时由于栅电极结构尺寸设计的不同,网布30上的网孔31也会做相应的变动,而在本实施方式中,网布30上网孔31的目数范围选取在380~540目,一般线宽在14~25μm(微米),网孔31之间的间距在0.9~1.5mm(毫米)。
32.在一种具体的实施方式中,如图1和图3所示,设置在第一辊筒10内的注浆管40和设置在第二辊筒20内的注浆管40均有多列,且多列注浆管40分别沿第一辊筒10、第二辊筒20的轴线方向设置。这样,相比于只有一列注浆管40而言,能够提高在印刷过程中注浆管40向电池片140表面加注电极浆料150的速度,也就可以提高电池片140的印刷速度,从而加快电池片140在印刷工序中的效率,提升电池印刷的产量。
33.其中,如图4所示,为了不使印刷装置的管路过于庞杂,以及确保每列注浆管40都能够得到充分的物料供给,上述印刷装置还可以包括储存器60和用于容纳电极浆料150的储存桶70,储存器60分别设置在第一辊筒10和第二辊筒20的内部,储存器60的一端与储存桶70连通,储存器60的另一端与多列注浆管40连通,这样,便在第一辊筒10和第二辊筒20的内部分别布置了电极浆料150的供给结构,节省了各列注浆管40与容纳电极浆料150的储存桶70之间的连接管道,只需在第一辊筒10和第二辊筒20内部的储存器60与储存桶70之间进行连通即可,而在电池片140的印刷过程中,可以随时向储存桶70内补充电极浆料150。
34.另外,如图5和图6所示,为了在电池片140进行双面印刷的过程中,实现对电池片140的转移,同时不影响电池片140表面的印刷效果,本实施方式中的印刷装置还可以包括传送带80和设置在传送带80上的支撑杆90,传送带80设置在第二辊筒20轴线方向的两侧,以在将电池片140沿着传送带80的输送方向s,转移至穿过第一辊筒10和第二辊筒20之间的间隙a后,能够继续转移电池片140至烘干炉160进行烘干。支撑杆90有多列且每列支撑杆90均分布在垂直于第二辊筒20的轴线方向上。同时,由于电池片140在印刷过程中只对表面上的栅电极区域进行印刷,而在各栅电极之间则存在不印刷的区域,因此,每列支撑杆90分布在位于第二辊筒20轴线方向上的相邻两个网孔31之间,这样,就使支撑杆90的支撑位置避开了电池片140表面上的印刷区域,从而使得支撑杆90能够支撑在电池片140表面,进而支撑电池片140在传送带80上输送。
35.优选的,每列支撑杆90的相邻两个支撑杆90之间呈等距间隔设置,这样,方便在传送带80上布置支撑杆90同时保证对电池片140的支撑效果。此处需要说明的是,为了适应电池片140在双面印刷过程中的转移,本实施方式所采用的转移方式并不是类似于现有丝网印刷中采用的方式,现有丝网印刷中直接将电池片140放置在传送带80上进行转移,而本实施方式是在传送带80上设置卡槽,进而将各支撑杆90定点放置在传送带80上的卡槽位置。因此,本实施方式中的支撑杆90在电池片140出了烘干炉160后,可以进行支撑杆90的回收,以及可以设置反向传送带将支撑杆90循环至初始位置,以便进行循环使用。
36.在一种具体的实施方式中,如图5所示,上述的印刷装置还可以设置有用于控制电池片140在印刷过程中的位置的部件。这些部件包括定位相机100和定位块110,其中,定位相机100设置在传送带80的一侧且远离第二辊筒20的一端,在电池片140转移至靠近定位相机100时,定位相机100可以从电池片140的一侧获取电池片140在输送时的移动位置。而定位块110呈相对设置在传送带80的两侧且分别靠近第二辊筒20的两端,定位块110可沿第二辊筒20的轴线方向移动,从而在电池片140经过定位块110时,定位块110能够从电池片140的两侧修正电池片140穿过第一辊筒10和第二辊筒20之间的间隙a时的位置。此处的定位相
机100和定位块110均设置在将电池片140转移至穿过第一辊筒10和第二辊筒20之间的间隙a的传送带80附近。
37.此处需要说明的是,定位相机100可以采用目前常用于检测产品位置的高像素的ccd(电荷耦合元件)摄像头,通过ccd摄像头对电池片140进行拍照,所拍的照片传输至控制器进行读取,获得电池片140的位置信息和所需的调节量,控制器将所需的调节量信息发送至定位块驱动单元,以控制定位块110移动,对电池片140的位置进行调节,保证电池片140表面的印刷区域与网布30上的网孔31保持对应,调节完毕后,即可保证电池片140以预先设定好的位置进入第一辊筒10和第二辊筒20之间的间隙a进行印刷。
38.本实施方式中,如图1所示,还可以包括多个回收管120和多个负压控制器130,回收管120分别设置在第一辊筒10和第二辊筒20的内部,负压控制器130设置在回收管120上以控制网布30上的电极浆料150进入回收管120。此处需要说明的是,在进行电池片140的印刷时,注浆管40内的电极浆料150会有一部分加注到网布30上,这时,需要对网布30上滞留的电极浆料150进行处理,否则会堆积在网布30上直至堵塞网孔31。而在清理这些滞留的电极浆料150时,由于第一辊筒10和第二辊筒20的内部空间较小,无法采用常规的刮刀进行清理,因此,本实施方式中,采用负压控制器130控制回收管120内的压力以进行电极浆料150的回收。
39.优选的,将多个回收管120和多个注浆管40进行连通,从而使回收管120内回收的电极浆料150能够重新进入注浆管40,以进行下一次电池片140的印刷。
40.本领域的普通技术人员可以理解,上述各实施方式是实现本实用新型的具体实施例,而在实际应用中,可以在形式上和细节上对其作各种改变,而不偏离本实用新型的精神和范围。