用于pp亮面表面的丝印工艺
技术领域
1.本发明属于新材料领域,涉及一种用用于pp亮面表面的丝印工艺。
背景技术:
2.pp(聚丙烯)等聚烯烃类塑料注塑成型的产品具有优良的物理性能和较好的化学稳定性,广泛地应用在杯盖上。
3.通常杯盖有不同表面状态,有附着力质量高要求,为了提升对杯盖表面油墨丝印附着力。现有生产作业中具有pp亮面的杯盖表面采用pp水擦拭,从而提升表面油墨丝印的附着力,但是,pp 水擦拭过程中亮面产品容易表面擦花,不能达到产品质量要求。
4.中国专利其公开号cn113201307a公开了一种pp处理剂及其制备方法。上述专利的pp处理剂由包含如下重量百分比的原料制成:改性sbs 2~10%、聚丙烯树脂一2~10%、聚丙烯树脂二4~ 20%,其余为含有引发剂的溶剂;其中聚丙烯树脂一和聚丙烯树脂二的结晶度不同。
5.上述专利的制备方法为:按上述比例称取原料搅拌混合,pp 处理剂可用于聚丙烯材料表面的粘结,其具有在高温下粘结性能优良的优点。
6.但是,上述专利的组份材料过多,而且它主要针对粘结能力进行改善,对于如何提高油墨丝印质量并没有解决方案。
技术实现要素:
7.本发明的目的是针对现有技术存在的上述问题,提供一种能有效提高产品质量并简化工序的用于pp亮面表面的丝印工艺。
8.本发明的目的可通过下列技术方案来实现:
9.一种用于pp亮面表面的丝印工艺,该工艺包括以下步骤:
10.a、准备:按照重量百分比准备二甲苯90-95%,氯化聚丙烯 5-10%,将两者充分混合后得到新型溶剂;
11.b、涂覆:将新型溶剂均匀涂覆在pp材料的杯盖上;
12.c、丝印:将半成品进行油墨丝印处理,得到具有不破坏亮面图案的杯盖;
13.d、成品处理:将油墨丝印处理后的杯盖进行烘烤,直至产品表面的新型溶剂大部分挥发,得到成品。
14.本用于pp亮面表面的丝印工艺创造性的采用新型配比的新型溶剂对杯盖进行涂覆处理,经过充分涂覆后的杯盖可以马上进行油墨丝印处理。
15.在新型溶剂的作用下油墨稳定且牢固附着在杯盖上,不需要在后工序做大量的附着力检测全检,减少了大量的人力物力。
16.本新型溶剂中采用大比例的二甲苯,同时配比小比例量的氯化聚丙烯。
17.二甲苯在水溶液中挥发性较强,系由45%~70%的间二甲苯、 15%~25%的对二甲苯和10%~15%邻二甲苯三种异构体所组成的混合物,易流动,能与氯化聚丙烯混溶。
18.氯化聚丙烯是聚丙烯分子链上引入氯原子的一种极性热塑性树脂。本技术方案中采用含氯为20%-40%的低氯化度氯化聚丙烯。
19.熔融状态的氯化聚丙烯混合入同样温度的二甲苯中,充分混合后得到本新型溶剂。
20.在杯盖上涂覆上述新型溶剂后,印刷油墨与杯盖之间具有比较强的附着力。经烘烤处理后能快速得到成品,由于烘烤温度低于氯化聚丙烯的熔点温度,因此,在烘烤过程中不会导致氯化聚丙烯重新融化,这样只会使新型溶剂和油墨快速凝固。
21.也就是说,本新型溶剂中的大比例含量的二甲苯非常使用于油墨印刷,新型溶剂中小比例的氯化聚丙烯耐水、耐酸、耐碱、无毒无味、高透明度、成膜性好、且不易燃。
22.可以看出,在新型溶剂的作用下能使印刷油墨稳定的附着在杯盖上。
23.在上述的用于pp亮面表面的丝印工艺中,所述步骤b前预先对杯盖进行清理,保证杯盖表面清洁。
24.在上述的用于pp亮面表面的丝印工艺中,所述步骤c中将涂覆有新型溶剂的杯盖在60—70oc环境中进行2—4分钟烘烤。
25.在上述的用于pp亮面表面的丝印工艺中,所述步骤b中将杯盖浸泡在新型溶剂内。
26.在上述的用于pp亮面表面的丝印工艺中,所述步骤b中杯盖在圆筒且上端开口的浸泡筒内进行浸泡。
27.在上述的用于pp亮面表面的丝印工艺中,所述浸泡筒内还具有压板,位于浸泡筒内的杯盖抵靠在压板下部。
28.在上述的用于pp亮面表面的丝印工艺中,所述压板包括呈环形的本体和栅格状的栅板,上述栅板与本体内边沿之间具有能使两者扣合连接的连接结构。
29.浸泡筒内具有适量的新型溶剂,将杯盖放入浸泡筒内,压板再进入浸泡筒。压板中由于本体呈环形,它不会遮挡栅板上部。栅板由若干横向设置的金属条和纵向设置的金属条连接而成,栅板下压杯盖的同时能使新型溶剂由栅板处通过,这样的结构保证压板能稳定的在具有新型溶剂的浸泡筒内下移,最终使杯盖稳定的浸泡在新型溶剂中。
30.在上述的用于pp亮面表面的丝印工艺中,所述连接结构包括以本体中心为基准周向均布的若干弹性卡片,上述弹性卡片下端与栅板固连,弹性卡片上端连接在本体内边沿处。
31.弹性卡片上端抵靠在本体内边沿后,能使栅板与本体稳定连接在一起。
32.在上述的用于pp亮面表面的丝印工艺中,所述弹性卡片上端具有向外侧凸出的挡沿,上述挡沿抵靠在本体上端口处。
33.初始状态时挡沿抵靠在本体上端口处,需要使栅板与本体分离时,施加外力扳动弹性卡片,当挡沿脱离本体上端口后,栅板与本体能稳定分离。
34.在上述的用于pp亮面表面的丝印工艺中,所述挡沿与弹性卡片为一体式结构。
35.在上述的用于pp亮面表面的丝印工艺中,所述挡沿呈半球形凸出于弹性卡片上端。
36.半球形的弹性卡片能使弹性卡片方便的越过本体内边沿或者由本体内边沿处顺畅脱离。
37.在上述的用于pp亮面表面的丝印工艺中,所述本体外边沿具有向下翻折的扣合
沿,上述扣合沿抵靠在浸泡筒内壁。
38.在上述的用于pp亮面表面的丝印工艺中,所述扣合沿的截面呈v形。
39.在扣合沿的作用下能使整个压板顺畅稳定的嵌入浸泡筒内,同时还能将抵靠在栅板下部的杯盖阻挡,有效的提高了浸泡稳定性。
40.与现有技术相比,本用于pp亮面表面的丝印工艺通过大量试验配比新型溶剂,解决了杯盖表面擦伤的不良问题。同时,烘烤挥发后可以马上油墨丝印,不仅作业效率高,而且其附着力稳定且牢固,不需要在后工序做大量的附着力检测全检,减少了大量的人力物力。
41.由于新型溶剂中含有大剂量的二甲苯,作业人员过多接触对身体健康有害,本工艺创造性的将杯盖投入混合筒内,再将压板放入混合筒内就可以稳定的在杯盖上均匀涂覆新型溶剂。由于可以投入大量杯盖,其作业效率不仅比较高,而且避免了作业人员过多的接触到新型溶剂,尽量的减少了新型溶剂对作业人员健康的影响。
附图说明
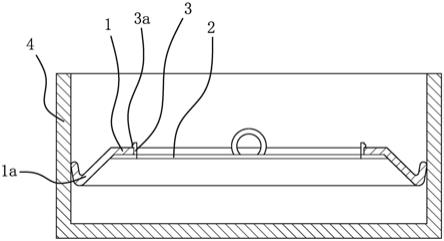
42.图1是本用于pp亮面表面的丝印工艺所使用的压板与浸泡筒连接的结构示意图。
43.图中,1、本体;1a、扣合沿;2、栅板;3、弹性卡片;3a、挡沿;4、浸泡筒。
具体实施方式
44.下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
45.需要说明的是,当组件被称为“装设于”另一个组件,它可以直接装设在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。当一个组件被认为是“固定于”另一个组件,它可以是直接固定在另一个组件上或者可能同时存在居中组件。
46.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“或 /及”包括一个或多个相关的所列项目的任意的和所有的组合。
47.实施例一
48.如图1所示,本用于pp亮面表面的丝印工艺包括以下步骤:
49.a、准备:按照重量百分比准备二甲苯90%,氯化聚丙烯10%,将两者充分混合后得到新型溶剂;
50.b、涂覆:将新型溶剂均匀涂覆在pp材料的杯盖上;
51.所述步骤b前预先对杯盖进行清理,保证杯盖表面清洁。
52.所述步骤b中将杯盖浸泡在新型溶剂内。
53.所述步骤b中杯盖在圆筒且上端开口的浸泡筒4内进行浸泡。
54.所述浸泡筒4内还具有压板,位于浸泡筒4内的杯盖抵靠在压板下部。
55.所述压板包括呈环形的本体1和栅格状的栅板2,上述栅板2 与本体1内边沿之间具有能使两者扣合连接的连接结构。
56.所述连接结构包括以本体1中心为基准周向均布的若干弹性卡片3,上述弹性卡片3下端与栅板2固连,弹性卡片3上端连接在本体1内边沿处。
57.所述弹性卡片3上端具有向外侧凸出的挡沿3a,上述挡沿3a 抵靠在本体1上端口处。
58.所述挡沿3a与弹性卡片3为一体式结构。
59.所述挡沿3a呈半球形凸出于弹性卡片3上端。
60.所述本体1外边沿具有向下翻折的扣合沿1a,上述扣合沿1a 抵靠在浸泡筒4内壁。
61.所述扣合沿1a的截面呈v形。
62.c、丝印:将半成品进行油墨丝印处理,得到具有不破坏亮面图案的杯盖;
63.所述步骤c中将涂覆有新型溶剂的杯盖在60oc环境中进行2 分钟烘烤。
64.d、成品处理:将油墨丝印处理后的杯盖进行烘烤,直至产品表面的新型溶剂大部分挥发,得到成品。
65.本用于pp亮面表面的丝印工艺创造性的采用新型配比的新型溶剂对杯盖进行涂覆处理,经过充分涂覆后的杯盖,其上的新型溶剂大部分挥发后,可以马上进行油墨丝印处理。由于油墨附着力稳定且牢固,不需要在后工序做大量的附着力检测全检,减少了大量的人力物力。
66.实施例二
67.如图1所示,本用于pp亮面表面的丝印工艺包括以下步骤:
68.a、准备:按照重量百分比准备二甲苯95%,氯化聚丙烯5%,将两者充分混合后得到新型溶剂;
69.b、涂覆:将新型溶剂均匀涂覆在pp材料的杯盖上;
70.所述步骤b前预先对杯盖进行清理,保证杯盖表面清洁。
71.所述步骤b中将杯盖浸泡在新型溶剂内。
72.所述步骤b中杯盖在圆筒且上端开口的浸泡筒4内进行浸泡。
73.所述浸泡筒4内还具有压板,位于浸泡筒4内的杯盖抵靠在压板下部。
74.所述压板包括呈环形的本体1和栅格状的栅板2,上述栅板2 与本体1内边沿之间具有能使两者扣合连接的连接结构。
75.所述连接结构包括以本体1中心为基准周向均布的若干弹性卡片3,上述弹性卡片3下端与栅板2固连,弹性卡片3上端连接在本体1内边沿处。
76.所述弹性卡片3上端具有向外侧凸出的挡沿3a,上述挡沿3a 抵靠在本体1上端口处。
77.所述挡沿3a与弹性卡片3为一体式结构。
78.所述挡沿3a呈半球形凸出于弹性卡片3上端。
79.所述本体1外边沿具有向下翻折的扣合沿1a,上述扣合沿1a 抵靠在浸泡筒4内壁。
80.所述扣合沿1a的截面呈v形。
81.c、丝印:将半成品进行油墨丝印处理,得到具有不破坏亮面图案的杯盖;
82.所述步骤c中将涂覆有新型溶剂的杯盖在70oc环境中进行4 分钟烘烤。
83.d、成品处理:将油墨丝印处理后的杯盖进行烘烤,直至产品表面的新型溶剂大部分挥发,得到成品。
84.本用于pp亮面表面的丝印工艺创造性的采用新型配比的新型溶剂对杯盖进行涂覆处理,经过充分涂覆后的杯盖,其上的新型溶剂大部分挥发后,可以马上进行油墨丝印处理。由于油墨附着力稳定且牢固,不需要在后工序做大量的附着力检测全检,减少了大量的人力物力。
85.实施例三
86.如图1所示,本用于pp亮面表面的丝印工艺包括以下步骤:
87.a、准备:按照重量百分比准备二甲苯92%,氯化聚丙烯8%,将两者充分混合后得到新型溶剂;
88.b、涂覆:将新型溶剂均匀涂覆在pp材料的杯盖上;
89.所述步骤b前预先对杯盖进行清理,保证杯盖表面清洁。
90.所述步骤b中将杯盖浸泡在新型溶剂内。
91.所述步骤b中杯盖在圆筒且上端开口的浸泡筒4内进行浸泡。
92.所述浸泡筒4内还具有压板,位于浸泡筒4内的杯盖抵靠在压板下部。
93.所述压板包括呈环形的本体1和栅格状的栅板2,上述栅板2 与本体1内边沿之间具有能使两者扣合连接的连接结构。
94.所述连接结构包括以本体1中心为基准周向均布的若干弹性卡片3,上述弹性卡片3下端与栅板2固连,弹性卡片3上端连接在本体1内边沿处。
95.所述弹性卡片3上端具有向外侧凸出的挡沿3a,上述挡沿3a 抵靠在本体1上端口处。
96.所述挡沿3a与弹性卡片3为一体式结构。
97.所述挡沿3a呈半球形凸出于弹性卡片3上端。
98.所述本体1外边沿具有向下翻折的扣合沿1a,上述扣合沿1a 抵靠在浸泡筒4内壁。
99.所述扣合沿1a的截面呈v形。
100.c、丝印:将半成品进行油墨丝印处理,得到具有不破坏亮面图案的杯盖;
101.所述步骤c中将涂覆有新型溶剂的杯盖在65oc环境中进行3 分钟烘烤。
102.d、成品处理:将油墨丝印处理后的杯盖进行烘烤,直至产品表面的新型溶剂大部分挥发,得到成品。
103.本用于pp亮面表面的丝印工艺创造性的采用新型配比的新型溶剂对杯盖进行涂覆处理,经过充分涂覆后的杯盖,其上的新型溶剂大部分挥发后,可以马上进行油墨丝印处理。由于油墨附着力稳定且牢固,不需要在后工序做大量的附着力检测全检,减少了大量的人力物力。
104.以上所述实施方式的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施方式中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
105.本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上实施方式所作的适当改变和变化都落在本发明要求保护的范围内。